加工工藝對散熱器用鋁合金翅片釬焊熔蝕性能的影響
2022-06-29 11:35:12劉二磊周德敬
有色金屬材料與工程 2022年3期
曹 琦,劉二磊,張 斌,周德敬
(1.銀邦金屬復合材料股份有限公司,江蘇 無錫 214145;2.中南大學 材料科學與工程學院,湖南 長沙 410083)
鋁合金由于密度低、強度高、導熱性能好、耐腐蝕性能優異以及成本較低等優點,在熱交換器領域得到了廣泛的應用。散熱器一般位于汽車前端迎風處,所處的工作條件惡劣,不僅要經受風吹雨淋和汽車排出的廢氣以及沙土、泥漿的污染,而且還要承受反復的熱循環和周期性的振動。其次,散熱器內長期流動著冷卻液,對散熱器有銹蝕及腐蝕作用,而且隨著汽車發動機轉速和功率的不斷提高,熱負荷也愈來愈大,對散熱器的性能要求也愈來愈高。
鋁質散熱器的主要制造工序是釬焊。在釬焊過程中,完成板、管、翅片的焊接,充當釬料的皮材中的Si 向翅片中擴散造成熔蝕。熔蝕是鋁合金散熱器釬焊過程中常見的現象,Si 擴散的深度越深,熔蝕率越大,被熔蝕的翅片厚度越多,剩余支撐散熱器結構強度的厚度越少,翅片的抗下垂性能越低,造成散熱器的結構強度越低,使用壽命越短。由此可見,鋁合金翅片材料的耐熔蝕性能極大地影響著散熱器的結構強度和使用壽命。由于翅片在釬焊過程中需要承受600 ℃以上的高溫,因此需要具有良好的高溫抗下垂性能,這需要材料具備良好的耐熔蝕性能。Ryu 等研究發現,粗大的再結晶晶粒尺寸可以有效阻礙Si 的擴散,減少熔蝕的產生,從而提高翅片的抗下垂性能,增加散熱器的結構強度和使用壽命。
