金屬增材制造監測與控制技術研究進展
2022-06-30 06:57:02郭立杰許偉春齊超琪封小松郝云波
南京航空航天大學學報 2022年3期
郭立杰,許偉春,齊超琪,任 斐,封小松,趙 凱,郝云波
(1.上海航天設備制造總廠有限公司,上海 200245;2.上海復雜金屬構件增材制造工程技術研究中心,上海 200245;3.上海航天技術研究院,上海 201109)
增材制造作為先進制造技術的代表,與傳統制造工藝相比,一方面可以實現三維復雜結構零件的快速制造,另一方面憑借其快速非平衡凝固行為[1-2],有望實現材料的高性能化,具有快頻響、低成本、數字化、自動化、個性化等優勢,已成為全球先進制造業重點關注的一個學科方向[3]。2021 年1 月,美國以國防需求為牽引,發布了首個綜合性《增材制造戰略》報告,將增材制造視為實現國防戰略保障的強有力科創技術。西安交通大學盧秉恒院士在《增材制造技術——現狀與未來》一文中也指出[3]發展自主創新的增材制造技術是我國由“制造大國”向“制造強國”跨越的必由之路。
目前關于增材制造技術的研究十分廣泛而深入,已有多位知名學者對已有研究作了文獻綜述。現有關于增材制造的綜述主要側重于不同原材料可適性分析[4-6]、不同增材制造工藝技術特點[7-8]、增材制造構件性能分析與控制[9-10]、結構設計與優化[11-12]、產品服役場景介紹[13-15],進而總結現有增材制造技術的發展概況并提出挑戰[16-17]。而在其發展趨勢與挑戰中常提到的就是對于基礎科學問題的研究、材料-工藝-設備等配套步驟的跟進、與減材-智能化-數字化等多元技術的融合、增材產品形性質量的把控。
鑒于現有增材過程中普遍存在質量穩定性與工藝匹配度不高的問題,同工況-裝備-工藝-材料下制備的結構件良莠不齊[18-19]。原因在于金屬增材制造是涉及材料、結構、多重物理化學場的多因素-多層次-跨尺度耦合的極端復雜系統,因此,增材制造過程的材料-工藝-組織-性能關系難以精準把控。針對以上問題,亟待引入過程監測與閉環控制技術的概念,開發具有自感知-自診斷-自決策-自控制的形性調控技術,從而實現增材制造材料、工藝、結構設計、產品質量和服役效能的跨越式提升,進一步構建完善的工藝質量管控體系是未來增材制造的優先發展方向。
隨著聲-光-電信息監測技術的發展,在線監測技術逐步應用于增材制造的過程監測數據收集與處理[20-21]。以EOS 公司為例,開發了一套基于實時熱成像與AI 預測的圖像處理軟件,根據虛實對比結果判斷正常/異常情況,據此判別是否停止打印,達到節省材料與時間成本的目的。GE 航空公司的Spears 等[22]聚焦于選區激光熔化技術,從粉末性能監測、聲信息檢測、粉床檢測、機器視覺監測等方面對增材制造過程中的在線監測技術進行了詳細闡述,并在展望中指出基于在線監測技術延伸的閉環控制技術也至關重要。在此之后,諸多學者也對增材制造熔池監測[23]、缺陷表征[24]、尺寸監測[25]等方面進行了詳細綜述。然而,前述要實現以形性為靶向的增材過程參數自主修正,不僅需要在線監測,還涉及增材制造全流程的閉環控制。發展面向產品全生命周期的具有信息感知、優化決策、執行控制功能的制造系統具有重要意義[26]。
