先進復合材料用立體織物研究進展
2022-07-01 01:58:22胡方田朱小穎
宇航材料工藝 2022年2期
胡方田 朱小穎
(南京玻璃纖維研究設計院有限公司,南京 211122)
0 引言
先進復合材料在性能和功能上具有獨特優勢,成為航空航天材料重要組成部分。作為功能材料,滿足飛行器防熱、隔熱和透波要求。作為承力和次承力結構材料,實現飛行器減重增程效果[1]。
立體織物以不同工藝實現高性能纖維的層間交織,提高了復合材料層間剪切強度和斷裂韌性。已經用于導彈的鼻錐、天線窗材料,火箭發動機噴管、喉襯材料,衛星桁架結構材料,直升機旋轉翼和飛機剎車片等材料[2]。
極端環境下飛行器對材料的特殊要求以及降低飛行成本對自身減重的要求,推動了立體織物技術發展。國內從20世紀70年代,陸續開發了正交三向、細編穿刺、三維編織、三維機織、縫合、針刺和纖維棒等立體織物,取得了一系列重要成果,形成了覆蓋立體織物組分和性能關系的基礎研究、結構和功能的應用開發、構件產品工程化研制、能力和品質保障技術平臺,提供了種類多樣、規格齊全的增強材料,為我國航空航天事業的發展做出了貢獻[3-4]。
立體織物的制備一般使用碳纖維、玻璃纖維、碳化硅纖維、芳綸纖維和高強度聚乙烯纖維等高性能纖維。這使得復合材料性能具有一定的可設計性,即根據工程結構的載荷分布及使用條件的不同,選取相應的纖維及織物結構來滿足既定要求。按照復合材料部件的大致輪廓和厚度進行近凈尺寸制備出立體的織物,稱之為預制體,見圖1,這樣減少了因為機械加工、連接、裝配帶來的損傷和材料浪費,進一步提高部件結構的整體性和質量[5]。
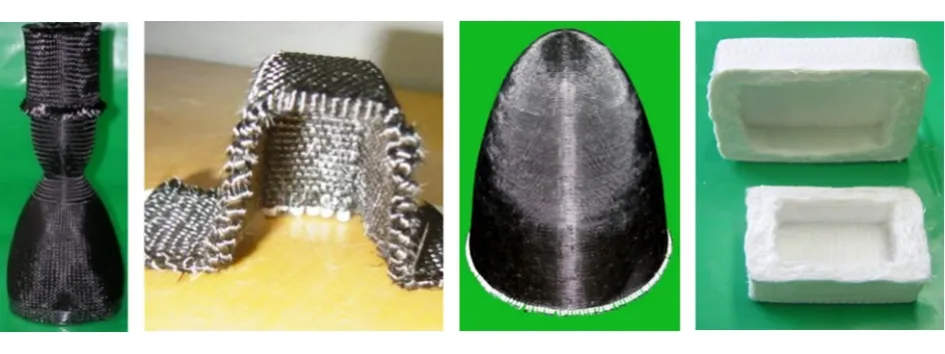
圖1 立體織物圖例Fig.1 Examples of three-dimensional fabrics
立體織物的研究內容主要包括織物結構參數、成型工藝、成型裝備和性能評價等。研究路徑主要圍繞纖維體積分數和各方向的纖維分量,進行不同結構和參數分配設計,在滿足使用前提下,低成本方案作為首選。
立體織物的發展是在工程需求牽引下,根據目標需求和問題開展技術攻關和工程化研制,通過復合材料部件考核驗證。國內科研院所和高校圍繞宇航材料用立體織物的研究熱點、難點和共性問題,通過不同學科的交叉研究,上下游技術的融通發展,取得開拓性成果,滿足我國航空航天對先進復合材料用立體織物需求。
高性能纖維成型復合材料增強體,可以從一維到二維再到三維進行,不同成型工藝,復合材料性能和成型效率差異也很大,見圖2。我國已經陸續攻克了高性能纖維的工程化制備技術,先進復合材料可以是纖維以一維的形式帶膠纏繞、鋪絲、鋪帶成型構件,成型效率較低,纖維間的連接靠膠體;將纖維制作成二維片材,方法包括機織、編織、針織和非織造等工藝,成型效率高,疊層后與基體復合成為復合材料構件,層間連接靠基體[6]。
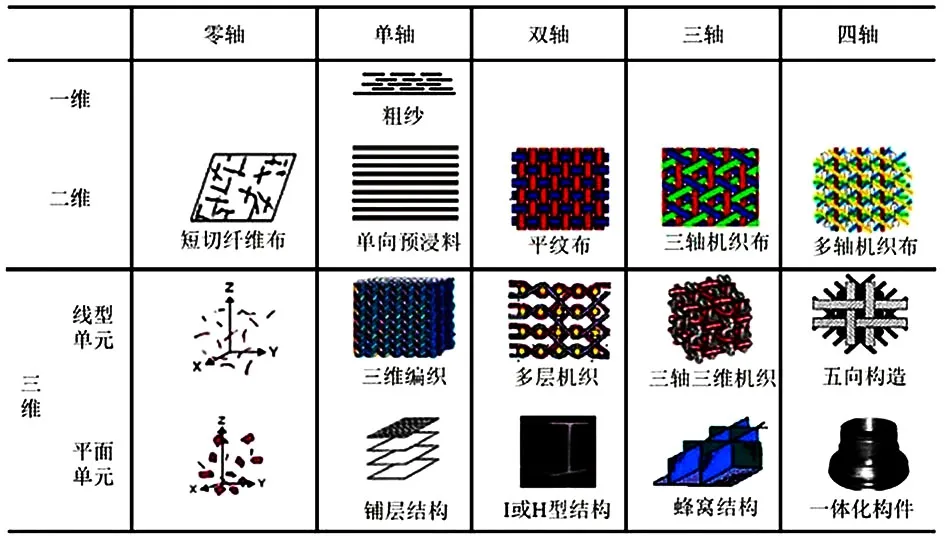
圖2 增強體結構按照方向和維度的分類Fig.2 Reinforcement structures classified according to direction and dimension