1 試 驗
鋁合金翅片材料的化學成分如下表1 所示。

表1 化學成分(質量百分數/%)Tab.1 Chemical composition (mass fraction/%)
制備工藝共采用兩種方案,冷軋采用連續鑄軋工藝生產的厚度為6.000 mm 的鋁合金坯料,翅片材料成品厚度為0.070 mm,狀態為H16,工藝路徑詳見如下:
方案1:鑄軋厚度6.000 mm—冷軋至厚度4.200 mm—冷軋至厚度0.116 mm—中間退火—冷軋至厚度0.070 mm。
方案2:鑄軋厚度6.000 mm—冷軋至厚度4.200 mm—高溫中間退火—冷軋至厚度0.155 mm—中間退火—冷軋至厚度0.070 mm。
其中,高溫中間退火工藝為560 ℃保溫5 h,中間退火工藝為420 ℃保溫5 h。
化學成分檢測采用Thermo Fisher America ARL3460 光電直讀光譜儀,力學性能檢測采用Zwick/Roell Germany Z020 型拉伸試驗機,模擬釬焊及抗下垂性能數值檢測采用KBF11Q 可控氣氛馬弗爐,金相檢測采用 ZEISS Germany AxioImager.A2m 型金相顯微鏡。拉伸試樣尺寸如圖1 所示。
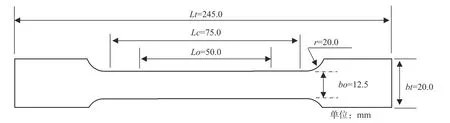
圖1 拉伸試樣尺寸Fig.1 Dimension of the tensile specimen
圖中:為試樣總長度;為平行長度;為原始標距;為矩形橫截面試樣平行長度的原始寬度;為夾持頭部的寬度;為圓弧半徑。
