基于元學習和PINN 的變工況刀具磨損精確預測方法
2022-06-30 06:57:02李迎光華家玘劉長青
南京航空航天大學學報 2022年3期
萬 鵬,李迎光,華家玘,劉長青
(南京航空航天大學機電學院,南京 210016)
航空航天制造是一個國家科技水平的重要標志,因其高精度和高性能要求而備受行業關注。為保證航空航天產品綜合性能及其在極端環境下能夠正常工作,鈦合金、高溫合金等難加工材料廣泛應用于航空航天零部件的制造。在零件的數控加工過程中,由于難加工材料強度大、硬度高和熱傳導系數低,切削刀具刀尖應力大,導致切削刃局部溫度較高,刀具更容易發生失效[1-2]。研究表明,在實際加工中,更換刀具的停機時間占機床總停機時間的20%以上[3],刀具和刀具更換的成本占總加工成本的3%~12%[4],傳統依靠人工經驗確定更換刀具的時間節點導致刀具的使用壽命被嚴重浪費。準確可靠的刀具狀態監測系統可通過減少機床停機時間和最大程度利用刀具使用壽命的方式降低10%~40%的生產成本[5]。因此,刀具磨損預測對保證零件加工質量和效率、降低加工成本具有重要作用。
同時,為了滿足航空航天產品優良的氣動外形和輕質的要求,航空航天零件結構往往較為復雜,外形多由復雜曲面組成,并存在較多槽腔結構。這些因素使得此類零件加工工藝復雜,加工時切削參數、刀具材料和刀具尺寸等加工工況頻繁變化[6],這對刀具磨損的精確預測提出了更為嚴峻的挑戰。因此實現變工況的刀具磨損精確預測具有重要的實際意義。除此之外,刀具磨損預測在制造系統中屬于風險敏感的任務,這意味著預測結果與真實結果之間不容許出現較大的偏差,尤其在面對航空航天領域的高附加值零件時[7]。預測磨損量遠高于真實磨損量將導致刀具的頻繁更換,造成刀具使用壽命的浪費以及加工效率的降低。而預測磨損量遠低于真實磨損量將出現使用失效刀具加工零件的情況,損害零件尺寸精度和表面質量,甚至造成零件報廢。因此,有效的刀具磨損預測模型不僅需要保證預測的平均精度,還需要保證預測的穩定性,避免在加工過程中出現較大的預測偏差。
1 現有刀具磨損預測方法
現有的刀具磨損預測方法大多僅通過磨損機理或監測數據建立模型,受制于磨損過程的復雜性和模型訓練數據獲取困難等問題,難以實現變工況刀具磨損的精確穩定預測。數據與機理融合模型具備機理模型和數據驅動模型的優勢,是實現刀具磨損預測的有效手段,然而現有的融合方法在模型訓練過程中難以有效平衡對數據和機理的利用,導致融合效果不理想,因此亟需一種新的融合模型以滿足精度高、穩定性好的預測要求。
現有的刀具磨損預測研究主要分為3 個方面:基于磨損機理的預測方法、數據驅動的預測方法和數據與機理融合的預測方法。
(1)基于磨損機理的刀具磨損預測方法
基于機理的刀具磨損預測方法通過分析刀具在切削過程中發生的物理變化(磨粒磨損和粘結磨損)和化學變化(擴散磨損和氧化磨損),構建刀具磨損量與各物理變量之間的關系公式。Takeyama和Murata[8]介紹了一個通用表達式,用于描述刀具磨損隨時間變化的復雜過程。Pálmai[9]在建立機理模型過程中同時將機械磨損與化學磨損納入考慮,提出一種刀具后刀面磨損速率的數學模型。Rech 等[10]使用摩擦計模擬在刀具-工件界面上的相關摩擦條件(壓力,速度),改善了有限元分析刀具磨損的數值模型。機理模型可以很好地反映刀具磨損的規律,對于不同的切削過程具有較高的物理一致性,因此泛化性和穩定性較好。但機理模型的建立基于大量的假設和簡化,對于復雜的切削過程,其難以實現刀具磨損的實時精確預測。
(2)數據驅動的刀具磨損預測方法
數據驅動的刀具磨損預測方法通過監測信號(如切削力信號,振動信號,聲發射信號、主軸電流信號以及主軸功率信號等)間接反映刀具磨損狀態[11]。近年來,隨著數據獲取成本和計算成本的降低,深度學習得到了快速的發展。在制造領域,深度學習為解決實際生產制造中的各種復雜問題提供了高效的解決方案[12-13]。Cai 等[14]利用深度長短時記憶神經網絡(Deep long short-term memory network,DLSTM)提取監測信號中包含的深層特征,并與加工信息結合形成新的輸入進行刀具磨損預測。Huang 等[15]通過對刀具磨損原始監測信號進行時間序列重構,利用深度卷積神經網絡(Deep convolution neural network,DCNN)實現了刀具磨損量端到端的預測。Yuan 等[16]提出了一個通用的、端到端的制造系統監測框架,通過融合多傳感器監測信號實現了刀具磨損預測。深度學習方法直接利用原始監測信號預測刀具磨損量,這使得其能夠更全面、深入地挖掘監測信號中的信息。但受限于制造系統中的數據稀疏,難以剔除環境噪聲的影響和訓練困難等缺點,深度學習模型的泛化能力和預測精度仍有待提高。
(3)數據與機理融合的刀具磨損預測方法
數據驅動模型和機理模型具有很高的互補性,將監測數據與磨損機理融合建模可在一定程度上避免二者單獨建模的缺點而發揮二者的優點,實現刀具磨損預測。Wang 等[17]通過使用經驗公式Δθ=CNm構建物理模型并與數據驅動模型共同訓練,將二者的預測結果進行回歸訓練以獲得最終的預測結果。Hanachi 等[18]將自適應神經模糊推理系統與經驗公式x(t)=texp(A+Bt+Ct2)相結合,通過粒子濾波以概率的形式表示預測結果。數據與機理融合的方式是影響融合模型性能的重要因素,而現有的方法大多是將機理模型與數據驅動模型疊加構成一個新的預測模型,數據與機理之間關聯較弱,難以有效整合各自的優勢,因此預測精度較低,特別是在變工況預測的情況下。
由于刀具切削過程的不確定性和磨損過程的復雜性,現存的磨損機理僅能近似表達刀具磨損的規律。因此對于刀具磨損融合預測模型,數據與機理的融合不應過于簡單直接。一種較為可行的方法是以數據驅動模型為主體,通過將含有物理知識的懲罰項引入模型損失函數以約束模型的求解空間,如圖1 所示。圖中:hstart表示模型的初始狀態,hI表示模型通過經驗風險最小化獲得的解(在有限的數據下獲得的最優解),h*表示模型通過期望風險最小化獲得的解(在無限的數據下獲得的最優解),H表示模型的解空間,H′表示在磨損機理約束下模型解空間,Eest表示模型hI與h*預測誤差的差值。
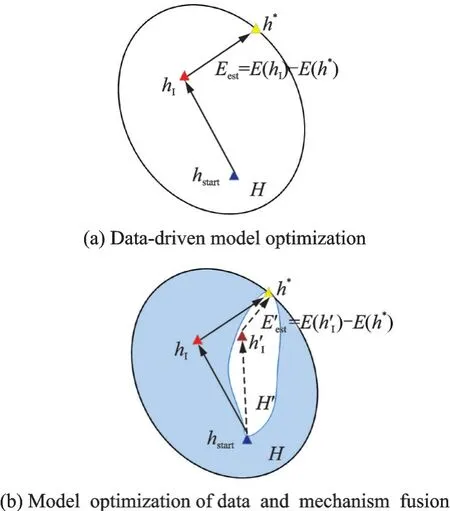
圖1 機理約束數據驅動模型解空間Fig.1 Solution space of data-driven model constrained by mechanism
Raissi 等[19]提出一套模型融合框架,被稱作Physics-informed neural networks(PINNs),用于求解偏微分方程的正問題和逆問題。在這套框架中,微分方程的解被表示成一個神經網絡,將微分方程及其初始條件和邊界條件引入網絡訓練的損失函數,從而約束網絡參數的搜索空間。受此方法的啟發,利用刀具磨損機理來約束數據驅動模型的解空間是一種有效手段。然而在構建PINN 融合預測模型時,數據驅動模型受到變工況下數據分布變化的影響,磨損機理也由于存在大量的近似簡化,不能精確描述刀具磨損過程,這意味著并非所有的監測數據和磨損機理對建立準確的刀具磨損預測模型都能起到積極作用。而現有基于PINN 的數據與機理融合預測模型難以有效區別利用二者所提供的信息以實現監測數據與磨損機理的有效融合,因此難以實現變工況下刀具磨損的精確穩定預測。
針對上述問題,為了提高變工況下刀具磨損預測的精度和穩定性,本文在建立基于PINN 的刀具磨損融合預測模型的基礎上,提出了一種基于元學習的模型優化方法,以實現變工況下的刀具磨損精確穩定預測。
2 基于元PINN 的數據與機理融合刀具磨損預測方法
2.1 方法介紹
數據驅動的和基于機理的刀具磨損預測方法均有各自的優缺點,數據與機理融合方法是整合二者優點同時避免二者缺點的潛在方案。針對在刀具磨損預測中數據與機理難以有效融合的問題,本文在建立了基于PINN 的刀具磨損融合預測模型的基礎上,提出了基于元學習的刀具磨損融合預測模型優化方法,通過魯棒性損失函數和極大似然估計推導出融合模型損失函數的加權形式以更合理地利用數據和機理,進而使用元學習算法學習損失函數參數和模型參數,讓模型整合從不同工況數據中學習到的知識,提高模型的泛化性能,從而獲得一個能夠快速適應新工況的預測模型。
2.2 基于PINN 的刀具磨損預測模型
神經網絡具備強大的擬合能力,可以擬合任何非線性函數[20],但同時也意味著其龐大的搜索空間容易導致尋優困難。因此,為神經網絡設置合理的約束是有效利用其擬合能力的有效手段。為了解決利用深度神經網絡擬合監測信號與刀具磨損量之間復雜映射關系過程中的尋優困難、訓練樣本需求大的問題,本文將刀具磨損過程的物理變化規律作為先驗知識,利用其約束預測網絡的求解空間。對于磨損機理的研究,相關研究人員已總結了大量經驗公式和領域知識,式(1)是對刀具磨損階段劃分規律的最佳匹配模型[9]。