立體織物是以三維形式存在的纖維或片材。纖維以不同結構形式交織成立體織物,如正交三向織物、三維編織物等;用纖維將疊層的二維片材層間連接,可形成縫合織物、細編穿刺織物、針刺織物和Zpin 等織物。立體織物工藝形式較多,工藝參數對復合材料性能和成型效率影響影響很大。
本文針對復合材料用立體織物的結構以及增強機理、制備工藝、制造設備和應用等國內外研究情況進行分析總結,并將立體織物的特點和我國近年的發展現狀相結合,指出未來的發展趨勢。
1 織物結構及增強機理
立體織物結構是指纖維束或纖維片材在三維空間內的分布形式,見圖3,對復合材料性能起決定性作用,并影響成型工藝和成型裝備。與二維織物相比,立體織物最大優勢是提高復合材料層間性能,因為其結構中存在不同形式的層間連接纖維。
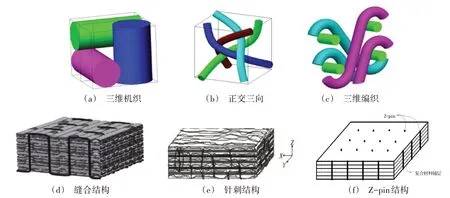
圖3 立體織物基本結構示意圖Fig.3 Schematic diagram of basic structure of three-dimensional fabric
圖3(a)為三維機織結構單元,主要由經向和緯向纖維組成,其中一個方向纖維跨越層間,形成層間連接,稱為角聯鎖結構。
圖3(b)為正交三向結構單元,它由三個方向纖維組成,分布在笛卡爾坐標系的三個方向上,把任何兩個方向看成是纖維層,第三個方向就是層間纖維。從成型工藝角度,正交三向結構是三維機織結構的一種特殊形式。
圖3(c)為三維編織結構單元,主要由四個方向的纖維組成,每個方向的纖維同時跨越層和列,形成層間連接。
圖3(d-f)分別為縫合、針刺和Z-pin 織物結構,主要由平面的二維織物和垂直于平面的z向纖維組成,z向纖維形成層間連接[7-8]。
2 立體織物制備工藝
不同結構的立體織物,制備工藝差異很大。相同結構的立體織物,也有不同的制備工藝。
2.1 三維機織
在二維機織物基礎上,三維機織物已經發展出專門設計的三維織機,多層經向纖維與緯向纖維交織,能夠織造出角聯鎖結構和正交三向結構機織物,見圖4[9]。
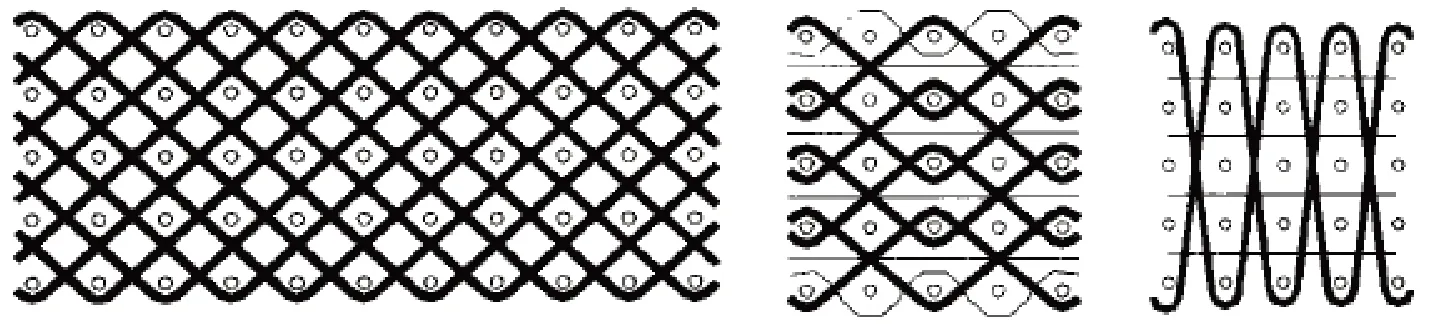
圖4 三維機織結構示意圖Fig.4 Schematic diagram of 3D woven structure
三維機織物由兩組纖維組成,開口操作使多層經向纖維在織物厚度方向上移位,從而在織物寬度方向上形成梭口,以便緯向纖維引入。這樣兩組纖維和織造裝置的功能組成符合二維織造的原理[10],且已經形成多層多梭口的高效織造方法[11]。
正交三向織物的成型工藝有多種,主要原理是將其中z方向的纖維排列成x、y方向矩陣,在矩陣縫隙中交替填充x、y方向纖維,密實后形成正交三向立體織物[12-13]。可以形成不同截面形狀的正交三向織物,也可以形成回轉體織物[14-15]。
2.2 三維編織