鑒于增材制造技術在先進制造業中的巨大優勢和形性難以調控的痛點,促進金屬增材制造技術的發展,本文從增材過程信息感知(如溫度信息、變形信息、缺陷信息)、增材工藝優化決策(如激光功率、沉積層高度、掃描速度)、多目標同步優化控制三方面,詳細闡述金屬增材制造過程在線監測技術研究現狀與技術進展,具體框架如圖1 所示。結合航空航天增材制造重大實際需求,提出了高性能結構件增材成形過程中工藝變量-過程參量-成形質量調控方法,并就未來增材制造技術監測與控制的研究方向作出思考與展望,以期為本領域相關研究提供一些參考。
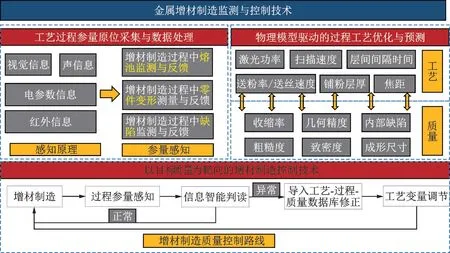
圖1 框架圖Fig.1 Framed illustration
1 金屬增材過程信息感知技術
傳感技術的迅速發展與快速升級為增材質量可靠性和制造可重復性提供關鍵保障,該技術具有如下典型特征:通過視覺信息、聲信息、電參信息等過程監測信息,能獲取成形過程溫度、形狀尺寸、缺陷等關鍵參量,有別于現有增材手段采用模擬的方法對過程關鍵參量進行預測,直觀數據獲取更為精準且便于調控。
1.1 金屬增材熔池溫度監測技術
熔池溫度作為增材制造成型件質量的重要影響因素之一,反映了增材過程的熱累積,溫度過高則會造成駝峰、流淌等問題,溫度過低則會導致氣孔、未熔合等缺陷產生,為了通過過程參量控制實現增材質量的精確調控,有必要對熔池溫度施加過程監測。獲取熔池溫度信息的方法可以分為接觸式測量和非接觸式測量。現階段,用于熔池溫度監測的接觸式溫度傳感器主要有熱電偶等。非接觸式溫度傳感器主要有高溫計[26-27]、高速相機[28-29]、紅外熱像[30-31]等,各類溫度監測工具對比如表1所示。

表1 不同熔池溫度監測工具對比[23]Table 1 Comparison of different molten pool temperature monitoring tools[23]
在上述3 種監測工具中,雖然熱電偶的溫度檢測精度最高,但是Segerstark 等[32]發現熱電偶受到激光熔化沉積(LMD)制造過程中高強度熱輻射作用會出現明顯過熱并失效,雖然提出了一種保護片測量溫度的方法,但是峰值溫度依然存在10%左右的誤差。鑒于其誤差較大且不利于動態監測的特點,顯然不適用于以激光、電弧、電子束為熱源的金屬增材制造過程熱監測以及后續的實時溫度把控。相較而言,用于增材制造過程測溫的單點高溫計產業已經相對成熟,采集頻率和測量精度能滿足在線測溫需求,但是該方法無法獲取熔池溫度分布且溫度區域小。針對高溫計的區域局限性問題,西北工業大學黃衛東教授課題組[33]通過建立比色紅外測溫系統,對LMD 增材制造過程熔池溫度進行實時跟蹤與定點測量,建立了工藝參數與增材熔池溫度之間的理論模型,并用于指導成形精度和凝固組織控制。重慶綠色智能技術研究院[34]也有相關研究報道:通過如圖2 所示的紅外熱成像儀測量激光送絲增材過程冷卻速度,最終指導成形尺寸控制和缺陷把控。但是溫度精度低始終是其不可避免的弊端。美國南衛理公會大學Kovacevic 教授團隊[35]采用高溫計傳感器和紅外相機溫度檢測系統,測量LMD 成形過程傳熱傳質行為,最終建立了工藝參數與增材過程熔池溫度的關聯。