式中:VB 表示刀具后刀面B區域最大磨損帶寬;t表示磨損時間;a、b、c1、c2均為常數。
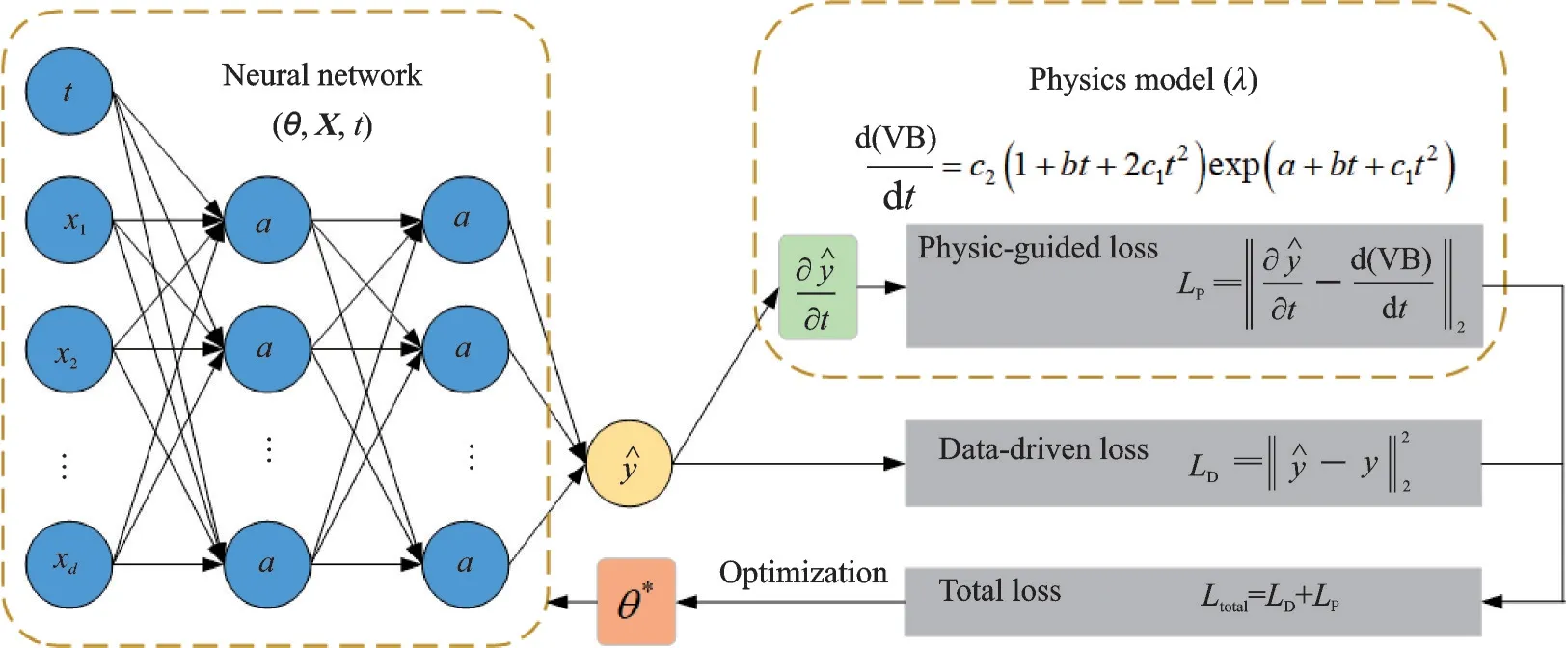
圖2 基于PINN 的監測數據與磨損機理融合預測模型Fig.2 Prediction model of monitoring data and wear mechanism fusion based on PINN
為了將刀具磨損機理公式與現有刀具磨損數據集中的數據相匹配,本文將磨損機理式(1)作為與監測數據融合的磨損機理,提出基于PINN 的監測數據與磨損機理融合模型,如圖2 所示,將機理公式作為神經網絡損失函數的正則化項,約束模型的解空間,從而提高模型的預測精度和穩定性。圖2 中:θ為神經網絡參數;t為切削時間輸入;xi為監測信號輸入;a為神經網絡中間狀態值;θ*為優化獲得的神經網絡參數。
將磨損機理式(1)作為神經網絡的正則化項加入模型的損失函數中以構成物理約束,視為物理損失,有