三維編織物需要通過專用設備上的攜紗器牽動纖維按照圖示運動規律完成基本的三維四向結構,見圖5,通過不同方向纖維的增加,可以形成多種三維編織結構。在圖6(a)所示的三維四向結構的基礎上增加z向纖維,從而形成如圖6(b)所示的三維五向結構,同樣方法可形成三維六向、三維七向結構,見圖6(c)~(d),此理論上最多可形成三維十三向結構。但實際生產應用中,最多到三維七向結構,其他理論結構暫無使用案例報道。
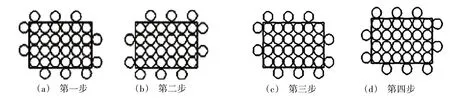
圖5 四步法運動規律示意圖Fig.5 Schematic diagram of four-step movement
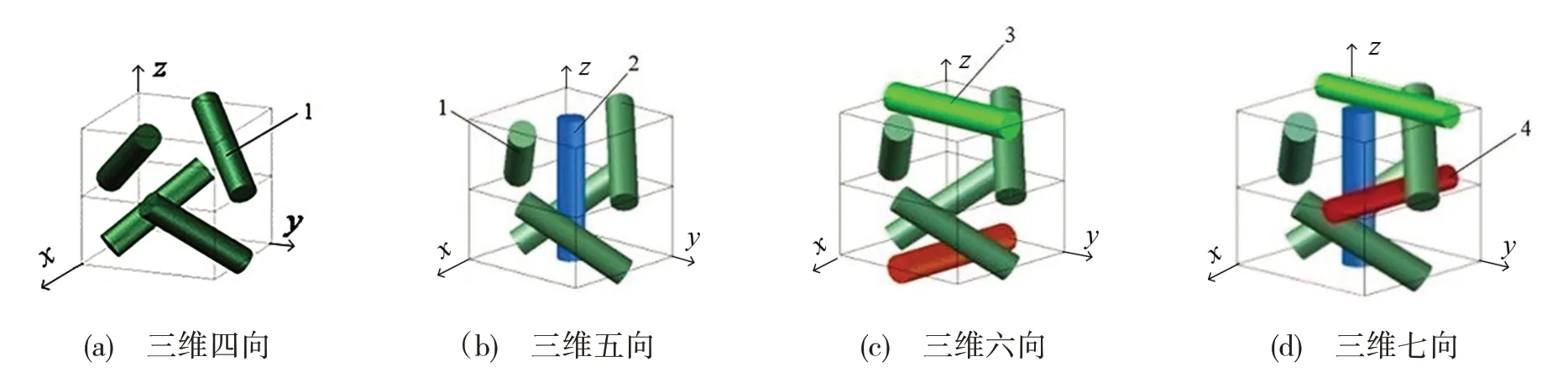
圖6 三維編織結構示意圖Fig.6 Schematic diagram of three-dimensional braided structure
2.3 三維連層
為解決二維織物疊層增強復合材料的層間性能弱問題,增加厚度方向纖維是解決問題的有效途徑。常見連層方法有縫合、穿刺、針刺和Z-pin,四種工藝各有優缺點,各工藝性能特點見表1,實際應用中可根據需要選擇。縫合技術是指采用纖維使多層織物結合成立體織物,或使分離的數片織物連接成整體結構的一種制備技術,見圖7,縫合可以作為一種裝配連接技術,將其他工藝成型的立體織物連接成整體。縫合織物的鋪層方向、距離和纖維層等均可以進行優化組合,縫合方式和縫合區域也可以按需調整,使得縫合織物具有很強的可設計性。通過縫合參數的合理設定可以獲得不同外形的整體結構,并達到合理的應力傳遞。自動化縫合設備大幅提高了縫合織物的一致性和縫合效率[16-17]。
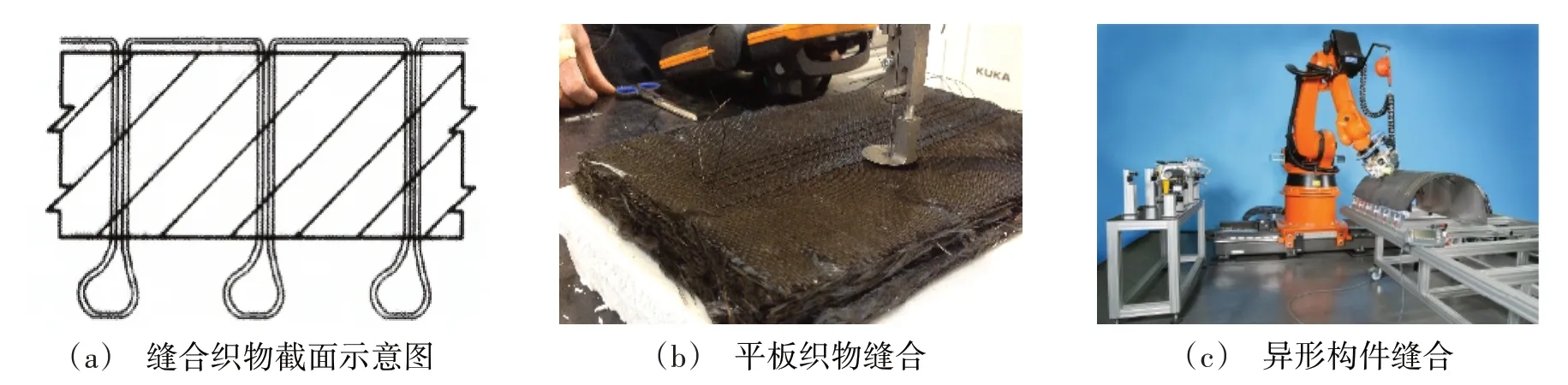
圖7 縫合織物工藝和設備Fig.7 Sewing fabric technology and equipment
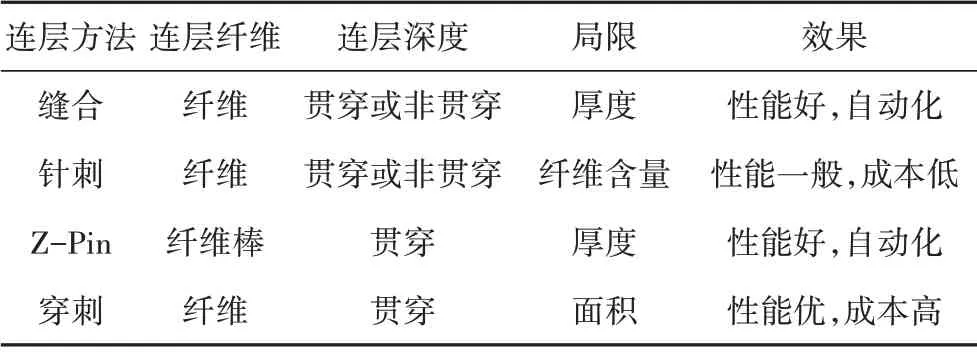
表1 四種連層工藝性能的對比Tab.1 Comparison of performance of four interlayer processes
針刺工藝是將含有纖維網或布層重復疊加和針刺,通過刺針棱角上的倒鉤將部分纖維攜帶到z向,形成層間含有垂直纖維的針刺織物,如圖8所示。針刺工藝適用于平板異形構件織物制作。布層經過針刺,面內纖維損傷較大[18];只有部分纖維形成非貫穿層間連接,纖維體積分數較低;針刺織物的內部結構相對均勻、細密,復合材料制備過程中,基體填充效率高[19]。針刺織物可用作發動機部件增強體。同時,針刺工藝和設備相對比較成熟,且機械化程度相對較高。

圖8 針刺織物工藝和設備Fig.8 Needle-punched fabric technology and equipment
Z-pin 工藝是20世紀90年代興起的一種層連結構復合材料的增強工藝,如圖9(a)所示,是在未固化的復合材料的厚度方向插入復合材料纖維棒,棒長一般在0.2~1.0 mm,形成布層的z向纖維,纖維棒一般通過超聲輔助設備植入。Z-pin 工藝適用于平板織物,也可以制作異形構件,如圖9所示[20]。細編穿刺工藝是將布層逐層刺入鋼針矩陣,達到需要的高度后將鋼針換成纖維,形成三維織物,如圖10所示。穿刺工藝適用于塊狀織物,纖維體積分數較高[21]。