該方法融合了高溫計單點測溫精度高和紅外熱像儀測溫點域寬的優點,是目前精度要求高、測溫區域寬的增材制造過程的理想測溫手段,可廣泛應用于各類增材制造,但是該方法難以保障實時測溫需求,有一定的延后性。除此之外,天津工業大學楊洗陳教授團隊[36]以LMD 技術為例,從普朗克輻射定律出發,研制了一套基于CCD 比色測溫的熔池溫度在線監測系統,由CCD 采集雙波長圖像信息,然后計算機對圖像進行濾波、提取灰度圖像,通過該灰度圖再經過標定得到激光熔池的溫度場分布。北京理工大學劉戰偉教授團隊則已經在LMD 增材制造現場利用自主研制的單相機溫度場在線測量光路系統與長焦顯微鏡頭結合,在線測量了兩種打印過程的熔池溫度分布,包括單點和單道打印過程。總結了熔池溫度場的溫度分布規律,分析了熔池的形成、發展及冷卻過程的溫度變化規律,如圖3 所示。但由于制造環境的高復雜性、發射率變化等測量難題,對質量反饋的準確度造成影響,且該方法后處理過程復雜,亟待后續軟件開發解決時效性的問題。為此,實時-高精度-大區域的溫度信息獲取成為接下來研究發展的主要方向。
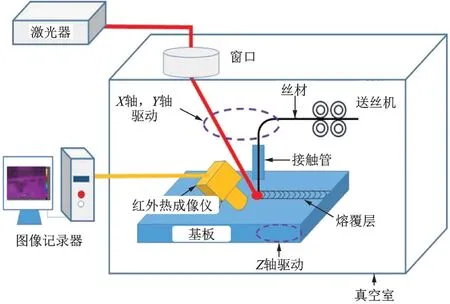
圖2 激光送絲增材過程測溫系統[34]Fig.2 Temperature measurement system during laser wire feeding process[34]
鑒于激光/電弧/電子束熔池溫度特征的相似性,上述溫度監測裝備同樣可應用于電弧/電子束增材制造。哈爾濱工業大學增材制造團隊采用紅外測溫的方法捕獲了電弧增材過程溫度場[37],采用高速熱電偶測溫設備對電子束增材過程進行實時監測[38],測量結果對其后續工藝參數(層間等待時間)的優化提供依據。
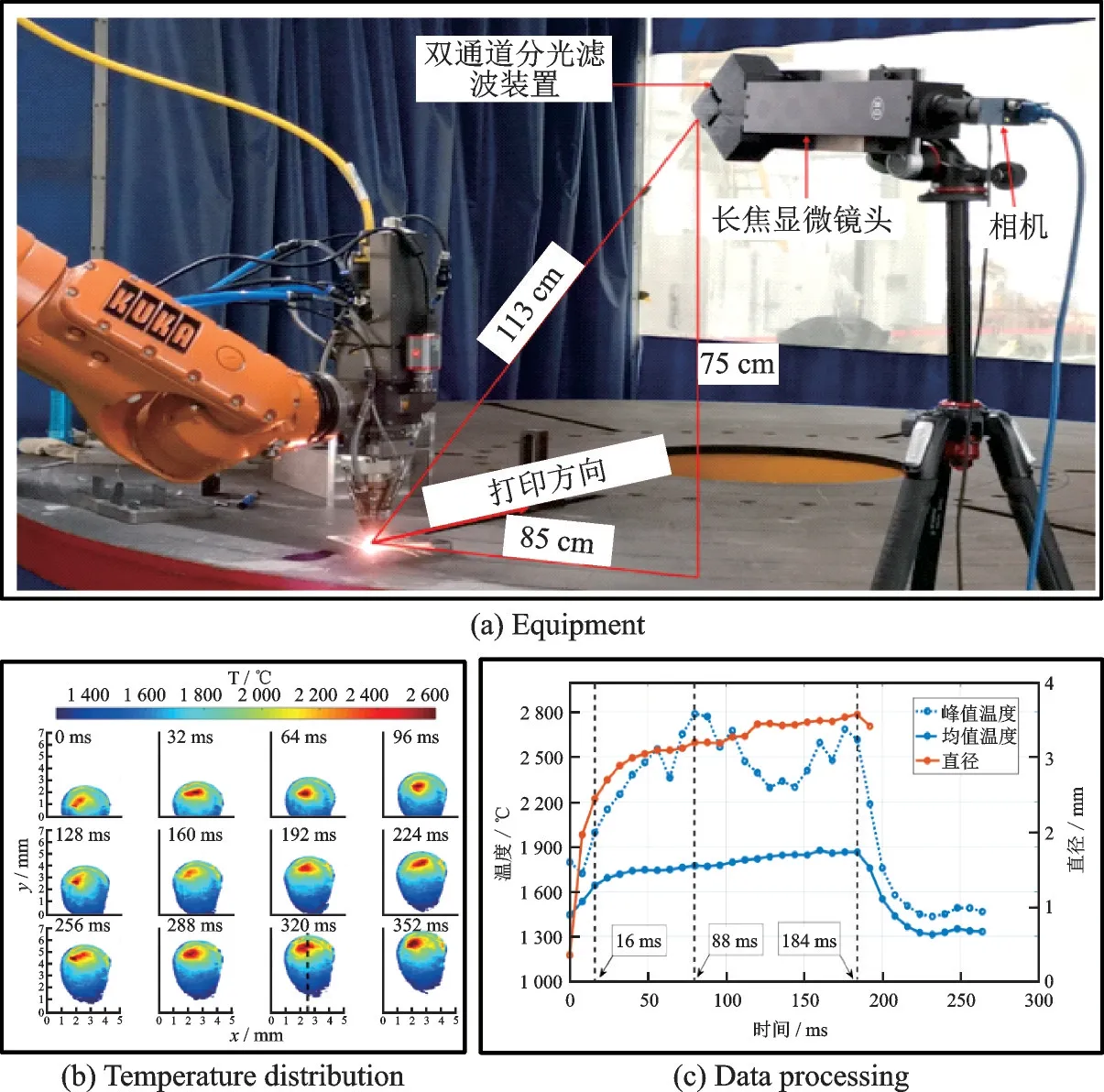
圖3 增材過程中熔池溫度場在線檢測設備與檢測數據Fig.3 On-line testing equipment and testing data of molten pool temperature field during additive manufacturing process
1.2 金屬增材成形尺寸特性監測技術
控形控性問題是現階段增材制造領域的攻堅方向,而通過優化工藝參數同時實現宏觀尺度的“控形”和微觀尺度的“控性”是增材制造零部件質量精準把控的關鍵所在。目前,常通過建立熱-力耦合小尺度模型,對增材制造零部件的尺寸進行預測,再通過變形補償來控制成形件的變形。但是增材制造過程中的尺寸變更規律十分復雜,并不斷累積,很難進行預測和調控。因此,發展原位檢測技術,實現對成形過程中零部件尺寸的實時調控是目前對控形控性的主要研究方向[39]。
意大利卡塔尼亞德格利大學Bonaccorso 等[40]針對電弧增材制造搭建了一套基于電弧電壓傳感的堆積高度檢測與控制系統,通過電弧電壓與堆積高度的線性映射關系,測量出了堆積層的實時高度。但是該方法得到的高度信息誤差較大,且不同沉積材料的線性映射關系不一致,受限于電弧增材制造形式,極大地限制該技術的推廣。西南交通大學李沿江[41]以CCD 攝像機為核心設計了雙攝像機視覺傳感系統,通過熔池圖像處理方法開發實現了薄壁件堆積尺寸的實時檢測。該方法雖然可適性較強,不拘束于激光/電弧/電子束增材,但是得到的只是定性的圖片信息,缺乏定量精確的尺寸數據,不利于實時檢測和后續數據判讀與參數修正。