式中:θ表示模型參數;λ表示微分方程式(1)的參數,即λ={a,b,c1,c2}。?y? ?t表示模型預測的刀具磨損量y?對磨損時間t的偏微分。物理損失的構建基于以微分方程形式表達的磨損機理公式,由于機理式(1)只與磨損時間相關,因此無邊界條件用于構建物理約束,而磨損機理的初始條件為:磨損時間為零,刀具磨損量為零,這可以體現在數據部分的損失項中,因此無須再構建初始條件的物理約束。將刀具磨損量預測誤差視為數據損失,有

式中:y表示刀具磨損量標簽值,物理損失和數據損失共同構建模型總的目標函數

2.3 基于元學習的刀具磨損融合預測模型優化方法
融合模型的求解問題屬于多目標優化問題。大量研究表明,對于多目標優化模型,模型訓練過程中對各個目標的平衡直接影響著模型的收斂速度和整體性能[21],特別是當各個目標對模型整體性能貢獻不確定時。因此本節考慮通過為融合模型損失函數加權的方式來合理利用監測數據與磨損機理,以最大化它們對模型性能的貢獻。簡單的做法是將損失函數的多個組分進行加權求和,通過手動試錯的方式尋找各組分權重的最佳組合,即
式中:Ltotal為模型總的損失函數;Li為模型各部分損失;λi為各部分損失的權重系數。
然而這種做法明顯的缺陷在于各組分權重的組合數量十分龐大,并且權重變化與模型性能之間的關系不一定是線性單調,因此難以尋找到最優的權重組合。特別是當損失函數組分較多或權重調整劃分的粒度較小時,使用這種方法需要消耗大量時間和計算資源。基于以上認識,本節考慮讓模型自適應優化各部分損失的權重參數,即