2 試驗結果及分析
2.1 模擬釬焊前力學性能
對兩種方案制備的鋁合金翅片材料進行模擬釬焊前的力學性能檢測,結果見表2。
從表2 可以看出,方案2 在冷軋一道次后增加了高溫中間退火,雖然將最后一道次加工率由39.7%提升到了54.8%,但其抗拉強度和屈服強度相比于無高溫中間退火的方案1 的仍有明顯降低,抗拉強度降低9.8 MPa,屈服強度降低5.1 MPa。

表2 釬焊前力學性能Tab.2 Mechanical properties before brazing
2.2 模擬釬焊后力學性能
將兩種方案制備的翅片材料放入馬弗爐中進行模擬釬焊,模擬釬焊工藝為:室溫升至590 ℃用時35 min,590 ℃保溫5 min,總時間為40 min。模擬釬焊后對力學性能進行檢測,結果見表3。
從表3 可以看出,方案2 試樣抗拉強度為115.2 MPa,高于方案1 的109.9 MPa;方案2 試樣伸長率為12.2%,明顯高于方案1 的8.0%,表明方案2 所得試樣的塑性更好,成形性能更優;方案2 所得試樣屈服強度為45.2 MPa,略低于方案1 的47.3 MPa。

表3 釬焊后力學性能Tab.3 Mechanical properties after brazing
2.3 抗下垂性能
首先制作抗下垂性能檢測的樣片,樣片長度為100 mm,長度方向為材料冷軋的軋制方向,寬度為22 mm。將樣片固定在試驗裝置上,固定端至自由端的長度為50 mm,測量此時試樣端部距平臺的距離1,然后將試驗裝置平穩放入馬弗爐中,完成此試驗后將試驗裝置移出爐外空冷并測量此時試樣端部距平臺的距離2,通過公式計算出抗下垂性數值。