Garmendia 等[42-43]提出了一套基于結構光掃描儀的測量系統,該結構光掃描儀可在短時間內獲取最新沉積層的高度輪廓,并根據點云處理,計算出后續層所遵循的沉積路徑。如圖4 所示,該掃描儀可以調節投影儀和照相機之間的距離以及它們之間的角度,從而可以測量不同尺寸的物體。相較于前兩種方法,該方法通過現有軟件就可以得到定量的尺寸信息且耗時較短(0.5 s),雖然精度不能達到視覺傳感的水平,但誤差在±0.05 mm 范圍內,該設備的準確性及其可重復性通過物理標準的測量得到驗證,適用于電弧增材、激光熔化沉積、電子束送絲增材這類對高度敏感的增材制造類型。
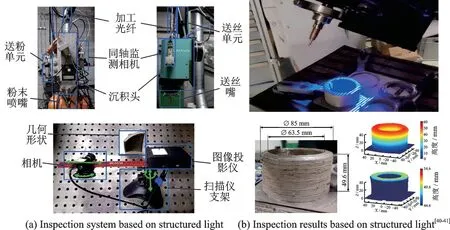
圖4 成形尺寸測量系統與測量結果Fig.4 Forming dimension measurement system and measurement results
1.3 金屬增材過程缺陷檢測技術
增材制造是一個快速熔化與快速凝固的過程,過程中所產生的殘余應力以及基體與熔覆層材料性能差異,導致制造區域極易產生裂紋、氣孔、夾渣及未熔合等不良缺陷,嚴重影響增材質量,國內外學者廣泛開展熔覆過程缺陷在線檢測技術研究。現有在線檢測技術主要分為兩種類型:一種是以視覺、可見光、紅外等手段為主的表面缺陷檢測方法。美國橡樹嶺國家實驗室提出一種在線監測-圖像處理方法,采用計算機視覺技術與無監督機器學習技術實現增材異常狀態檢測與分類,從而實現對激光粉末層熔化區質量優劣的判定[44]。次年,該團隊在此基礎上融合了多尺度神經網絡和遷移學習方法實現了多類缺陷(鋪粉不足、鋪粉溝紋、小碎塊缺陷)的在線實時監測與分類[45]。該方法太過于依賴龐大的試驗數據來提高檢測精度,現階段而言,檢測精度不夠。且該方法目前用于檢測增材前的鋪粉缺陷,僅適用于預鋪粉型增材制造(激光選區熔化、電子束選區熔化),對于增材過程中的缺陷監測還有待研發。另一種缺陷檢測方法是以超聲、射線為主的內部缺陷檢測方法[46]。其中,射線由于輻射原因,不適用于增材過程在線監測。在激光超聲檢測領域,Lévesque 等[47]已經成功將激光超聲技術應用于離線增材制造產品內部缺陷檢測,且通過X-射線掃描結果證實其檢測結果準確率和實時檢測可行性。原材料送給形式以及熱源模型對激光超聲檢測可行性和準確性無明顯影響,因為該技術可廣泛用于各類增材制造。武漢理工大學華林教授團隊[48]鑒于電弧增材過程中氣孔、未熔合、微裂紋等內部缺陷和傳統超聲檢測的局限性,研發了一套由脈沖激光器和激光干涉儀組成的非接觸內部缺陷檢測裝置,通過2D 輪廓重建、有限元分析、檢測試驗等流程最終實現了人工定制缺陷的定量檢測。在此基礎上,上海航天設備制造總廠有限公司增材制造團隊已經自主研發了一套激光選區熔化在線缺陷監測一體化裝置,具體裝備如圖5(a)所示,相應原理見圖5(b),其中振鏡1 用于增材制造,振鏡2 用于缺陷監測。從可行性而言,激光超聲技術是目前較為合理的缺陷檢測技術,但該技術尚且存在檢測盲區,有待突破。
2 金屬增材過程工藝優化技術