圖9 Z-pin工藝和設備Fig.9 Z-pin technology and equipment
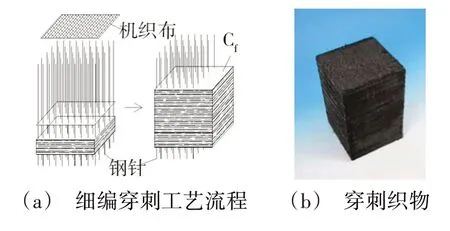
圖10 細編穿刺工藝和織物Fig.10 Fine-weave pierced process andfabric
2.4 纖維棒法
以纖維棒和纖維為原材料,采用插棒、纏繞或纖維棒直接成型等方法成型立體織物,稱為纖維棒法。纖維棒法是利用纖維制成的棒(纖維棒)有一定剛度的特點,將纖維棒排列成框架結構,再和其他纖維、纖維棒或是二維織物進行組合成織物。按照骨架結構中纖維棒方向不同,纖維棒法分為軸棒結構和徑棒結構,見圖11。不同方向纖維棒按照纖維棒可構成矩形或多邊形等矩陣。徑棒結構是在回轉體結構中,纖維棒沿徑向方向依次排布,纖維沿周向或母線方向上進行鋪設形成立體織物[22-23]。
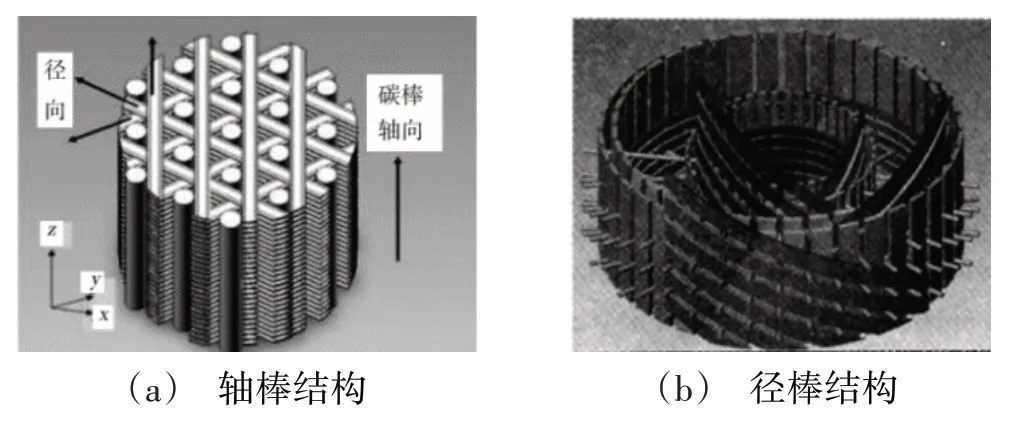
圖11 纖維棒法成型工藝Fig.11 Fiber rod forming process
3 立體織物對復合材料性能的影響因素
3.1 織物結構
立體織物結和參數構確定了織物內部孔隙的分布與幾何形狀、纖維的彎扭程度與不同方向比例,支配著纖維性能在復合材料中的分配,并影響復合材料制備過程。
楊彩云對比了三維機織和正交三向結構織物增強的C/C 復合材料的拉伸和剪切性能,研究表明,織物中纖維越直強度發揮越好,正交三向復合材料中纖維均呈伸直狀態,相同方向拉伸性能好于三維機織復合材料。雖然三維機織結構中經向纖維以一定角度在厚度方向取向,與正交三向織物厚度方向纖維貫穿垂直增強相比,后者的剪切性能明顯提高,前者的層間剪切強度只相當于針刺氈的增強水平[24]。國內外的防熱抗燒蝕材料研究均起始于正交三向結構織物,且仍在廣泛應用。
曹海建對比了三種典型結構的三維機織復合材料力學性能,研究表明復合材料拉伸、壓縮強度基本取決于其纖維束傾角和纖維體積分數。材料中某方向纖維傾角越小、纖維體積分數越高,該方向的強度就越高[25]。這正是立體織物和復合材料可設計的性能。
3.2 結構參數
結構參數是定量描述立體織物細觀結構的一組數值,將結構參數與織物幾何結構相對應,實現幾何結構的數值表征,也就確定了織物纖維體積分數及各方向上的分量[26]。
對確定立體織物結構,其參數在一定范圍內變化,參數不同,對應的復合材料性能不同。三維編織物中,三維四向的編織角比三維五向變化范圍大,但是大多在30°以下,所以三維編織復合材料的力學性能主要分布在成型方向上(0°方向),尤其是三維五向的第五個方向的纖維都在0°方向上,該方向上承載能力最強[27]。工程上也通過結構參數的調整,在同一個部件上實現外形尺寸的變化。