式中:λD、λP分別為數據部分損失和機理部分損失的加權參數,r(λD,λP)表示針對參數λD、λP的正則化項。引入可訓練變量λD、λP對模型兩項損失進行加權是平衡損失,區別利用兩部分信息的初步設想,但簡單引入可訓練變量λD、λP訓練模型缺乏理論依據,可能導致模型在訓練過程中不收斂,從而無法達到預期效果。因此,文中基于一種魯棒性損失以及極大似然估計推導給出融合模型損失函數合理的加權形式。而后針對變工況環境下預測模型的泛化性問題,對現有的元學習算法進行了適當的改進,使模型能夠從不同工況數據中學習到更準確的融合規律,提高模型的預測精度和穩定性,其思路如圖3 所示。圖3中參數含義同圖2。

圖3 基于元學習的刀具磨損預測模型優化思路Fig.3 Optimization method of tool wear prediction model based on ML
2.3.1 融合模型損失函數設計
對于損失函數加權問題,Barron 在文獻[22]中提出的自適應魯棒損失函數具有一定的參考意義,有
該損失函數由a、c兩個主要參數控制,其中a∈R,控制損失函數對監測數據中離群樣本的魯棒性,c>0 控制了預測殘差ε在零附近的聚集程度。當參數a為特定值時,式(7)所展示的損失函數將退化為或逼近特定的損失函數,如均方根誤差損失函數,平均絕對誤差損失函數等。
自適應魯棒損失具有較好的性質,其對殘差ε、參數a、參數c均是可導的,并且損失函數對殘差ε的偏導數恒大于等于零。因此使用梯度下降算法對使用該魯棒損失的模型進行優化是一種合理的手段。另外,由于損失函數對參數a的偏導數恒大于等于零,因此模型如果單純使用式(7)所表示的損失函數將會使得參數a不斷減小以降低損失值,這會導致模型不能專注于降低預測誤差。針對以上問題,可以從極大似然的角度給出模型損失函數更為完善的形式[22]。式(7)所表示的損失函數對應的概率密度函數為
通過負對數極大似然變換,可以得到自適應魯棒損失函數的完善形式為

式中ε=y-f(θ,X)。因此損失函數可改寫為

本文提出監測數據與磨損機理融合的刀具磨損預測模型為一個多目標優化模型,用f1(θ,X,t)表示模型輸出的磨損量,f2(θ,X,t)表示輸出對時間輸入t的導數,即

由于f2(θ,X,t)表示模型輸出f1(θ,X,t)對時間輸入t的導數,f2(θ,X,t)僅與輸入(X,t)相關,與輸出f1(θ,X,t)無關,因此,可以將多目標似然函數進行分解為

因此,模型總的損失函數可以表示為
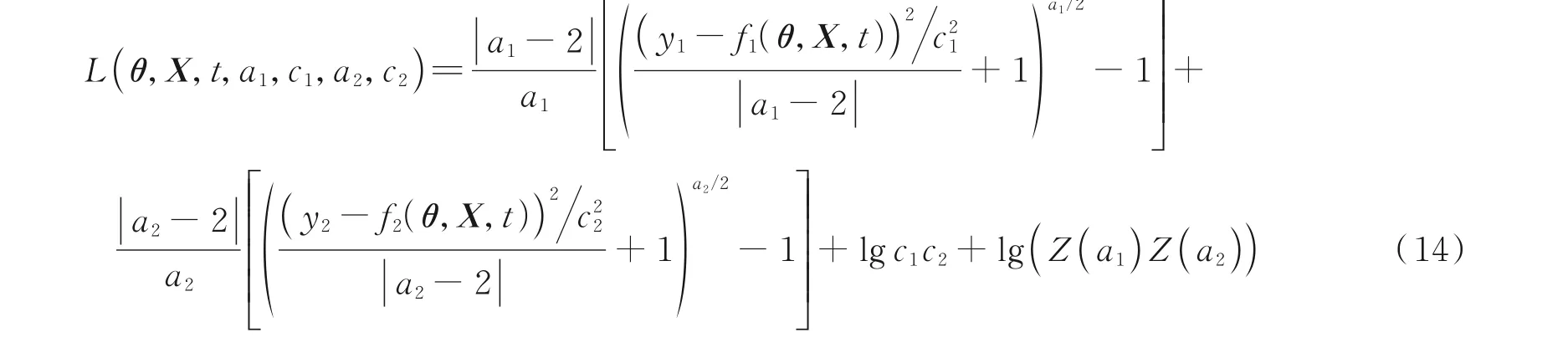
通過最小化模型的損失函數來訓練模型來獲得模型的參數。在訓練過程中,神經網絡參數θ,以及損失函數參數λ={λD,λP}={{a1,c1},{a2,c2}}均由網絡從數據中自適應學習獲得。由上文所述,參數a的變化可以調控模型對離群樣本的敏感性,保證模型的魯棒性。而參數c則可看作損失項的加權參數,當依賴監測數據的預測結果中存在大量噪聲,即c1增大時,1c21減小,說明監測數據對模型準確預測刀具磨損貢獻不大,此時模型對數據驅動部分損失的注意力降低,即降低對監測數據的置信度,這對于機理損失同理。損失函數的后兩項則充當正則化項防止模型在訓練過程中為了減小整體損失值而使損失函數參數單調變化,使模型忽略輸入的作用,從而導致模型訓練的結果不理想。
2.3.2 基于元學習的損失函數優化方法
由于本文方法旨在變工況場景下實現監測數據與磨損機理有效融合,從而達到刀具磨損精確穩定預測,因此為了讓模型整合從不同工況數據中學習到的知識,提高模型的泛化性能,從而獲得一個能夠快速適應新工況數據的模型。本節在無模型元學習算法[23]的基礎上做出針對融合模型的改進,通過內外循環交替訓練模型。在外層循環中,模型學習損失參數λ以及元模型參數θ。在內層循環中,模型以元模型參數θ作為每個基模型參數θi的初始值,固定損失參數λ,通過若干次迭代更新基模型參數θi。
根據元學習算法的雙層優化問題框架[24],首先給出了針對本文問題的求解表達形式,有

