S30432 不銹鋼噴丸強化工藝研究
2022-06-23 02:45:58丁文炎秦興文楊國平楊小平費玉華
焊管 2022年6期
0 前 言
S30432 耐熱不銹鋼具備優良的高溫強度、高溫塑性和抗高溫氧化性能, 已成為國內外超超臨界機組鍋爐管的首選材料之一
。 內噴丸處理是S30432 不銹鋼鍋爐管制備的重要工序之一, 目的是形成塑性變形層, 細化晶粒, 擴大Cr 原子的擴散途徑, 從而形成耐高溫、 耐氧化的致密Cr
O
氧化膜
。 目前的研究表明, 不同噴丸工藝參數會對合金的組織造成不同的影響, 主要在于基體內晶界密度和位錯含量。 這些又對Cr 原子的擴散途徑造成不同的影響, 因此, 噴丸工藝參數間接的對合金的性能帶來不同的影響
。 但是, 關于內噴丸處理工藝參數對S30432 不銹鋼內表層組織結構的影響缺少系統的探究。 噴丸形成的塑性變形層深度較淺或不均勻, 會大大限制鍋爐管的使用, 在已有的研究中, 多次噴丸可以有效解決變形層深度較淺和不均勻現象
。 因此, 本研究將選用二次噴丸處理, 即第一次噴丸結束后, 第二次再利用噴槍回程進行第二遍噴丸處理。 通過探究內噴丸工藝參數 (噴丸移動速度、 噴丸壓力、 噴丸距離) 對S30432 不銹鋼內表面塑性變形層深度的影響, 以獲得最優噴丸工藝參數, 并研究其對S30432 不銹鋼內表面硬度性能的影響。
本文不揣冒昧,討論了敘事語體和描寫語體的句型選擇差異,認為句型選擇也是語體特征的表現形式。本文的主要目的是通過討論句型選擇與語體特征的適應關系,呼吁在語法研究和語法教學中,必須考慮語體對語言形式的制約。
1 試驗材料及方法
1.1 試驗材料
試驗材料為S30432 不銹鋼管, 規格為Φ44.5 mm×7.6 mm, 主要化學成分見表1。

1.2 試驗方法
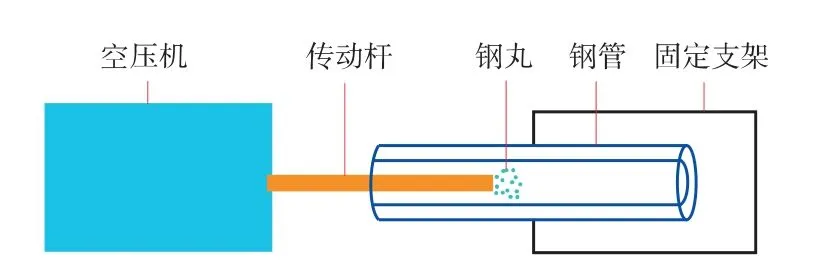
噴丸機型號為QBK350, 不銹鋼丸直徑為0.6 mm, 噴丸距離為5~13 mm, 噴丸壓力可選擇1.20~1.28 MPa。 噴丸整個過程包含前進噴丸和后退噴丸, 前進噴丸移動速度設定為1 000 mm/min,后退噴丸移動速度為400~1 200 mm/min, 噴丸設備布置如圖1 所示。
噴丸后將試樣沿橫向切開, 磨拋后用侵蝕液侵蝕60 s, 再用10%草酸液擦拭、 吹干后, 采用蔡司光學顯微鏡觀察組織形貌, 侵蝕液配比為H
O ∶HNO
=4∶1 (體 積 比); CuSO
∶NaCl=1∶2(質量比)。 用自動轉塔數顯維氏硬度計(432SVD) 測量不同深度塑性變形層顯微硬度值。