針刺織物是靠刺針攜入層間纖維,針刺密度越高,層間連接纖維越多,纖維體積分數越高,同時對面內纖維損傷越大。纖維分數40%的復合材料性能低于30%的力學性能,表明針刺密度增加時,織物會被逐漸壓實,纖維體積分數有所增加。所以復合材料的拉伸強度隨著針刺密度的增加表現出先增加后降低的變化趨勢[28-29]。針刺織物的最大優點之一是內部孔隙均勻、細密,基體沉積效率高。
縫合纖維能有效改善復合材料的層間斷裂韌性和沖擊損傷容限,如圖12所示,層間斷裂韌性隨著縫合密度和縫合線直徑的增加而增加。通過對沖擊后復合材料的拉伸和壓縮強度測試,縫合后復合材料剩余強度提高2 倍[30]。實際使用中會對材料性能和經濟性進行平衡。
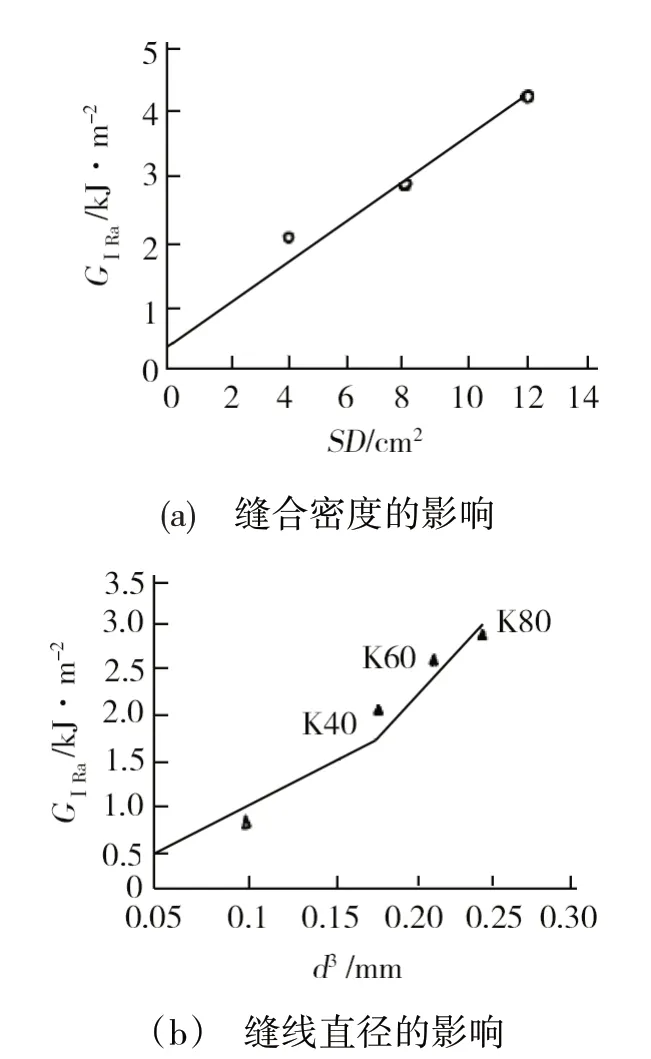
圖12 縫合工藝參數對復合材料力學性能的影響Fig.12 Effect of suture process parameters on mechanical properties of composites
鄭錫濤對Z-pin 增強復合材料層合板開展了斷裂韌性的試驗研究表明,Z-pin 纖維棒直徑和排布密度與層合板斷裂韌性增強效果正相關,當Z-pin 纖維含量在5%以內具有較好的增強效果[31]。
三維編織和三維機織主要是連續纖維整體編織而成,其結構參數是不同方向上纖維束規格和間距;縫合、針刺、Z-pin 和細編穿刺織物結構參數包括平面纖維層和層間連接纖維。織物內不同方向上纖維體積分數決定了該方向上力學性能,但是,立體織物纖維體積分數有上限,任何一個方向纖維分數的變化,會對其他方向纖維分數和增強效果產生影響。
3.3 纖維體積分數
立體織物纖維體積分數V是一個很重要的參數。含量過低,難以充分發揮復合材料中增強材料的作用;含量過高,由于纖維和基體間不能形成一定厚度的界面過渡層,無法承擔基體對纖維的力傳遞,也不利于復合材料拉伸強度的提高[32]。
不同結構的立體織物,其纖維體積分數在一定范圍內波動。立體織物設計一般基于復合材料性能需要和織物結構特點,以立體織物纖維體積分數V為目標,設計織物結構參數,通過復合材料性能驗證,確認織物中各方向纖維分數Vn。
式中,V為立體織物纖維體積分數,Vn為立體織物中第n方向纖維體積分數。
4 立體織物成型設備
4.1 設備構成
立體織物成型設備以高性能纖維為加工對象,攜動纖維束按照不同織物結構進行交織。立體織物結構不同,成型設備差異較大,主要的組成包括:纖維存儲機構、交織規律控制機構、纖維投送機構、織物打緊與卷取機構。
4.2 纖維存儲機構
纖維存儲機構為立體織物連續編織提供纖維,一般兼顧纖維張力控制,也有存儲和張力控制分開設計。纖維存儲機構有單紗存儲和片紗存儲。纖維張力影響交織規律形成和材料性能,國外有精確的單紗張力控制機構,誤差在±5%[33],我們國內水平還有待提高。
單紗存儲可直接用商品紗筒供給纖維,纖維經過張力控制器輸送下道工序。單紗存儲占地面積大,適用于頭分數少的織物編織。趙謙等提供了一種結構簡單緊湊,具有纖維長度補償的機械式紗線張力控制裝置,如圖13所示,可以滿足三維編織物纖維存儲和單紗控制,也可以安裝在紗架上形成纖維束陣列[34]。
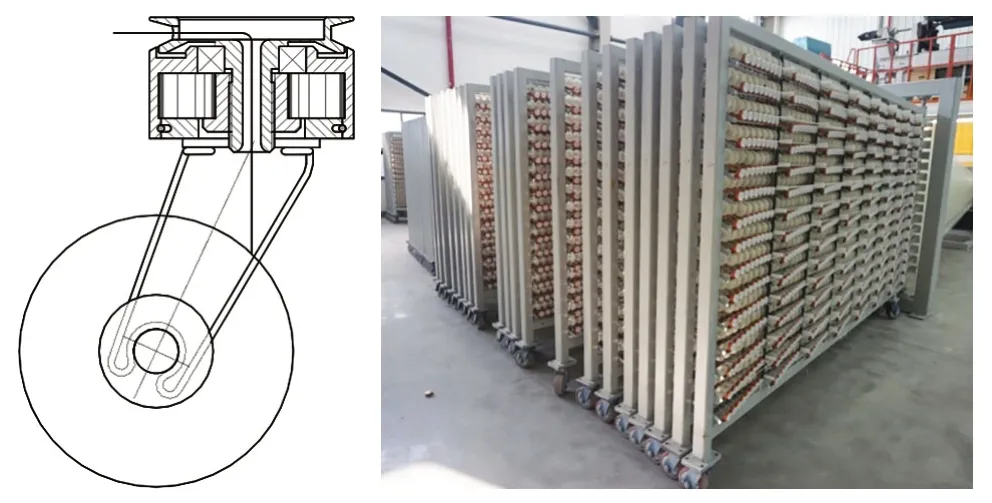