鑒于工藝參數是增材制造過程的核心可控輸入變量,建立工藝參數-成形件質量的預測與反求模型是實現成型件形性調控的關鍵,而基于該模型目前已經形成兩類驅動方式:一類是物理驅動,它通過性能強化機制、物理冶金機理、組織演化機制等基礎科學研究揭示工藝參數與成型質量的關聯,從基礎原理層面詮釋了增材質量的影響機制,是理想狀態下的工藝-質量模型構建方法。但增材制造存在多材料、多變量、多目標的特點,該方法難以快速實現龐大的工藝參數因子-多質量目標模型的迭代。另一類是數據驅動,它通過機器學習算法優化工藝參數與成形質量的定量關系,通過少批次變量試驗實現多維度工藝參數下成形質量的預測與多目標質量的參數精準尋優。
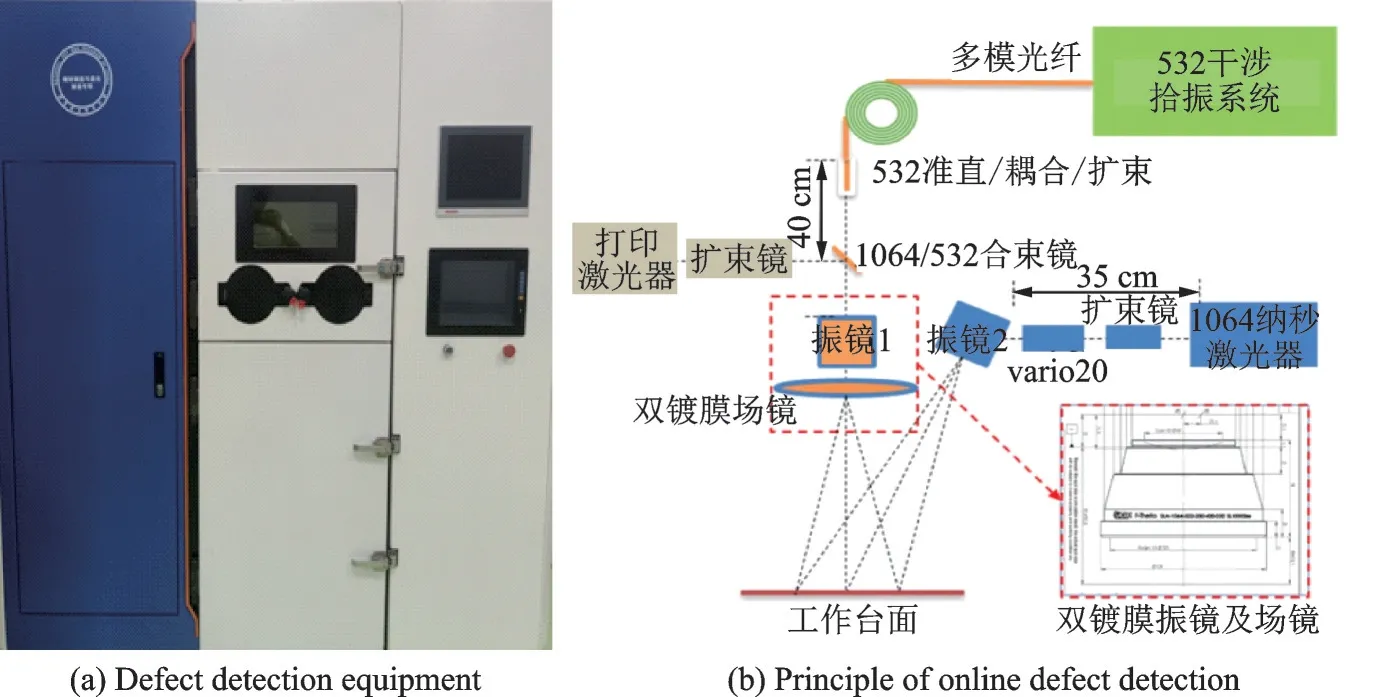
圖5 缺陷檢測裝備和原理Fig.5 Defect detection equipment and principle
目前最常用于工藝/質量優化的機器學習技術是神經網絡,國內外學者已經就此開展了大量研究[49],涉及目標質量包括成形尺寸、耐磨性能、表面質量、力學性能、疲勞性能,涉及的優化參數包括激光功率/電弧參數、掃描速度、層厚、間隔時間等[50-52],具體案例匯總如表2 所示。值得注意的是,武漢光電國家實驗室[53]針對激光增材過程,進行了反向傳播(BP)神經網絡質量預測,將平均相對誤差控制在5.97%以內;在此基礎上,上海航天設備制造總廠有限公司增材制造團隊[54]采用回歸分析-BP 神經網絡構建了工藝參數-加工性能耦合模型,將性能預測誤差控制在4% 以內,并基于NSGA-Ⅱ算法對參數進行優選設計,得到硬度性能優良的增材構件。由此可知,采用多元智能算法對增材質量模型進行耦合能大幅度減小預測誤差,實現以質量為靶向的工藝參數優化設計。
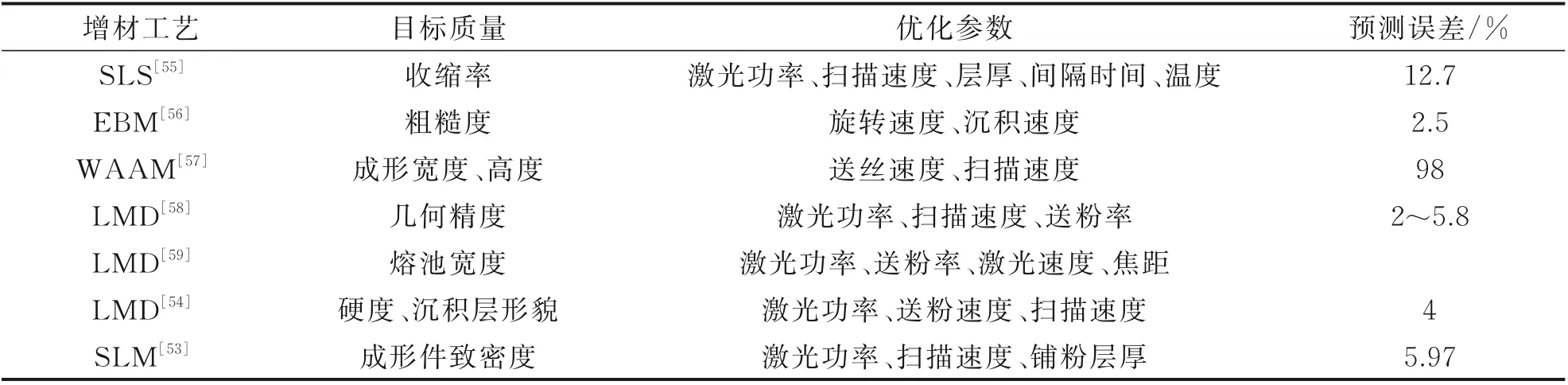
表2 基于神經網絡的金屬增材制造工藝/質量優化Table 2 Neural network?based metal additive manufacturing process/quality optimization
除神經網絡以外,遺傳算法、隨機森林、支持向量回歸、K-均值、集成算法等機器學習算法也受到廣泛關注[49]。華南理工大學楊永強教授團隊[60]為解決現階段DED 成型精度低的問題,以常規沉積工藝參數為輸入,熔道寬度和高度為輸出,建立了融合高斯徑向(RBF)核函數與支持向量回歸(SVR)的預測模型。不僅實現了誤差控制在4.58%的多參數下熔道尺寸預測,同時采用改進的粒子群優化算法對工藝參數進行自動全局尋優。美國西北大學Liu 教授團隊[61]開發了一種基于多物理場建模-實驗測量-數據挖掘的新型數據驅動方法,建立了工藝(激光功率、能量密度、冷卻速度、送粉速率)-質量(稀釋率、微觀組織、顯微硬度)的耦合模型(圖6),并實現了基于多目標質量的增材工藝尋優。該方法充分發揮了物理模型與數學模型的優勢,通過工藝試驗與數值模擬結合的方法得到用于數據挖掘的7 維輸入參數,采用自組織映射算法建立了工藝-質量的關聯模型并實現了可視化,有助于實現增材過程的在線調控。
雖然通過建立輸入參數-輸出質量耦合模型能一定程度上實現工藝參數的自動尋優與成型件形性調控,但是增材制造過程中材料往往存在強烈的物理化學變化、復雜的物理冶金過程和形變過程,導致現階段增材成形過程的質量穩定性和工藝一致性不足,制約基于智能制造技術的工藝參數-成形質量模型的預測精度與形性調控效果。