2 結果分析
2.1 噴丸移動速度對組織的影響
青辰身在空中,下落的同時,已將地上的這一切洞察。他拉開固定在三角架上的弓箭,伴著“嗖”的一聲銳鳴,黑羽箭破空而出,直射土狼。
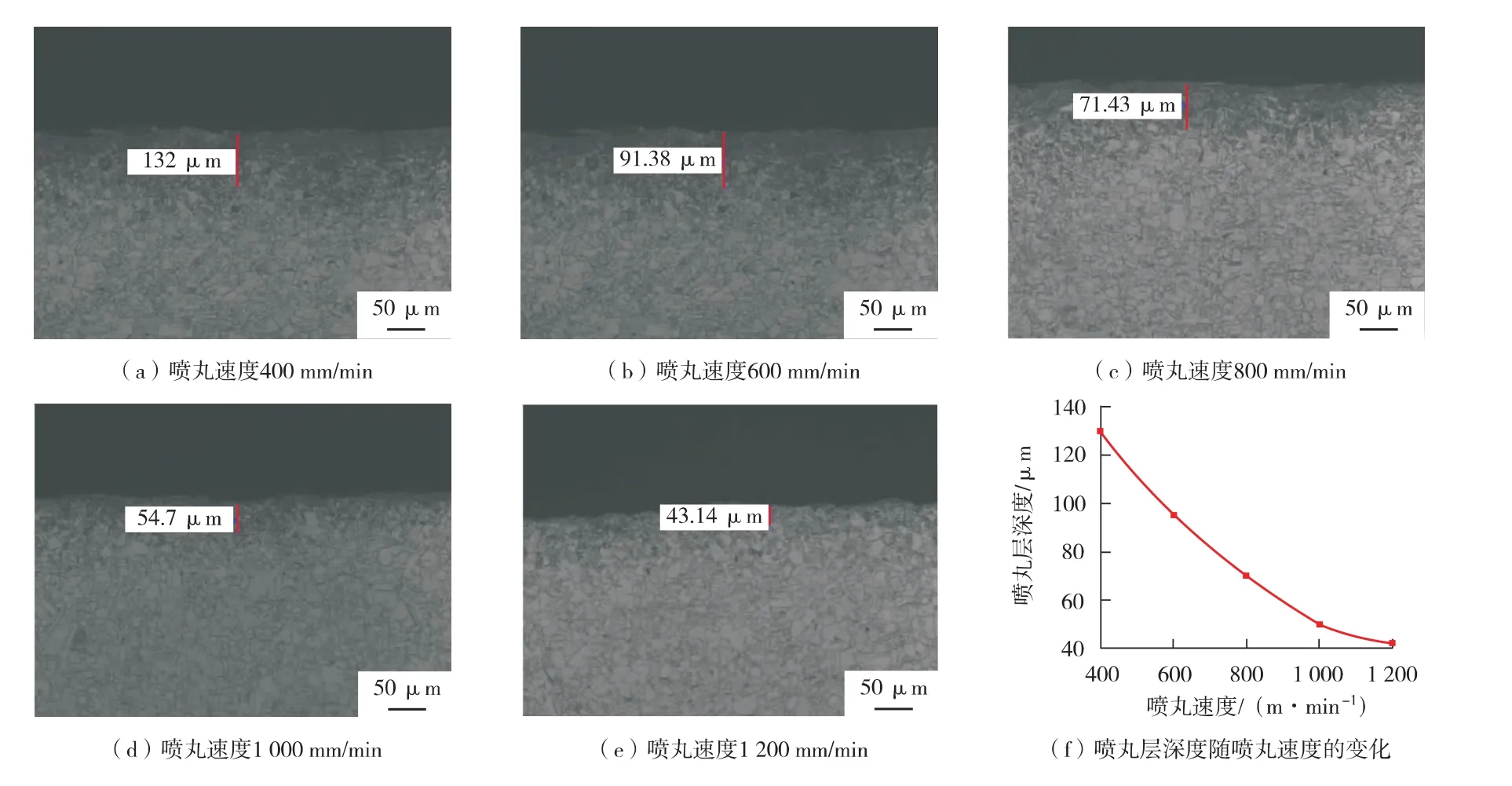
圖3 所示為后退噴丸移動速度800 mm/min、噴丸距離為9 mm 時不同噴丸壓力下的S30432不銹鋼試樣的塑性變形層形貌及深度。
2.2 噴丸壓力對組織的影響
由圖2 (f) 可以看出, 當噴丸移動速度為400 mm/min 時, 噴丸層深度約為132 μm; 噴丸移動速度增大到600 mm/min 時, 噴丸層深度約為91.38 μm, 相對于400 mm/min 的噴丸層深度有了明顯的減小; 噴丸移動速度增大到800 mm/min時, 噴丸層深度約為71.43 μm。 噴丸移動速度增大, 丸粒與內表面接觸時間減小, 有效接觸面減小, 變形孿晶和細化晶粒就少, 組織的塑性變形層就淺。 隨著噴丸移動速度的持續增加, 噴丸層深度在逐漸減小, 噴丸速度為1 000 mm/min 時噴丸層深度約為54.7 μm; 噴丸速度為1 200 mm/min時噴丸層深度約為43.14 μm。 噴丸移動速度小,生產效率低, 不利于大規模生產; 噴丸移動速度大, 噴丸層深度小, 不能達到噴丸的目的。 因此,選擇噴丸移動速度為800 mm/min, 既能提高生產效率, 也可以保證噴丸層深度。
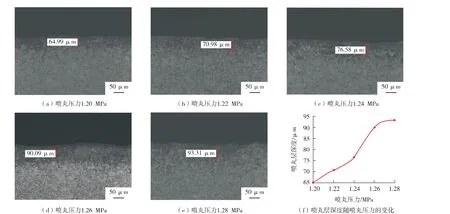
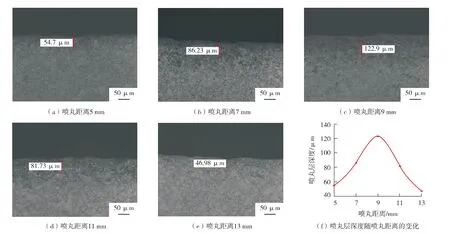
圖4 為噴丸壓力1.26 MPa、 后退移動速度為800 mm/min 時, 不同噴丸距離對S30432 不銹鋼試樣塑性變形層的影響。 由圖4 可知, 隨著噴丸距離的增加, 塑性變形層深度先增大后減小, 在噴丸距離為9 mm 時塑性變形層深度最大。 當噴丸距離為5 mm 時的形貌, 塑性變形層深度約為54.7 μm; 噴丸距離增大到7 mm時, 變形層深度增大到86.23 μm, 此時塑性變形層也較為均勻; 噴丸距離為9 mm 時, 塑性變形層深度達到最大122.9 μm; 當噴丸距離繼續增大時, 塑性變形層深度又有所減小, 且減小速度較快, 噴丸距離為11 mm 時, 塑性變形層深度為81.73 μm; 噴丸距離為13 mm時, 塑性變層深度為46.98 μm。 