基于元學習的融合模型訓練算法如下:
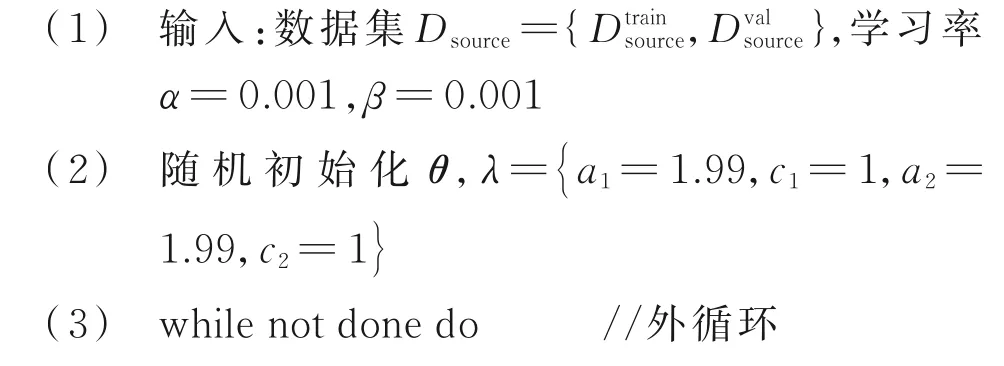
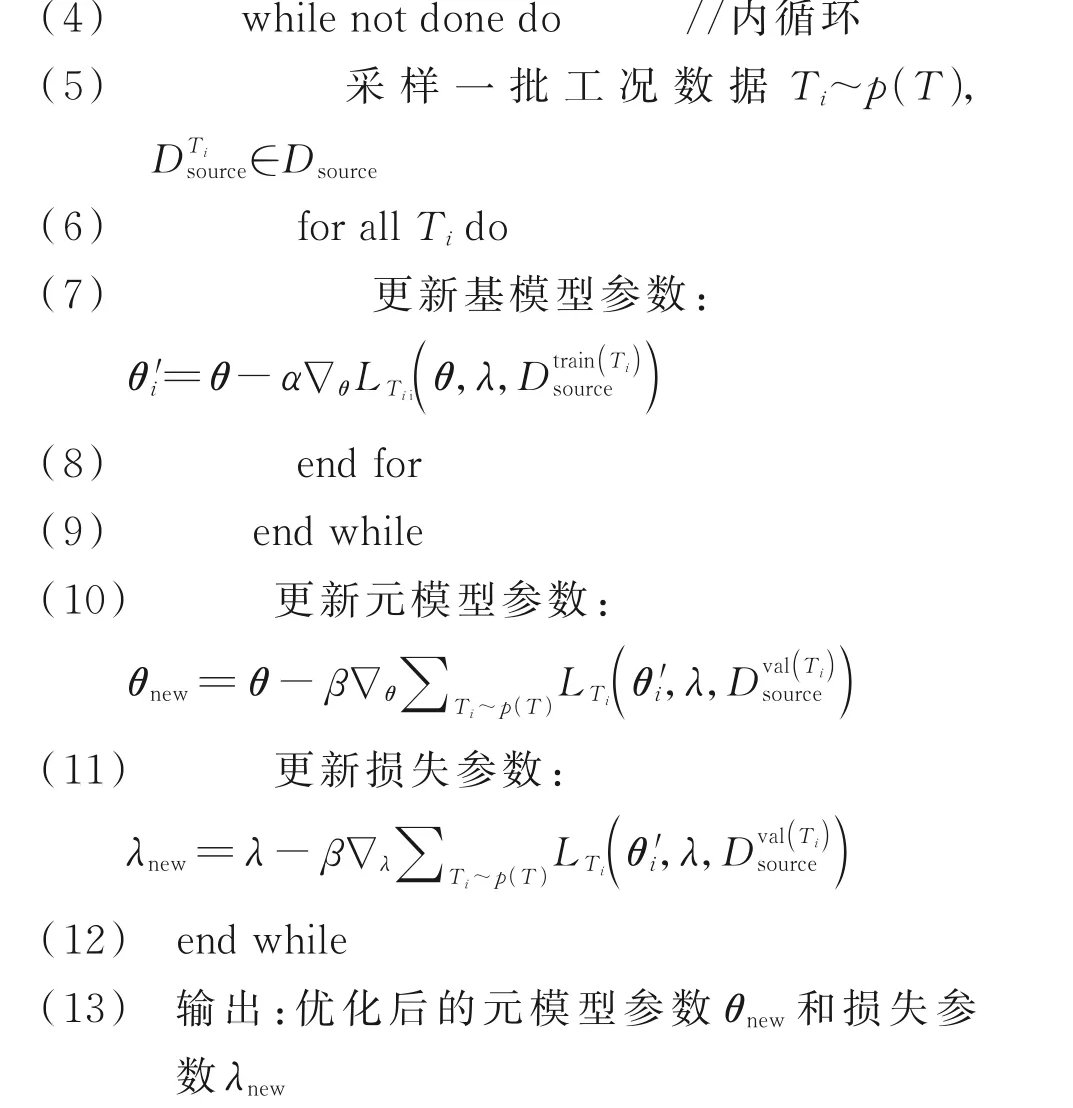
對于內循環優化基模型參數θ′i,由于式(14)表示的損失函數對基模型參數可微,因此使用梯度下降更新基模型參數θ′i,當內循環迭代次數為1時,θ′i只將元模型參數θ作為初始值進行1 次更新獲得,而當內循環次數大于1 時,θ′i作1 次更新后將其上一次更新結果作為下一次更新的初始值。對于外循環優化損失參數λ與元模型參數θ,式(14)表示的損失函數對λ、θ均可微,因此可同時使用梯度下降算法進行更新。
以上算法詳細描述了融合模型的訓練過程,當模型訓練完成后,可以獲得在所有訓練工況數據上表現良好的模型初始化參數θ以及損失函數參數λ。當面對新工況的樣本數據Tnew時,可以直接使用訓練好的模型進行磨損預測,即