式中:為抗下垂值;1 為模擬釬焊前試樣端部距平臺的距離;2 為模擬釬焊后試樣端部距平臺的距離。
抗下垂性能檢測溫度試驗工藝:室溫升至577 ℃用時10 min,577 ℃升至600 ℃用時6 min,600 ℃保溫5 min,試驗裝置如圖2 所示。抗下垂性能數值檢測結果見表4。
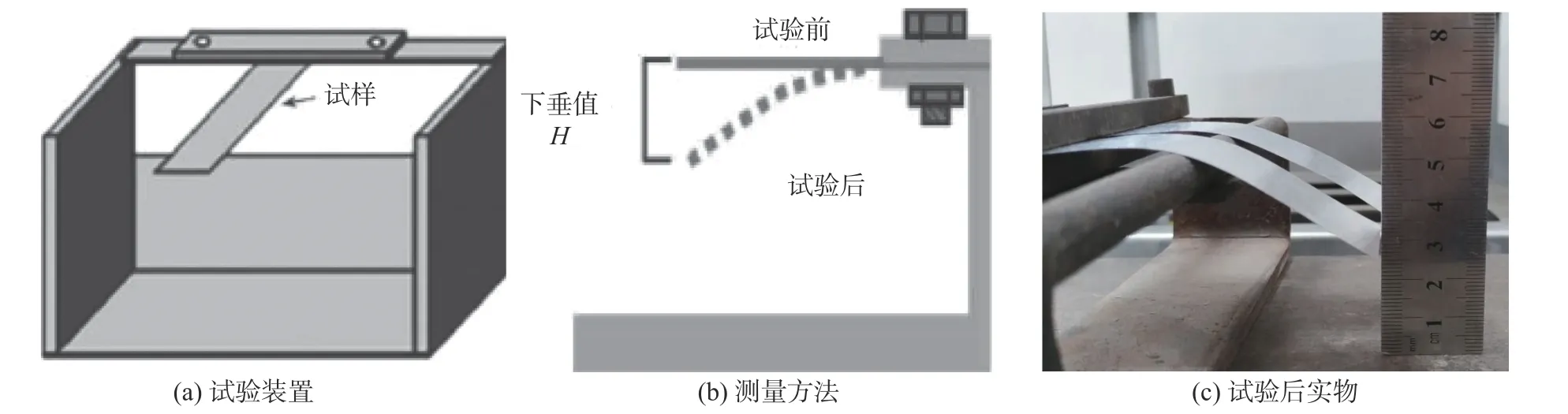
圖2 抗下垂性能檢測試驗裝置示意圖Fig.2 Schematic diagram of sagging resistance test device
從表4 可以看出,方案2 時抗下垂值為22.0 mm,大于方案1 的19.5 mm,表明方案1 的抗下垂性能略優于方案2 的。
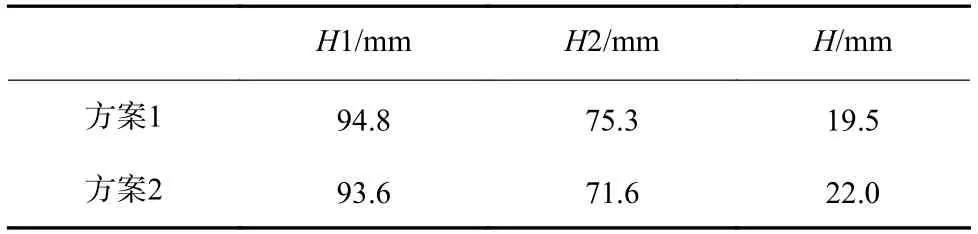
表4 抗下垂性能數值Tab.4 Sagging resistance values
2.4 釬焊前后金相組織
采用金相顯微鏡分別對兩種方案制備的0.070 mm 厚的鋁合金翅片材料沿軋制方向的表面、截面進行偏振光金相組織檢測。釬焊前金相組織如圖3 所示,釬焊后金相組織如圖4 所示。
圖3 釬焊前表面、截面金相組織結果顯示:方案1、方案2 試樣均為未完全破碎的再結晶晶粒,有明顯的軋制纖維狀組織,為典型的H16 狀態晶粒;方案1 的晶粒為長條狀,每個截面厚度方向分布2 層晶粒,經測算,晶粒尺寸大于800 μm,方案2 的晶粒較為細小,每個截面厚度方向分布2~3 層晶粒,經測算,晶粒尺寸為150~300 μm。