圖13 可補償機械式紗線張力控制及其應用Fig.13 Compensable mechanical yarn tension control and applications
片紗存儲是將若干纖維平行卷繞在經軸上,作為織物中某層纖維。劉國輝分析并建立了多經軸送經系統機械結構的動力學模型,針對張力控制的時變性、非線性、多變量干擾等問題,采用分布式控制經紗張力控制方法,滿足大跨度多經軸送經張力控制[35]。
4.3 交織規律控制機構
立體織物內部纖維循環偏離原有位置形成相互交織,或為其他方向纖維引入形成通道,這些動作由交織規律控制機構完成。
三維編織交織規律的控制分為縱橫式和旋轉式兩類。如圖14所示,縱橫式一般采用驅動元件推動攜紗器在導軌中作行與列的運動,攜紗器可以做得很小,排布密集,載紗頭份數多,但難以連續編織,因此編織效率較低;如圖15所示,旋轉式依靠角輪的旋轉驅動攜紗器在底盤上運動,運動較為流暢,編織效率高,載紗頭份數較少。國內工程應用主要用縱橫式編織機,旋轉式編織機主要用于教學研究[36-37]。

圖14 縱橫式三維編織Fig.14 Vertical and horizontal three-dimensional weaving
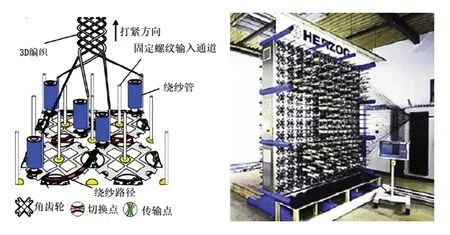
圖15 旋轉式三維編織Fig.15 Rotating three-dimensional programming
控制三維機織物交織規律的是開口機構,開口機構把經向纖維按照規律分成若干層,形成緯向纖維的引入通道。
如圖16所示,開口機構的重要組成是綜絲,綜絲分布在多頁綜框上,綜框在凸輪或連桿的驅動下形成上下往復運動,使得每個纖維層運動到固定的兩個位置。多眼綜絲減少綜框數量,也減少了開口機構占用的空間,使機構更加緊湊,實現多層開口和引緯。對截面復雜變化的織物需采用多臂開口機構或電子提花開口機構[38-41]。
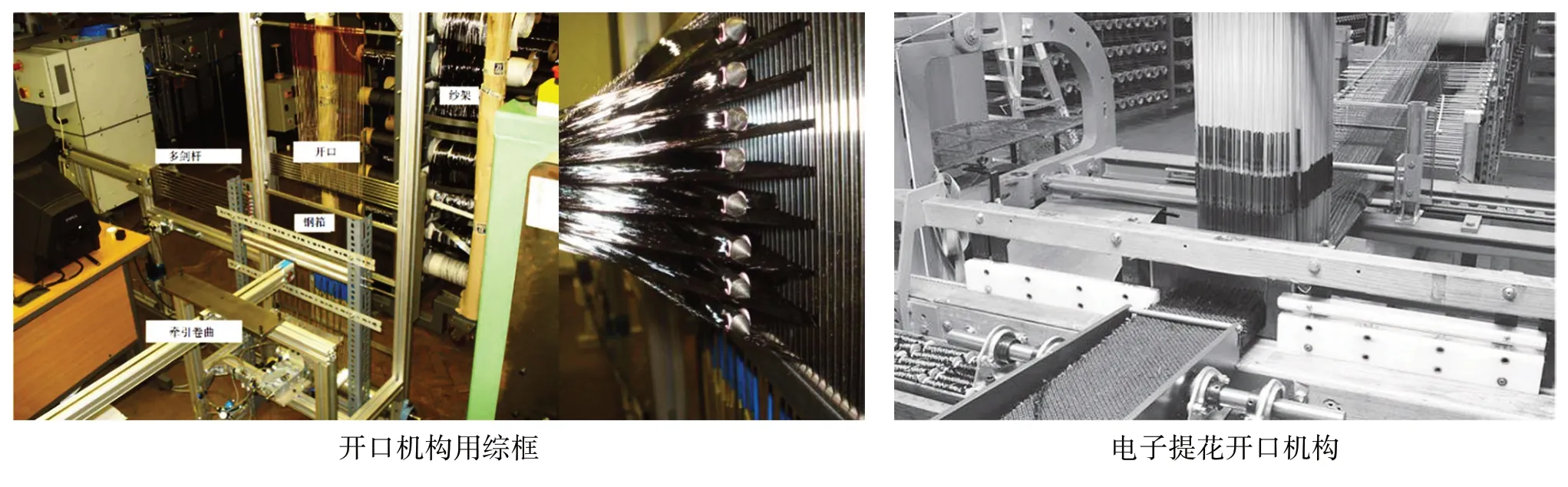
圖16 開口機構Fig.16 Shedding mechanism
4.4 纖維投送機構
在編織過程中,不同方向纖維需要獨立的引緯機構,如三維編織中的第六向、七向纖維,三維機織中的緯向纖維等。這些纖維的引入由相關設備的投送機構完成,以三維機織的引緯機構為例,如圖17所示,分為有梭引緯和無梭引緯,這兩種形式在立體織物編織中均有使用[42-43]。

圖17 引緯機構Fig.17 Picking motion
有梭引緯是攜紗器上存儲緯向纖維,往復引緯,實現織物光邊織造;無梭引緯是指攜紗器從通道一側紗筒上的纖維帶入織物內,形成毛邊織物織造;無梭引緯的形式有很多,高性能纖維織造主要使用劍桿引緯,甚至是多劍桿引緯[44]。
4.5 織物打緊與卷取機構
織物的打緊是織物密實的過程。織物成型過程中,若干個編織循環后,需要將交織的纖維進一步密實到設計的結構參數,這個過程由打緊機構完成,一般的打緊是沿著織物成型方向。卷取機構將織物按照設定的步長前進一定距離,如圖18所示,卷取的步長與織物結構參數對應。