式中y?表示刀具磨損預測值。而當新工況中有少量帶標簽樣本時,還可以使用這些樣本對模型參數θ使用少量步驟的梯度下降進行微調,從而提高模型對新工況數據的適應性,即為元測試過程,基于元學習的融合模型測試算法如下:

3 實例驗證與分析
3.1 驗證設計
本文設計多組鈦合金銑削實驗采集銑削過程中產生的信號以及刀具磨損量標簽。在此基礎上對比融合模型和優化后的融合模型的預測精度和預測穩定性,以此驗證本文所提出的數據與機理融合的刀具磨損預測方法的有效性。本文以通過域對抗方式訓練的深度神經網絡作為數據驅動模型[25],將源工況由一個擴展到多個,在此基礎上融合磨損機理進行對比驗證。域對抗神經網絡可以從原始監測信號中提取與刀具磨損量相關性強,與工況信息相關性弱的信號特征,更好地實現變工況刀具磨損預測。
3.1.1 實驗設備與數據
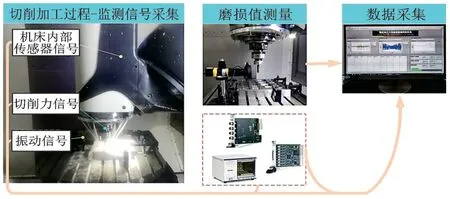
圖4 實驗設備Fig.4 Experimental device
本文加工實驗全程在DMG 80P 數控加工中心上完成,實驗過程中使用傳感器采集力信號、振動信號及主軸功率信號,整體實驗設備及裝置如圖4 所示。力信號由Pro-micron 公司的Spike 測力刀柄進行采集,采集信號包括刀具主軸繞x軸的彎矩Mx、繞y軸的彎矩My和繞z軸的扭矩Tz。振動信號由KSI-108M500 加速度傳感器進行采集,采集信號包括水平2 個方向的振動。力信號和振動信號通過NI-PXIe-1073 數據采集平臺進行匯集。主軸功率信號作為機床內部PLC(Programmable logic controller)寄存器中的數據通過OPC-UA(OLE for process control-unified architecture)通信協議實時讀取。上述幾種信號數據通過1 套基于Lab-VIEW 開發的軟件系統進行實時同步[26],采樣頻率為300 Hz。因此,本文使用的監測信號數據為包含3 個通道力信號(主軸繞x軸的彎矩、繞y軸的彎矩和繞z軸的扭矩)、2 個通道振動信號(水平2 個方向的振動)和1 個通道主軸功率信號在內的6 個通道信號。刀具磨損標簽值通過采用西尼科XK-T600V 工業無線顯微鏡(測量精度0.01 mm)進行測量,磨損值范圍為0~0.3 mm[27]。將監測信號和磨損時間作為模型的輸入,以刀具磨損作為輸出進行訓練,訓練數據只需滿足以上輸入輸出形式即可。為了使模型適用于目標工況刀具的全磨損周期,源工況的監測數據需要包含刀具的全生命周期的磨損數據。
為了驗證本文所提出的方法在實際加工過程中應對多種工況變化的有效性,設計了包括切削參數變化、刀具直徑變化和刀具材料變化在內的4 組銑削實驗,銑削類型為型腔銑削,型腔的大小為60 mm×50 mm×20 mm(長×寬×深)。4 組實驗數據對應的切削參數與刀具參數如表1 所示,工件材料均為TC4 鈦合金。值得注意的是,在實際生產加工中,不同直徑的刀具所適用的切削參數一般不同,所以刀具直徑變化的同時往往也伴隨著切削參數的變化。刀具材料變化在實際加工中也十分常見,相比于整體硬質合金刀具,高速鋼刀具切削刃硬度和強度都更低,適用的切削參數就更小一些。