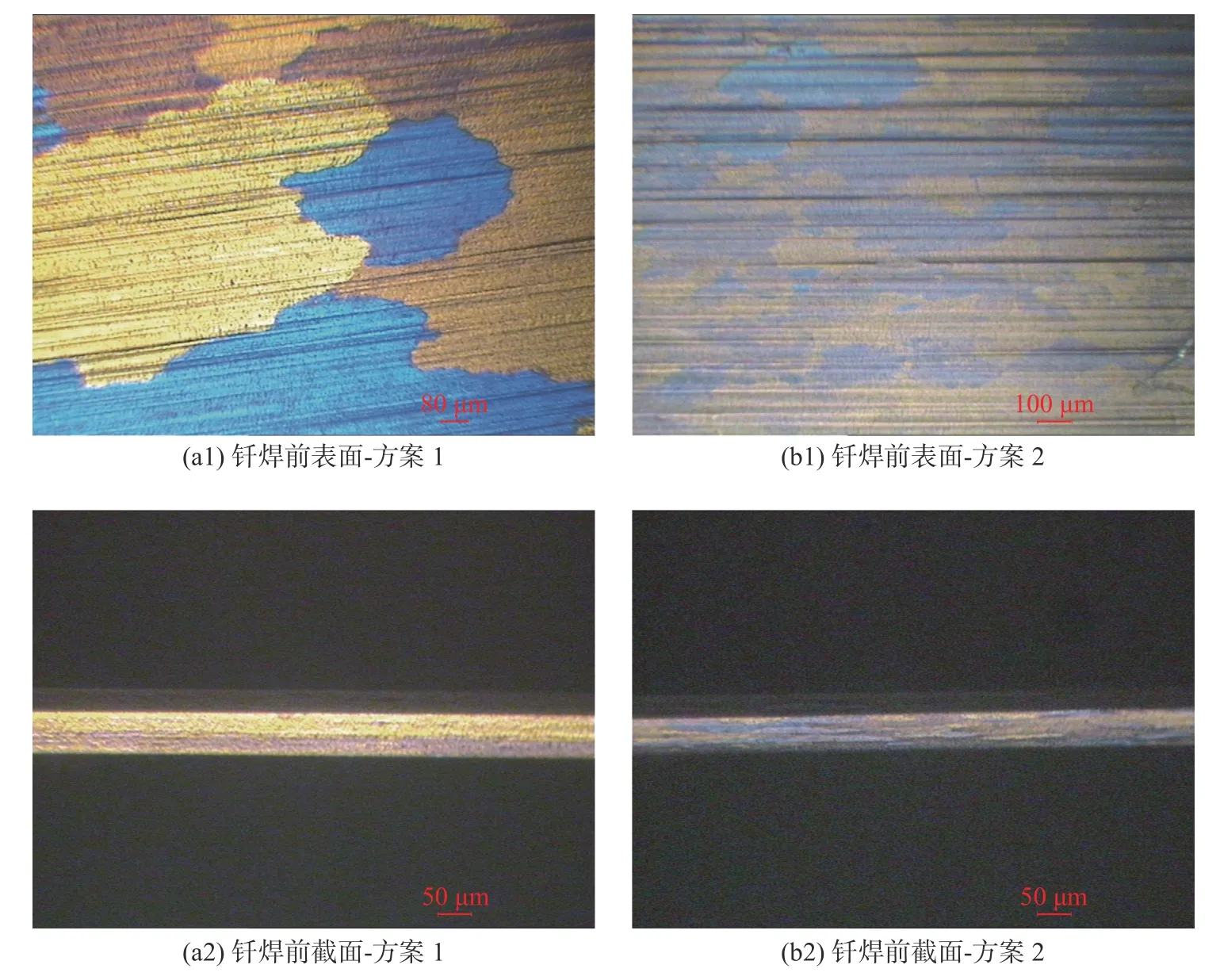
圖3 釬焊前金相組織Fig.3 Metallographic structures before brazing
圖4 釬焊后表面、截面金相組織結果顯示:方案1、方案2 試樣均為明顯的完全再結晶晶粒;方案1 仍為長條狀晶粒,與釬焊前相比尺寸無明顯差異,晶粒尺寸仍然大于800 μm,方案2 試樣則在釬焊后變的更為細小,大部分厚度方向分布約為3 層晶粒,晶粒尺寸為100~400 μm。
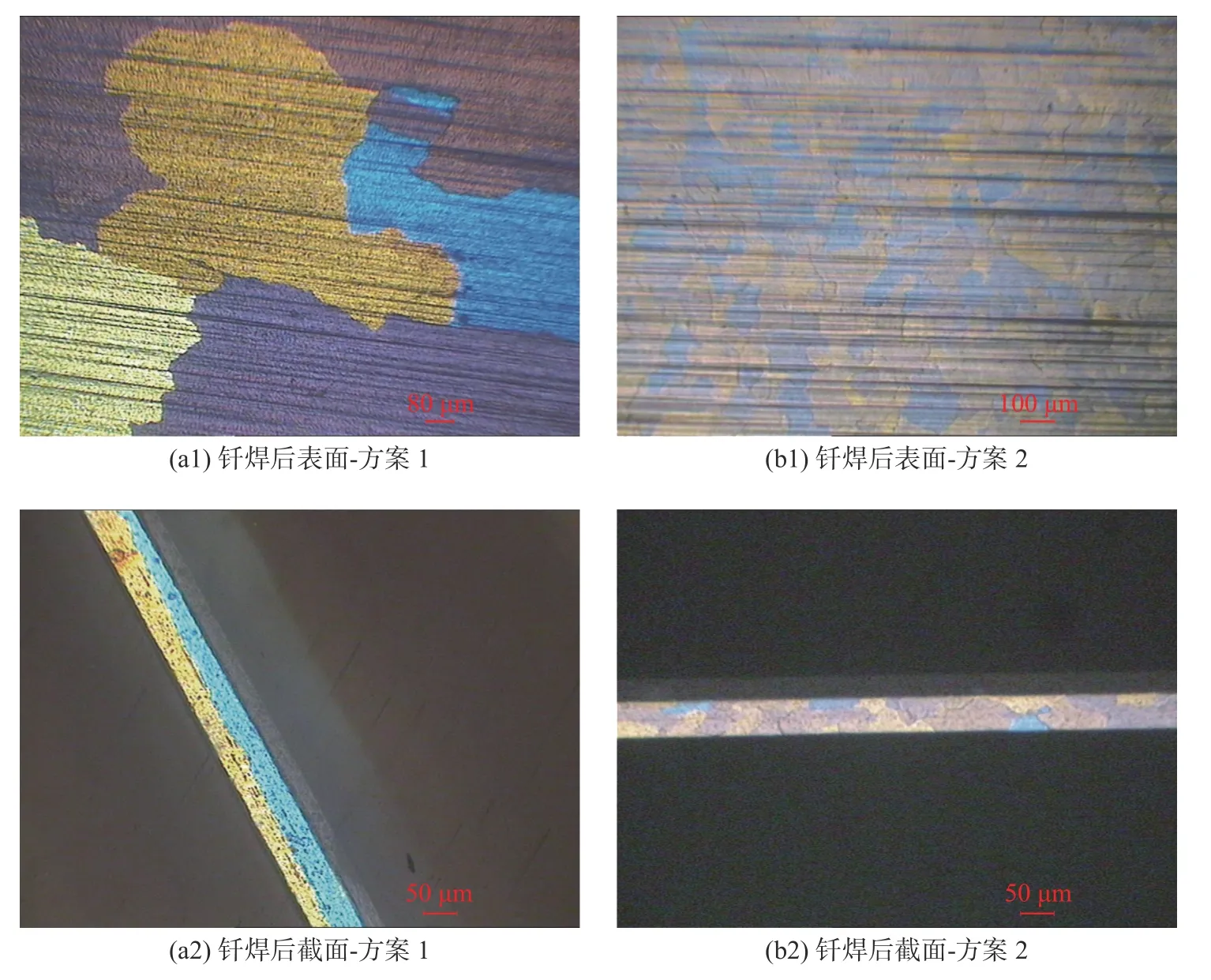
圖4 釬焊后金相組織Fig.4 Metallographic structures after brazing
2.5 釬焊過程中熔蝕
將兩種方案制備的0.070 mm 厚的鋁合金翅片材料加工成翅片,與帶有釬焊層的折疊管組裝后進行釬焊,釬焊工藝同2.2 的模擬釬焊工藝。釬焊后從散熱器上切塊、鑲樣后采用金相顯微鏡進行熔蝕形貌檢測。檢測結果如圖5 所示。方案2 所得試樣熔蝕情況良好部位的晶粒如圖6 所示。
圖5 結果顯示:方案1 所得試樣出現了局部貫穿熔蝕,即熔蝕率100%,平均熔蝕率約50%;方案2 所得試樣局部熔蝕率最大為65%,未出現貫穿腐蝕,平均熔蝕率約30%。總體來看,方案2 的耐熔蝕性能優于方案1 的。圖6 結果顯示,厚度方向上晶粒層數為2~3 層,大小為100~400 μm。將方案2 所得試樣提供給客戶端試用,經客戶端試用,熔蝕情況良好,滿足客戶使用要求,與本研究結果一致。