出現上述現象的原因是由于噴丸距離較小時, 丸粒擴散面較窄, 丸粒之間容易碰撞造成能量損失, 到達表面的能量有所減小, 變形層深度小; 噴丸距離逐漸增大時, 丸粒之間碰撞減小, 能量損失少, 變形層深度增大; 當噴丸距離超過一定值時, 丸粒在噴丸過程中飛行時間較長, 損失的能量較大, 噴丸效果較差。 因此, 噴丸距離為9 mm時, 塑性變形層的深度穩定在122 μm 左右,此距離為該工藝最優噴丸距離。 綜上可知, 在噴丸距離為5~13 mm、 噴丸壓力為1.20~1.28 MPa、前進噴丸移動速度為1 000 mm/min、 后退噴丸移動速度為400~1 200 mm/min 時, 對塑性變形層的影響順序為: 噴丸速度>噴丸壓力>噴丸距離。
金屬材料的顯微硬度與組織、 殘余能有著密切的關系。 晶粒尺寸越小, 位錯密度越高,材料的硬度越大。 噴丸處理使S30432 不銹鋼內表層的晶粒發生細化的同時儲存大量殘余能, 位錯密度也會增加, 這些因素會導致內表面的硬度大大提高。 但是過度噴丸會導致塑性變形層的相互擠壓而剝落。 因此, 在噴丸移動速度為800 m/min、 噴丸壓力為1.26 MPa、 噴丸距離為9 mm 時, S30432 不銹鋼的內表面塑性變形層穩定在120 μm 左右, 并且分布較為均勻, 選擇此噴丸工藝為S30432 不銹鋼內噴丸最優工藝參數。
2.3 噴丸距離對組織的影響
在1.20 MPa 噴丸壓力下, 表層奧氏體塑性變形層較淺為64.99 μm; 噴丸壓力提高到1.22 MPa之后, 塑性變形層深度已達到70.78 μm, 該范圍內的晶粒已被充分細化, 但塑性變形層深度分布較為不均勻; 當噴丸壓力繼續增加到1.24 MPa時, 塑性變形層深度為76.58 μm, 此時變形層深度分布也不太均勻。 隨著噴丸壓力持續提高到1.26~1.28 MPa, 塑性變形層充分擴展, 整體分布較為均勻, 其深度逐漸穩定在90 μm 左右。噴丸壓力較大時, 不銹鋼承受的變形壓力較大, 內表面容易形成不平整曲面。 因此, 為了得到良好的噴丸效果, 綜合考慮, 噴丸壓力應選擇1.26 MPa 為宜。
噴丸壓力為1.26 MPa, 噴丸距離為9 mm時, 隨著后退噴丸移動速度的增加, 噴丸層深度逐漸減小, 不同噴丸移動速度時塑性變形層形貌及深度如圖2 所示。
2.4 噴丸層硬度分布
根據王銳坤等
研究噴丸工藝對Super304H 奧氏體耐熱鋼組織與性能的影響結果, 要求噴丸后塑性變形層深度≥70 μm, 距試樣內表面60 μm 的硬度(HV
) 比基體的硬度高100HV
以上。
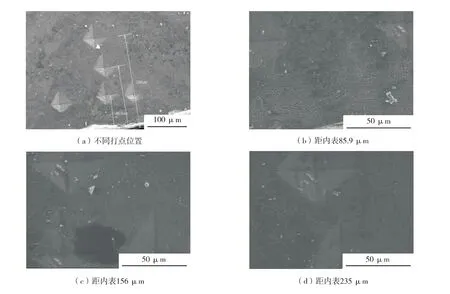