3 金屬增材過程質量控制技術
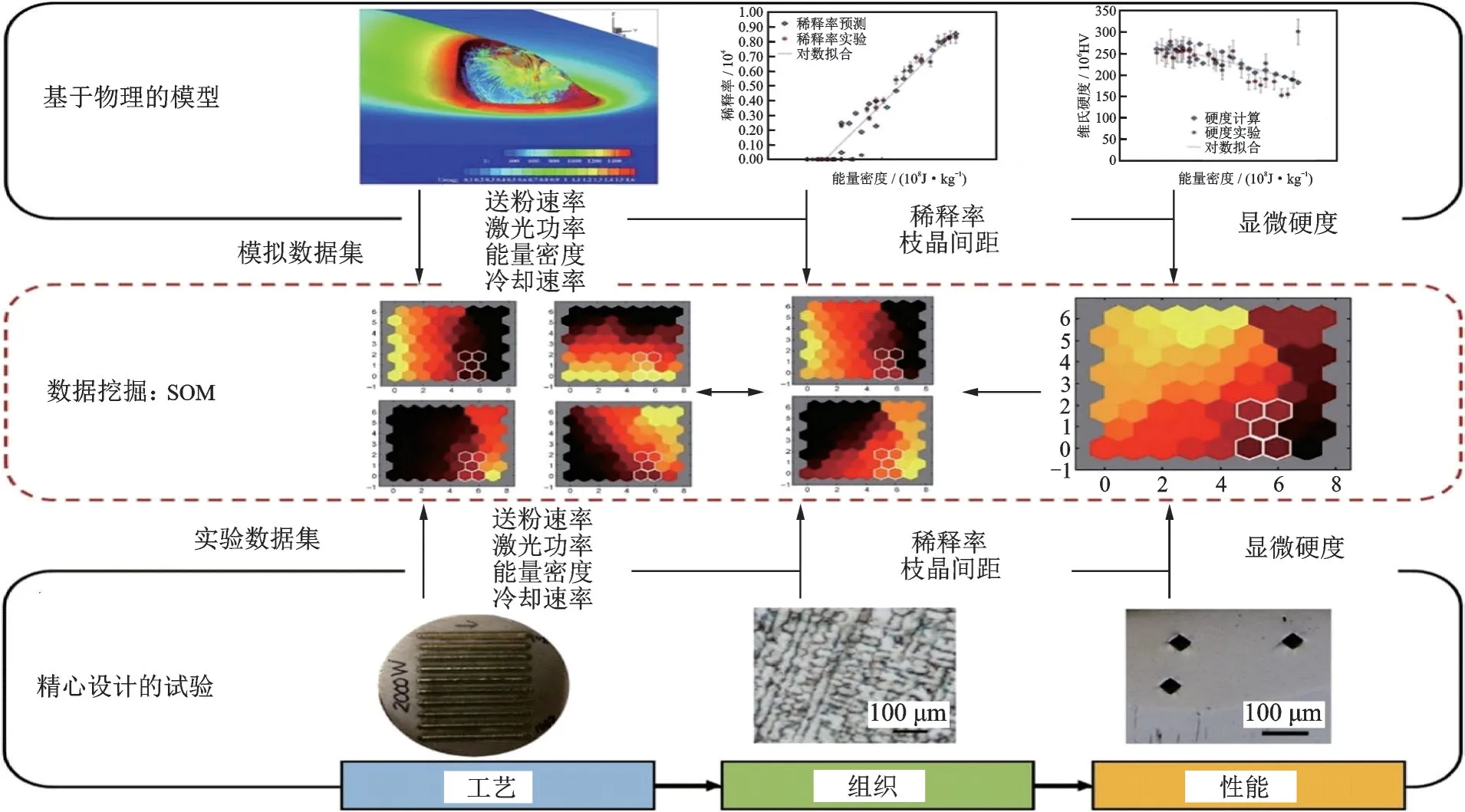
圖6 基于多物理場建模-實驗測量-數據挖掘的新型數據驅動模型[61]Fig.6 Novel data-driven model based on multiphysics modeling-experimental measurement-data mining[61]
鑒于工藝參數-成型質量預測模型的不穩定性,在該模型中引入過程參量感知因子,得到工藝參數-過程參量-成形質量三者耦合模型,通過增材過程參量的感知實時保障過程穩定性,通過工藝參數優化實時調控增材過程,實現增材工藝一致性把控是目前增材制造的有效保障手段[62-63]。國內外學者基于紅外監測[37]、視覺監測[64]、電參數監測[65-66]等技術圍繞熔池溫度、尺寸、過程缺陷3 個領域開展了大量增材質量控制技術研究,具體內容如表3 所示。
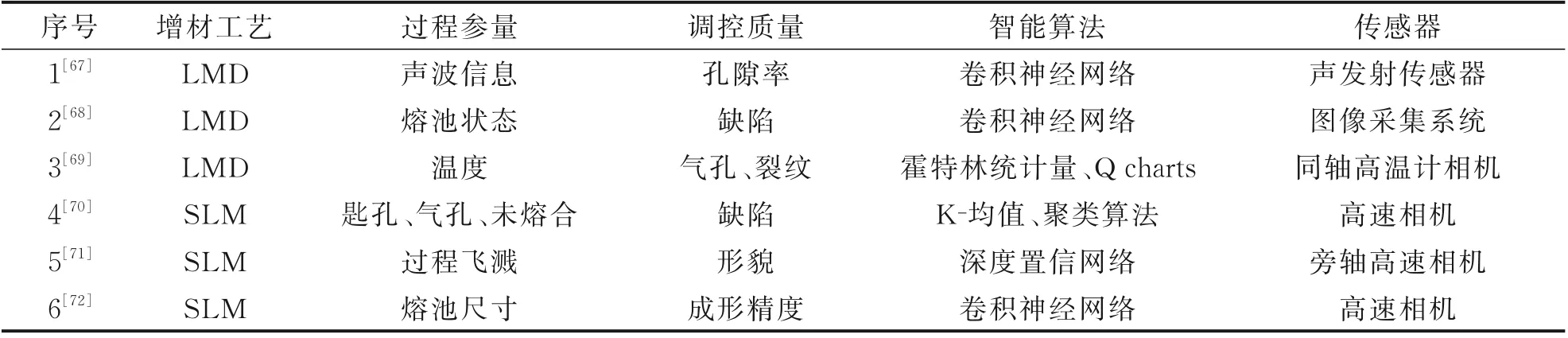
表3 基于智能感知的增材質量控制技術Table 3 Quality control technology of additive manufacturing based on intellisense
在成形尺寸控制方面。西南交通大學熊俊教授課題組[73]為解決電弧增材制造過程中交叉結構引起的重疊峰值現象,開發了一套集弧壓監測和填充焊絲外控系統于一體的功能性PID 閉環控制系統。以弧壓為輸入量,送絲速度為輸出量,通過PID 系統的自主偏差調節有效消除了交叉峰值并確保了成形高度的穩定性,具體增材設備如圖7 所示。該方法原理簡單、適應性強,但極大依賴數據的實時性。除此之外,該課題組還開發了一套用于電弧增制造過程中層寬調控的智能自調節控制器:以掃描速度為輸入變量,層寬作為因變量。當層寬過大時,提高掃描速度,當層寬過小時,降低掃描速度,憑此實現層寬的實時調控[74]。鑒于掃描速度和層寬的線性關系,該方法可行性高且效果顯著,但是與層寬相比,沉積層高度對于制造可行性與性能穩定性的影響更加顯著。針對沉積層高度,Herali 等[75]將自主開發的成型尺寸掃描系統與機器人控制系統耦合集成,通過機器學習算法控制激光熔化沉積層送絲速度從而補償層高的偏差,具體過程如圖8 所示,控制方案為:激光增材得到沉積層→3D 掃描儀得到高度信息→送絲速度參數調控沉積層高度,具體為:高度過高則提高送絲速度,高度過低則降低送絲速度。該方法有效實現了增材過程的閉環控制,雖然調節目標只有沉積層高度,但是依然是智能增材制造向前的一大步,有待實現多目標質量的調節。
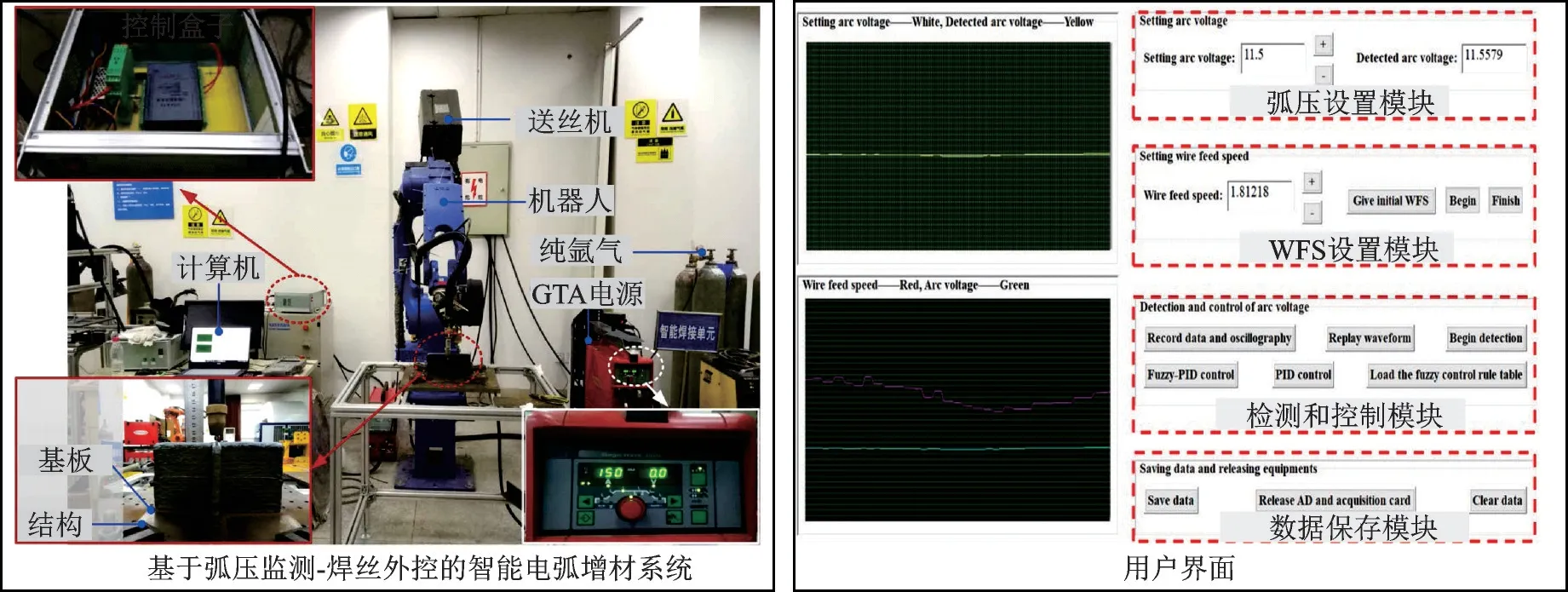
圖7 基于弧壓監測-焊絲外控的智能電弧增材系統與用戶界面[73]Fig.7 Intelligent arc additive system and user interface based on arc voltage monitoring and welding wire external control[73]
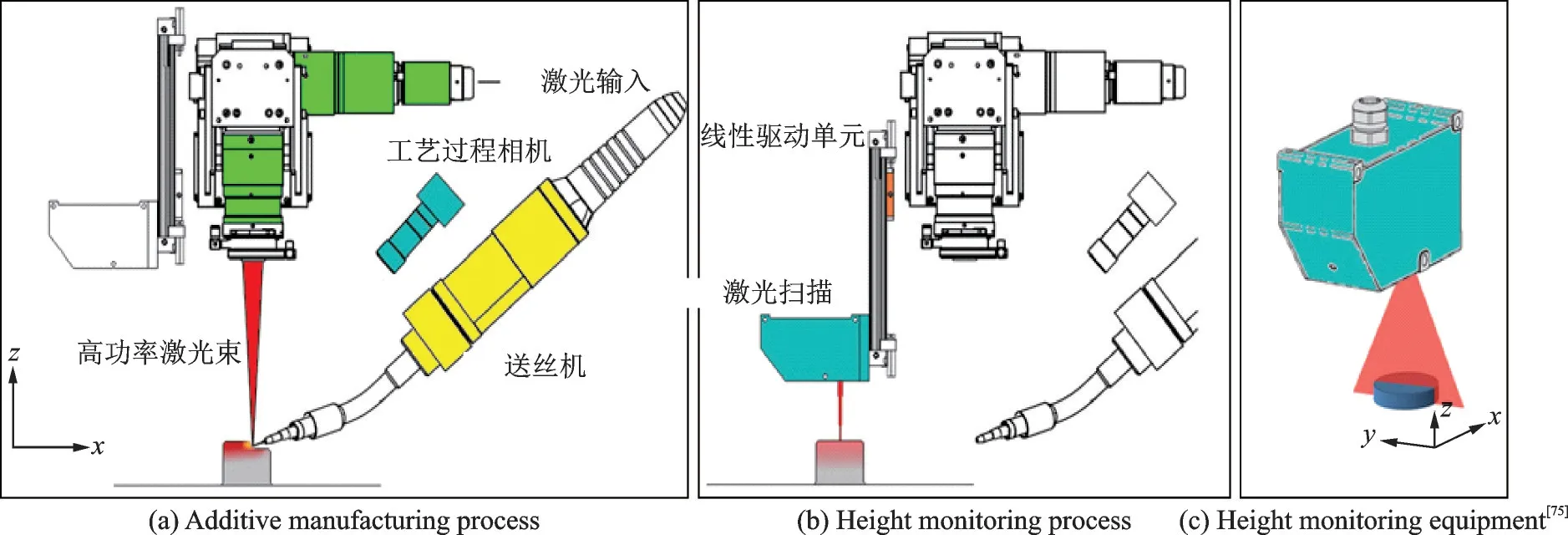