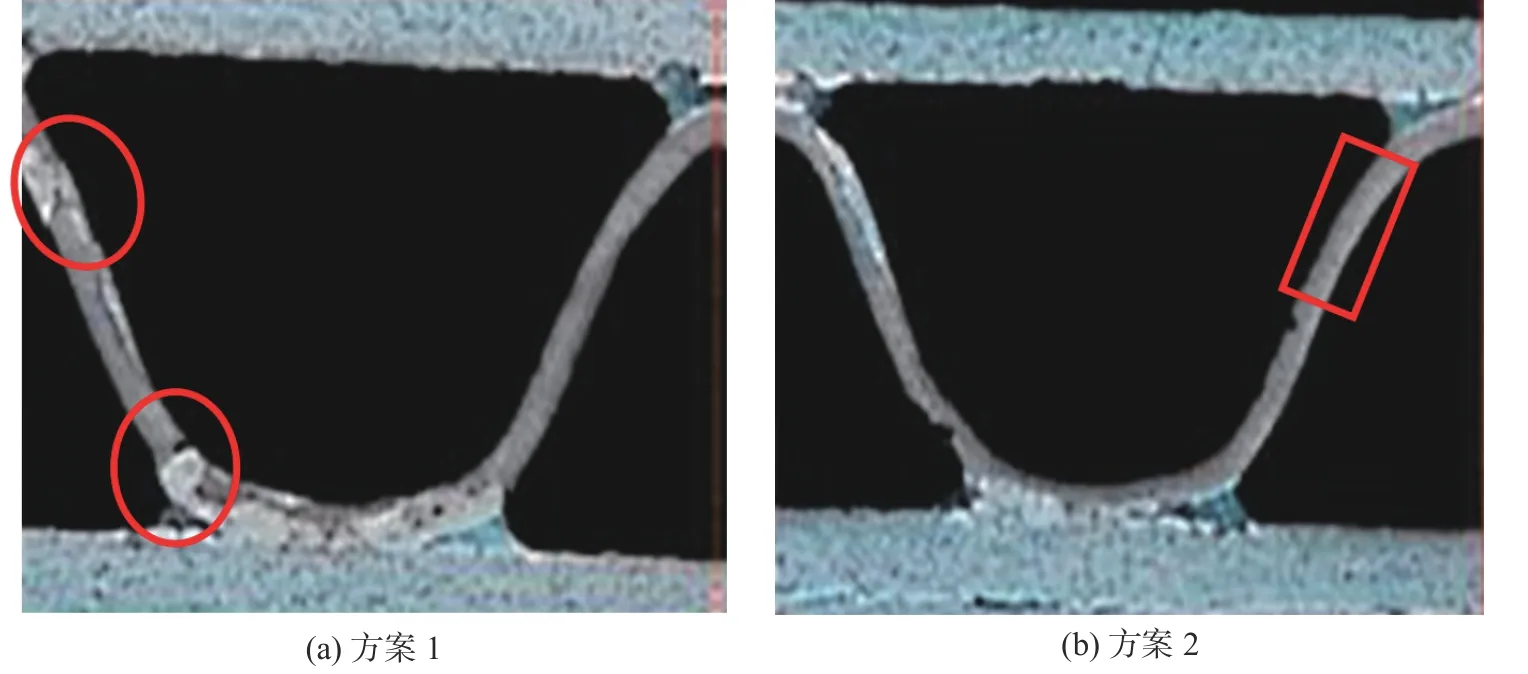
圖5 釬焊后熔蝕形貌Fig.5 Corrosion morphologies after brazing
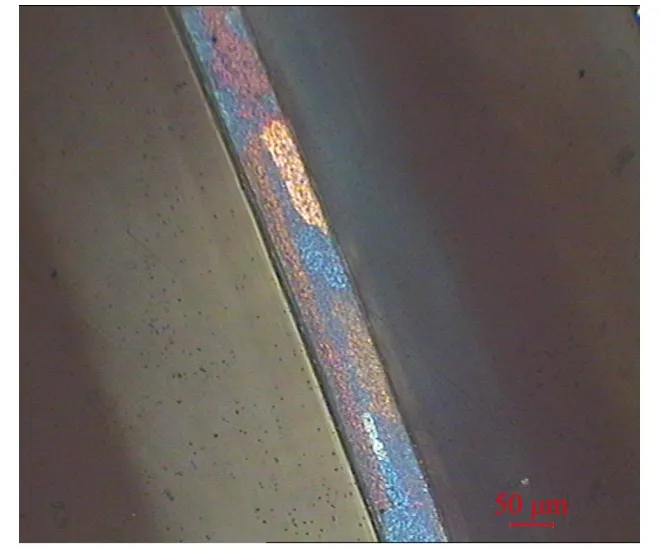
圖6 局部晶粒,標尺長度50 μmFig.6 Local grain size,scale length of 50 μm
3 分析與討論
從力學性能結果來看,采用方案2 制備的0.070 mm 厚的鋁合金翅片材料成品道次加工率比方案1 的大15.1%,但其釬焊前抗拉強度仍然低了9.8 MPa,釬焊后抗拉強度反而高了5.3 MPa。這是因為方案2 在4.200 mm 厚度多了一次高溫中間退火,對成品的再結晶溫度及強度都有比較明顯的降低作用,但不會明顯影響釬焊后的強度。
采用方案2 制備的鋁合金翅片材料釬焊后晶粒相對細小,故其抗拉強度、伸長率高于方案1 的,但方案1 的抗下垂性能卻優于方案2 的。主要因為方案1 的翅片材料釬焊后晶粒尺寸相對較大,晶界相對較少,能更有效地阻礙Si 的擴散,造成的熔蝕深度較少,起支撐作用的厚度較多,翅片越不容易塌陷下垂。