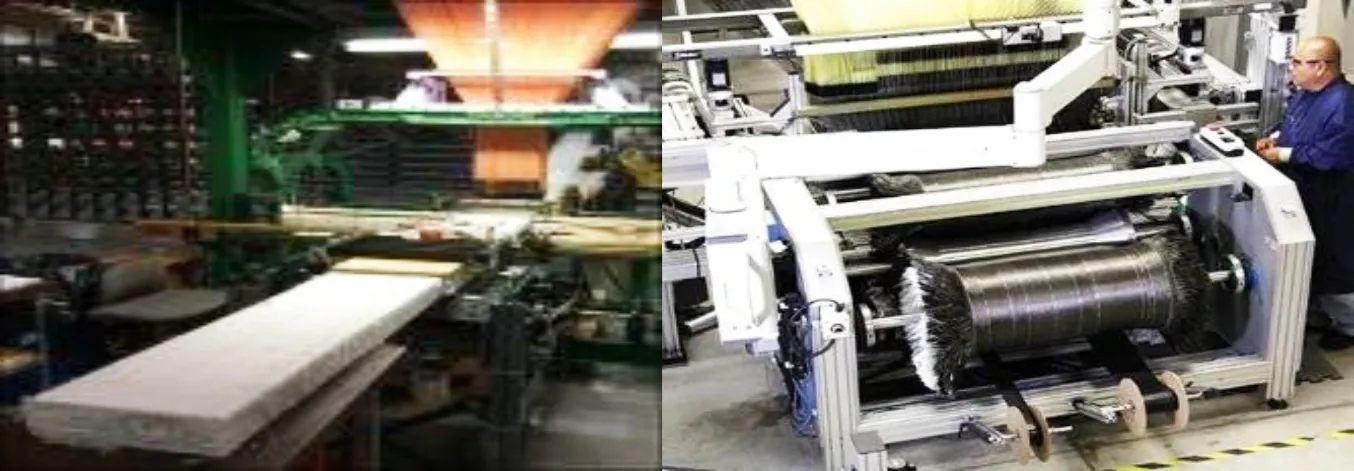
圖18 三維機織物的卷取[47-48]Fig.18 Winding of three dimensional woven fabrics
三維編織物的打緊機構通過步進電機或氣缸沿著成型方向推動,根據纖維頭分數和密實程度,可能需要多個方向進行打緊[45]。為了保持連續編織,由卷取機構將成型后三維編織物向前移動一個步距,步距量與打緊機構生成的織物花節長度相匹配。
三維機織物的打緊機構通過鋼筘運動將多層緯向纖維推向成型區,鋼筘的運動由連桿或凸輪打緯機構驅動,鋼筘控制著織物經密和幅寬。連續織造的織物有固定成型區,已經成型的織物被卷取機構拖離成型區,為下一次緯紗打緊和織物生成騰出空間[46]。
5 立體織物的應用
5.1 高溫透波材料
20世紀60年代,美國菲歌福特公司就著手研制正交三向石英編織物增強SiO2復合材料。用石英纖維編織正交三向塊狀織物,纖維體積分數超過50%,再浸漬高純度膠狀SiO2基體,燒結成復合材料坯料。美國現役三叉戟系列導彈就采用正交三向織物增強石英復合材料作天線窗[49]。國內目前已經開發出系列化天線窗用立體織物,包括針刺、縫合、三維機織和正交三向等,并且把這些技術進一步推廣到天線罩的應用。
5.2 高溫防熱材料
C/C 復合材料具有優異的高溫力學性能。正交三向碳纖維織物通過浸漬法和化學氣相滲透法制作成C/C 復合材料,細編穿刺C/C 復合材料的燒蝕性能更優,且可以通過碳布疊鋪角度的調整提高復合材料的各向同性性能。
美國的系列洲際導彈端頭帽均采用細編穿刺C/C 復合材料,各級發動機喉襯用織物采用徑棒法編織,后期發展出性能更優的四向立體織物,成功應用在三叉戟-Ⅱ等導彈。俄羅斯和法國的固體火箭發動機喉襯用立體織物都經歷過四向硬棒編織,法國歐洲動力公司還研制出針刺等成型技術[50]。我國發動機喉襯用立體織物研制經歷過硬棒編織、針刺和細編穿刺等工藝技術。
5.3 空天往返飛行器材料
NASA 適應性可展開進入布置技術(ADEPT)的熱防護罩,如圖19所示,采用了碳纖維織物縫合的蒙皮,該蒙皮被拉伸到可展開的肋骨和支架上,完全展開后會變為剛性。碳纖維織物蒙皮成為進入、下降和著陸熱防護系統的主要組成部分[51]。
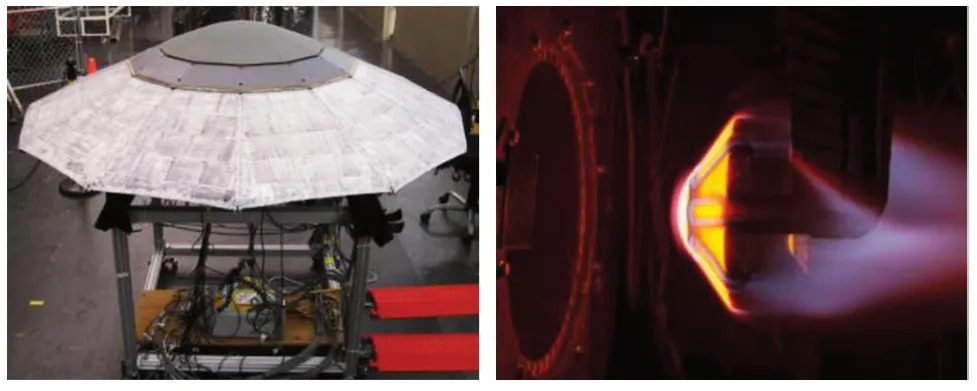
圖19 NASA適應性可展開進入布置技術Fig.19 A Mechanically deployable entry system technology in development at NASA
NASA 研發團隊開發了正交三向石英織物增強氰酸酯樹脂復合材料,如圖20所示,用于獵戶座飛船壓縮墊,該織物是Bally Ribbon Mills 使用提花織機連續織造76 mm 厚和305 mm 寬三向石英纖維織物。這是美國宇航局首次在飛船熱保護系統中使用三維機織物增強的復合材料[47]。
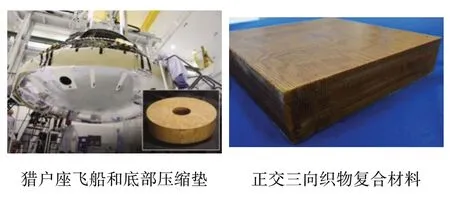