圖8 沉積層高度控制過程圖Fig.8 Height control of deposited layer during additive manufacturing
在熔池溫度調控方面。Giri 等[76]研究發現影響激光增材制造幾何精度、材料特性和參與應力的關鍵因素之一就是熔池的熱行為,因此該實驗室通過增材過程溫度分布的動態捕獲特征,憑此調控激光功率實現熔池穩定,具體方法為:捕獲溫度過高,則降低激光功率,反之,亦然。Nassar等[77]通過對溫度實施閾值溫度閉環控制,發現通過控制成形溫度,能得到更規則的晶粒排列、更均勻的柱狀晶尺寸和顯微硬度,結果如圖9 所示。為后續把控增材制造宏觀結構、殘余應力應變等物理特性提供了新思路。
除溫度和尺寸之外,增材過程中液滴過渡方式、鋪粉缺陷等因子也對增材質量造成重要影響。大連理工大學姚山教授團隊[78]鑒于目前鋪粉缺陷對成形質量的決定性影響作用,針對典型的四類鋪粉缺陷(小碎塊、鋪粉溝紋、鋪粉不足、鋪粉過量),利用自研機器視覺系統和深度學習算法建立了基于圖像處理的鋪粉缺陷在線檢測與控制流程。清華大學都東教授團隊[79]發現由于增材過程不穩定性導致沉積層表面狀態極易發生變化,進而造成液滴過渡不穩定,形成大液滴,或導致絲材與基板粘接。為解決現有電子束增材開環控制造成的沉積質量差甚至沉積中斷現象,該團隊提出一種基于機器視覺的液橋過渡監測方法,將液滴距離實時反饋并控制在閾值范圍內,有效解決了增材過程沉積不穩定的問題。
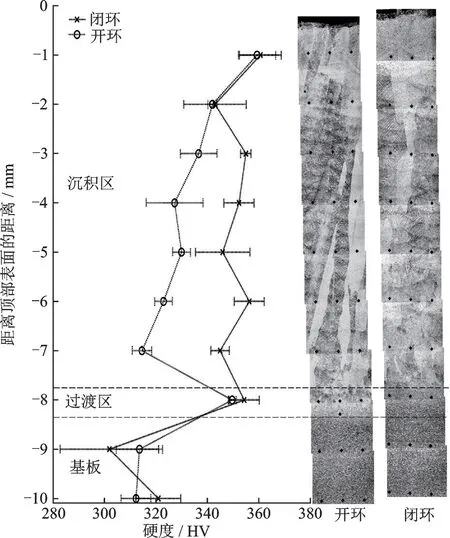
圖9 開環控制和閉環控制結果對比[77]Fig.9 Comparison of open-loop control and closed-loop control results[77]
前述變形、溫度、缺陷等過程參數的調控方法都有效可行,但是若要實現增材過程的形性調控,不能是單一過程參量調控能實現的,還涉及基于多源信息融合的智能決策,涵蓋多目標(溫度、變形、缺陷)等過程信息的處理和多自變量(功率、掃描速度、送絲/粉速度)的調節。如何解決過程監測信息求解得到的工藝參數沖突問題,成為增材制造過程形性綜合調控的重要難題。上海航天設備制造總廠有限公司目前已經搭建了一套基于激光-電弧復合增材的在線監測與控制系統,具體模型如圖10所示。通過溫度-激光功率的循環實現增材構件組織尺寸的把控,通過沉積層高度-提升量的循環實現增材構件成形尺寸的把控。
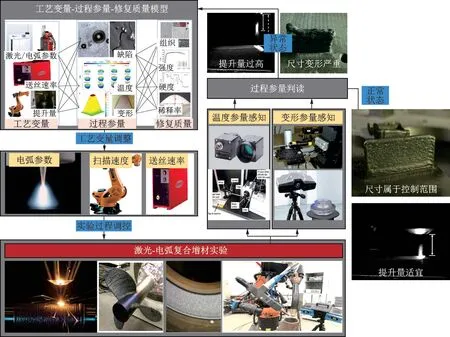
圖10 激光-電弧復合增材的在線監測與控制系統Fig.10 On-line monitoring and control system of laser-arc composite additive manufacturing
4 展望
受限于增材制造技術存在的工藝過程影響因素多、缺陷及變形產生機理尚不清晰、工藝狀態隨時空域變化等因素,現有增材成形過程中質量穩定性和工藝一致性不足,嚴重制約了其工程應用。結合在線監測和閉環控制技術來研究這一極端復雜系統是實現增材制造形性可控的有效途徑。結合前述研究現狀,思考增材制造質量在線監測與控制技術未來的研究和發展趨勢,下列方向值得進一步關注:
(1)增材過程參量時效性和精準度把控
過程感知是最終實現形性調控的第一步也是最重要的環節,數據的準確與否直接影響工藝參數調節的正確性,關系到最終成形質量。而只有實時反饋才能保障實時調控,滯后時間較長將導致時間成本增大甚至是無效調節。
由于增材過程存在復雜物理化學變化,對溫度、變形等過程參量的感知造成干擾,亟待有效解決手段。此外,現有感知設備存在海量數據處理與實時反饋不能兼顧的問題,亟待后續算法優化。以高溫計為例,雖然時效性符合要求,但是測溫區域窄,單點測溫誤差大,而比色測溫技術雖然測溫精度高,但后續數據處理耗時長,嚴重影響增材進度。因此,開發兼具時效性和精準度的增材過程監測設備是智能增材制造技術的重要方向。
(2)以目標質量為靶向的增材過程工藝變量-過程參量-成形質量耦合求解/調控功能的主動實現
現有的增材質量控制手段局限于工藝變量-成形質量的耦合優化,但增材制造普遍存在工藝穩定性與質量一致性不足的問題,因此優化后的工藝也難以保障質量的穩定性,亟待引入過程參量的概念。
通過增材制造過程參量數據掘取與分析,精準構建/求解增材質量-過程參量-決策變量耦合映射模型,并在關聯模型基礎上進行多目標同步優化,最終實現多載能束增材流程的智能化控制。采用大數據分析方法求解出瞬/暫/穩三態過程參量(瞬態溫度/變形數據、暫態缺陷信息、穩態變形結果)的決策性工藝變量,并通過決策變量權重因子求解,得到多目標過程參量-工藝變量的耦合模型;基于海量成形質量評價與過程參量掘取結果,得到多目標質量(稀釋率、硬度、屈服強度、拉伸強度、延伸率、成形尺寸)分別對應的過程參量影響因子和權重比;最終建立工藝變量-過程參量-增材質量耦合映射模型。在此基礎上,針對增材構件目標質量的個性化需求,依次反向求解瞬/暫/穩三態過程參量數據和決策變量修正值,并依據增材制造一體化感知系統和增材成形質量評價體系對修正值下的過程參量和成形質量進行校驗,形成以目標質量為靶向的具有大數據傳輸、數據庫查詢、數據快速處理、工藝參數調控的工藝-參量-質量數據庫。
(3)基于多源傳感信息融合與多優化目標智能同步決策的增材全過程質量管控
現有增材制造過程調控存在優化目標單一和決策參數單一的問題,如局限于溫度、變形、缺陷等某單一對象的調節,尚未實現多源信息的融合優化。
基于人工智能技術識別多源傳感信息中的有效信息,排除無效信息,并綜合考慮傳感器的專屬特征,對過程參量信息進行智能融合(溫度、變形、缺陷);在此基礎上,對多源融合過程參量的正常狀態和異常狀態進行判讀,并將異常過程參量反饋至工藝-參量-質量數據庫,求解出預期質量、目標質量對應的過程參量、目標參量對應的工藝變量;在此過程中,開發智能決策算法,解決現階段以目標質量為靶向的過程參量調節和以目標參量為靶向的決策變量調節存在多目標之間的沖突干擾問題;最終將求解得到的修正工藝變量信息傳輸至操作端,基于不斷迭代的過程把控,達到增材制造過程中全生命周期的質量調控目的。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農藥(2019年2期)2019-07-13 05:55:12
產品可靠性報告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03