從熔蝕情況可以看出,采用方案1 制備的鋁合金翅片材料釬焊后過大的晶粒組織雖然對抗下垂性有益,但因為局部晶粒尺寸過大,造成局部晶界面積過小,釬焊過程中Si 擴散的通道過少,過多的Si 會集中到個別晶界,局部擴散深度大,造成局部貫穿熔蝕。因為擴散深度越深,熔蝕程度越大。方案2 制備的翅片材料未出現局部貫穿熔蝕,主要因為釬焊后晶粒尺寸相對較小,釬焊過程中Si 有合理面積的擴散通道,不會造成局部集中。這表明,對于鋁合金翅片材料來說,釬焊后過大或者過小的晶粒尺寸均不利于材料的耐熔蝕性能,過小的晶粒尺寸會造成整體熔蝕程度大,過大的晶粒尺寸會造成局部貫穿熔蝕,晶粒尺寸在一定范圍內比較合理。通過兩種方案制備的鋁合金翅片材料釬焊后熔蝕情況的檢測得出,釬焊后截面晶粒層數為2~3 層,尺寸在100~400 μm 較為合理,最有利于耐熔蝕性能。
4 結 論
(1)在鋁合金翅片材料厚度為4.200 mm 時增加高溫中間退火,會明顯降低其成品的再結晶溫度及強度,但不會明顯影響釬焊后的強度。
(2)釬焊后試樣的晶粒尺寸相對細小,晶界分布較分散,釬焊試驗顯示未出現貫穿熔蝕現象,總體熔蝕深度低,耐熔蝕能力強,可以延長散熱器的使用壽命,故在厚度為4.200 mm 時增加高溫中間退火的加工工藝更加優越。
(3)對鋁合金翅片材料來說,釬焊后晶粒尺寸不是越大越好,也不是越小越好。若晶粒尺寸過大,雖然晶界少,Si 擴散的通道少,但Si 擴散通道相對集中,晶界處易發生貫穿熔蝕,若晶粒尺寸過小,晶界多,Si 擴散的通道多,則易發生全面熔蝕造成全面熔蝕程度大。釬焊后晶粒在厚度方向上層數為2~3 層,晶粒尺寸在100~400 μm,這種晶粒尺寸及分布情況較為合理,可以有效避免局部貫穿熔蝕和全面熔蝕程度大的現象發生,耐腐蝕性能最優。