表1 切削參數與刀具參數Table 1 Cutting parameters and tool parameters
通過對監測信號進行時序采樣,以576 個采樣點為1 個采樣周期獲得1 個樣本,樣本的標簽值通過線性插值獲取。各個加工工況的樣本數量如表2 所示。為了評估和優化模型的性能,每個工況都隨機抽取60%的樣本作為訓練集,20%的樣本作為驗證集,20%的樣本作為測試集。
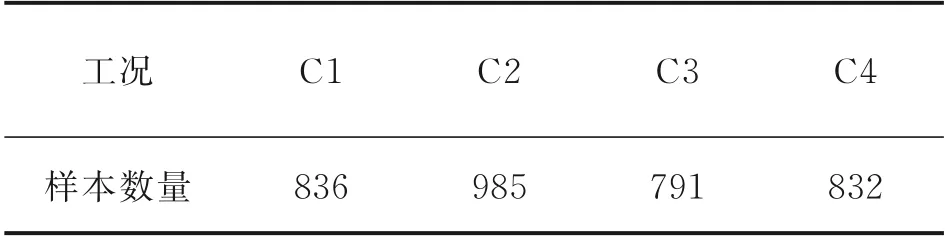
表2 各工況樣本數量Table 2 Number of samples of each cutting condition
3.1.2 模型訓練設置
模型采用3 種工況數據進行作為源工況數據進行訓練,1 種工況數據作為目標工況數據進行測試。數據驅動模型輸入僅為從監測信號中提取的特征,融合模型在信號特征的基礎上加入磨損時間以便融入磨損機理。通過手動試錯的方式多次調整超參數,最終確定使網絡性能達到最優的超參數為:梯度下降算法為Adam,每次迭代的樣本批次大小為128,學習率為0.001,網絡迭代次數為2 000次。模型只有在離線訓練過程中需要耗費一定的計算資源和計算時間,在測試以及實際應用時效率較高。在加工過程中,模型能夠保證刀具磨損量的在線實時預測。
3.2 驗證結果與分析
3.2.1 性能評價指標
本文分別從預測精度和預測穩定性兩方面驗證所提出的方法的有效性,采用平均絕對誤差(Mean absolute error,MAE)作為量化評價預測精度的指標

采用誤差的標準差(Standard deviation,STD)作為量化評價預測穩定性的指標

式中εi=?-yi表示預測誤差。
3.2.2 融合模型優化驗證
在PINN 的基礎上,本文對模型的損失函數進行了合理的改進,采用元學習算法優化模型訓練的過程,以提高融合模型的性能。為了驗證對融合模型優化的有效性,本文對比了融合模型與元融合模型(Meta-PINN)的預測結果,如圖5 所示。總體上,元融合模型在預測精度和預測穩定性上都優于融合模型。通過計算,元融合模型的MAE 與STD的都低于融合模型。在預測精度方面,元融合模型在4個工況樣本上的平均預測誤差MAE 為0.021 mm,而融合模型為0.031 mm,模型的平均預測精度提升了近32%。在預測穩定性方面,元融合模型在4種工況樣本上的平均預測誤差的標準差STD 為0.015 mm,而融合模型為0.018 mm,模型的平均預測穩定性提升了近17%。