圖5 所示是噴丸速度800 m/min、 噴丸壓力為1.26 MPa 和噴丸距離為9 mm 時噴丸處理后S30432 不銹鋼的維氏硬度圖片。 從圖5 (a) 可以看出, 距內表面以下85.9 μm 的硬度約為300HV
, 距 內 表 面 以 下156 μm 的 硬 度 約 為276HV
, 距 內 表 面 以 下235 μm 的 硬 度 約 為200HV
。 距內表面以下深度越深, 組織硬度越小, 距內表面以下235 μm 的硬度接近基體硬度(190HV
)。 同時, 近表層塑性變形層大于60 μm時的硬度 (300HV
) 比基體硬度提高了近110HV
。 出現以上現象的原因是噴丸處理后近表層(圖5 (b)) 塑性變形強烈, 一方面晶粒得到充分的細化, 另一方面, 變形組織中含有大量的殘余能可以有效抵消施加的外力, 提高材料的變形抗力, 因此近表層位置的硬度較高; 向內延伸時 (圖5 (c)), 噴丸強化效果有所降低, 主要原因是晶粒細化不完全, 儲存的殘余能較少,抵抗材料的變形抗力有所減小, 硬度有所降低;當向內延伸超過一定值 (圖5 (d)) 時, 噴丸效果基本沒有, 此時的組織形貌和基體的組織形貌基本差別不大, 所以硬度也和基體接近。
用鐵絲自制長方形框架,估測鐵絲的用量;在框架上糊一層白紙,估測白紙的用量。圍繞操場跑一圈,估測操場周長;量量算算,操場如鋪草皮,估測草皮用量。在實踐中,體悟周長、面積的不同度量角度。
3 結 論
(1) S30432 不銹鋼在噴丸過程中, 隨著噴丸移動速度的增大, 塑性變形層深度在逐漸減小; 隨著噴丸距離的增大, 塑性變形層的深度先增大后減小。
(2) 隨著噴丸壓力的增加, 塑性變形層厚度逐漸增加, 內表面晶粒細化充分, 硬度有了顯著的提高; 噴丸移動速度為800 m/min, 噴丸距離為9 mm, 噴丸壓力為1.26 MPa 時, 噴丸處理后S30432 不銹鋼內表層硬度值比基體硬度提高了110HV
。 對塑性變形層的影響, 噴丸速度>噴丸壓力>噴丸距離。
我院的簽約供血單位是市血液供保中心,它擔負著35家醫療機構的臨床供血任務。近幾年來,血液供應常常出現全面緊張或偏型的現狀,原因可能與以下因素有關:
(3) 在噴丸距離9 mm、 噴丸壓力1.26 MPa、噴丸前進移動速度為1 000 mm/min、 后退速度為800 mm/min 時, S30432 不銹鋼塑性變形層深度在120 μm 左右趨于平穩, 且分布較為均勻,表面強化效果較佳。
[1] 王伯文. S30432 奧氏體不銹鋼鍋爐管內噴丸工藝研究[J]. 山西冶金,2018,41(4):54-63.