圖5 PINN 與Meta-PINN 預測結果對比Fig.5 Comparison of prediction results between PINN and Meta-PINN
為了更加直觀且從細節上體現優化方法的有效性,給出了實際磨損曲線與模型預測磨損曲線,以及預測誤差對比結果,如圖6 所示。從圖6 中可以看出,融合模型經過優化,預測誤差的最大值大多都有降低,預測誤差中大于0.05 mm 的樣本數量基本都降低至10%以下,進一步驗證了本文方法的實用性。
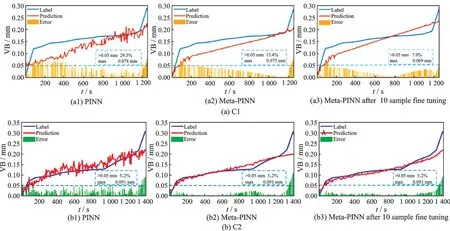
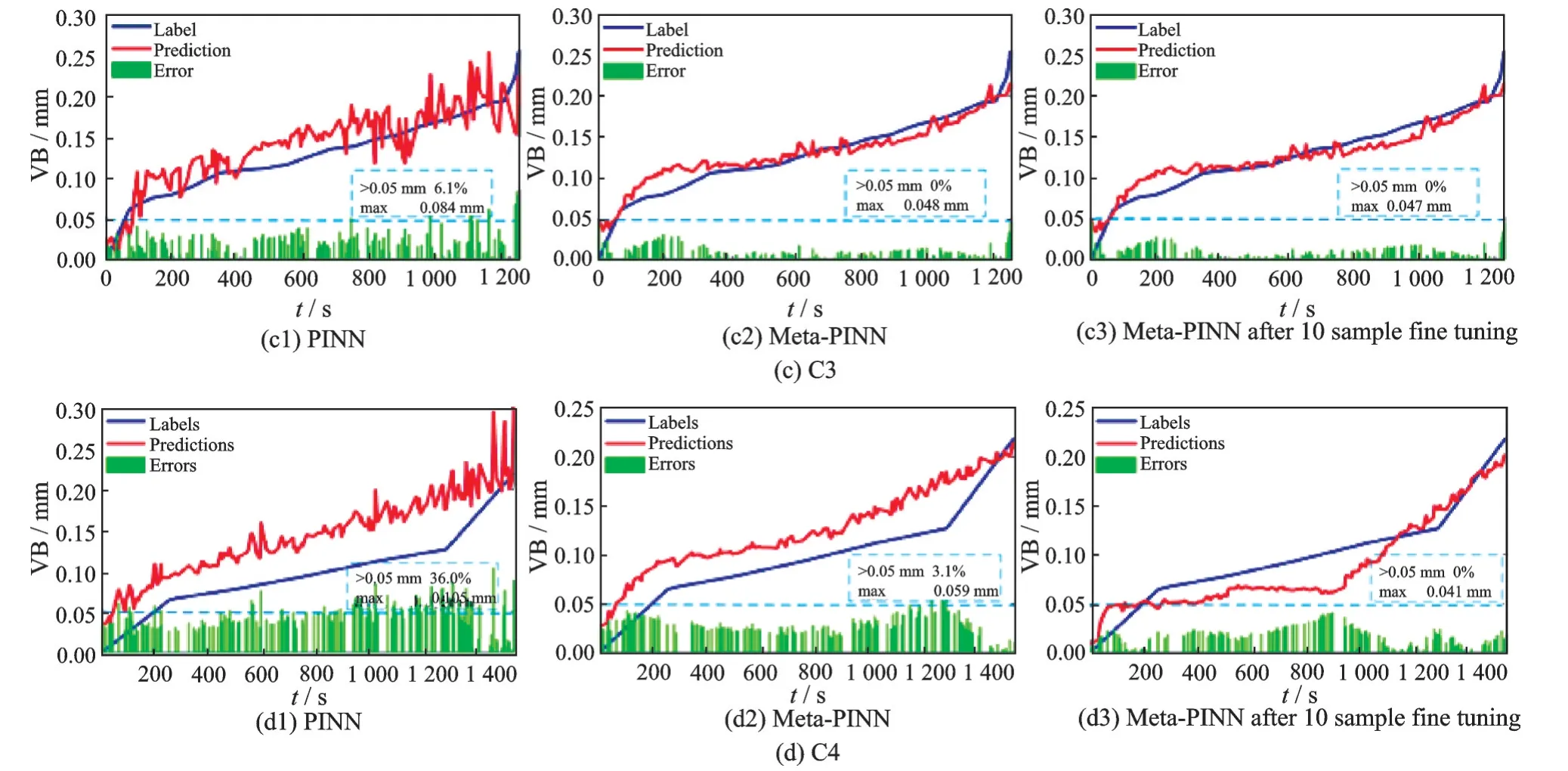
圖6 實際磨損曲線與預測磨損曲線的對比Fig.6 Comparison between actual wear curves and predicted wear curves
4 結論
刀具磨損的精確穩定預測在航空航天制造中具有重要意義。數據驅動和基于機理的刀具磨損預測方法都由于自身存在的問題難以實現變工況的刀具磨損精確穩定預測,數據與機理融合方法具備機理模型和數據驅動模型的優勢,是實現刀具磨損預測的有效手段。然而現有的融合方法在模型訓練過程中難以有效平衡對數據和機理的利用,導致融合效果欠佳。針對以上問題,本文在建立了基于PINN 的刀具磨損融合預測模型的基礎上,提出了一種基于元學習的刀具磨損融合預測模型優化方法,通過魯棒性損失函數和極大似然估計推導出融合模型損失函數的加權形式以更合理利用數據和機理,進而使用元學習算法學習損失函數參數和模型參數,提高模型的泛化性能,從而獲得一個能夠快速適應新工況的預測模型,以實現變工況下的刀具磨損精確穩定預測。最后,方法的有效性在鈦合金銑削實驗數據集上進行了驗證。本文的主要貢獻在于:
(1)通過魯棒性損失函數以及極大似然估計設計融合模型的損失函數,進而使用元學習算法優化融合模型的學習過程,提高了融合模型變工況下的預測精度和穩定性。
(2)實驗結果表明,通過基于元學習的優化算法對融合模型進行優化,融合模型的預測精度和穩定性提高了32%和17%。
由于實驗條件的限制,本文方法融合的機理為較為簡單的刀具磨損經驗公式,后續可針對更復雜的磨損機理設計相應的銑削實驗,進一步提升融合模型的預測效果。另外,本文方法對工況范圍有一定的要求,對于工件材料變化或切削參數變化更劇烈的工況,本文方法還存在一定的局限性,若要試圖擴大適用范圍,則需要采集更多變工況下的監測數據。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
今日農業(2021年19期)2022-01-12 06:16:36
中老年保健(2021年11期)2021-08-22 03:15:44
中學生數理化(高中版.高考數學)(2021年1期)2021-03-19 08:28:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
無線電工程(2020年11期)2020-10-29 01:25:46
現代出版(2020年3期)2020-06-20 07:10:34
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19