[2] 白晉鋼. 電站鍋爐用S30432 耐熱不銹鋼管的研制[J].山西冶金,2008(4):19-20.
[3] 王銳坤,鄭志軍,高巖. 表面噴丸工藝對Super304H 奧氏體耐熱鋼組織與性能的影響[J]. 中南大學學報:自然科學版,2017,48(4):903-909.
[4] 劉立民,王碩,孫嘉欣,等. 加熱溫度對S30432 奧氏體不銹鋼管內壁噴丸層的影響[J]. 金屬熱處理,2018,43(1):227-230.
[5] 徐松乾,趙海平. 固溶處理對S30432 奧氏體耐熱鋼中含鈮析出相的影響[J]. 鋼鐵,2018,53(5):86-90.
[6] YOO K B,HE Y,LEE H S,et al.Study of the scale formed on super 304H boiler tube steels after long-term steam oxidation at high temperatures[J]. Materials Characterzation,2018,146(23):71-80.
[7] 楊詩婷,邢永明,郎風超,等. 噴丸強化316L 不銹鋼表面的摩擦磨損性能[J]. 金屬熱處理,2016,41(11):35-39.
[8] 馬晉芳,劉寶勝. 高能噴丸處理對Al-Zn-Mg 合金的組織和力學性能的影響[J].材料熱處理學報,2021,42(3):168-173.
[9] 馬云海. 噴丸處理對Super304H 鋼抗蒸汽氧化性能的影響[J]. 中國腐蝕與防護學報,2019,39(3):245-252.
[10] 楊首恩,楊華春,劉盛波. 噴丸處理對18-8 型奧氏體耐熱鋼抗蒸汽氧化性能的影響[J]. 發電設備,2019,33(3):189-192.
[11] 王智春,蔡文河,韓哲文,等. 噴丸處理對S30432 鋼650 ℃蒸汽氧化行為的影響[J]. 表面技術,2018,47(2):42-47.
[12] GOPI R,SARAVANAN I,DEVARAJU A,et al. Investigation of shot peening process on stainless steel and its effects for tribological applications[J]. Materials Today: Proceedings,2019,22(5):23-31.
[13] THIELEN S,BREUNINGER P,HOTZ H, et al. Improving the tribological properties of radial shaft seal countersurfaces using experimental micro peening and classical shot peening processes[J]. Tribology International,2020,155(3):64-71.
[14] YANG C,LIU Y G,SHI Y H,et al. Microstructure characterization and tensile properties of processed TC17 via high energy shot peening[J]. Materials Science and Engineering A,2020,98(16):45-53.
[15] 趙慧傳,唐麗英,賈建民,等.噴丸處理對S30432 鍋爐管抗蒸汽氧化性能的影響[J].中國電力,2014,47(4):9-21.
[16] 羅有心,楊利杰,裴敏男,等. 不銹鋼鍋爐管內表面噴丸強化層硬度檢測方法[J]. 焊管,2021,44(7):65-68.
[17] MING C,LIU H,WANG L,et al. Evaluation of the residual stress and microstructure character in SAF 2507 duplex stainless steel after multiple shot peening process [J]. Surface & Coatings Technology,2018,34(8):23-31.
[18] 陳李學,李偉剛,蔣建軍,等. 二次噴丸誘導應力及變形工程預測方法[J]. 材料保護,2021,54(6):52-58.
[19] 王成,胡家誠,許楊劍,等. 重復多次激光噴丸強化高導無氧銅的數值研究[J]. 中國激光,2016,53(2):1-10.
[20] 李衛,嚴世榕,張樂. 表面噴丸強化處理對TC11 鈦合金疲勞性能的影響[J]. 表面技術,2017,46(3):172-176.
猜你喜歡
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
山東冶金(2019年1期)2019-03-30 01:35:32
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