圖20 正交三向織物在往返式飛行器上的應用Fig.20 Application of orthogonal fabric to shuttle aircraft
5.4 衛星結構材料
復合材料在衛星結構上的應用包括太陽電池陣結構、天線結構、桁架結構和衛星本體結構,基于衛星惡劣環境下對結構材料承載要求,采用整體編織物增強的復合材料,提高了構件的整體穩定性[52-53]。
5.5 航空發動機用材料
發動機是大型飛機核心組成部分,充分利用先進復合材料可以有效提高推重比、降低油耗、噪音和維修成本。Leap-X 發動機風扇葉片是法國Snecma公司委托Albany公司研制,如圖21所示。
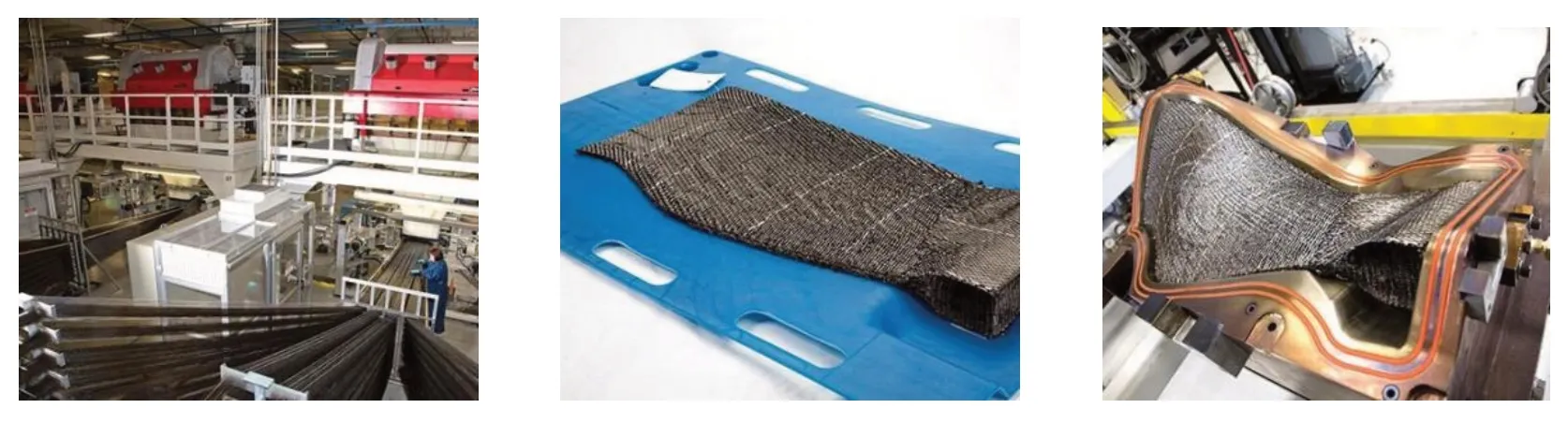
圖21 發動機風扇葉片織造和復合工藝Fig.21 Engine fan blade weaving and composite process
Albany 公司采用三維機織成套裝備技術進行風扇葉片織物的織造,包括復合材料制備全程自動化,葉片織造過程僅需要24 h[54]。
6 立體織物發展趨勢
為進一步提高復合材料在不同環境下的服役性能,立體織物編織技術進步需與高性能纖維工程化研制同步進行,尤其是陶瓷纖維等脆性纖維的編織一直是立體織物研究工作內容之一:(1)高溫陶瓷透波材料能滿足高溫、承載、透波和抗燒蝕等功能的一體化需求,Si3N4等纖維的整體編織物,可增強陶瓷透波復合材料韌性和抗熱震等性能,成為高溫透波材料研究的一個重要發展方向;(2)SiC/SiC 復合材料具備高比模量、耐高溫、抗燒蝕、抗粒子沖蝕、抗氧化和低密度的優勢,SiC 纖維仿形編織物是航空發動機熱端部件和空天往返飛行器頭錐及前緣等的首選;(3)高模量或超高模碳纖維耐高、低溫性能均很強,其整體編織物能滿足衛星結構應用的強度和剛度雙要求。
航空航天復合材料都經歷了功能材料向結構材料發展的過程。作為飛行器結構材料,高強度碳纖維為復合材料替代金屬材料奠定了基礎,立體織物的整體增強形式使得航空航天結構用復合材料的設計性更強。
為充分發揮立體織物增強復合材料的獨特優勢,拓展其應用領域,需充分融合現代裝備和控制技術,實現立體織物的高效低成本制備,使立體織物從軍用向民用產業方向拓展。
立體織物的發展,不能局限于部件及其應用,應從材料屬性角度研究立體織物結構、工藝、制備和評價技術,充分利用傳統紡織學科技術,同時借鑒國外先進技術和經驗,結合高性能纖維特點,推進立體織物技術交流和相關機理的深入研究,從立體織物術語定義到技術參數表征,開展標準化工作,形成學科體系。使我國立體織物從小批量、多品種向大批量、少品種轉化,有效減少研究開發、設計費用,提高原材料利用率、提升設備機械化程度,有效降低立體織物制備成本。
猜你喜歡
作文周刊·小學一年級版(2025年8期)2025-04-08 00:00:00
中國民間療法(2021年1期)2021-04-20 02:30:34
少兒美術(快樂歷史地理)(2019年6期)2019-10-12 08:21:30
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
Coco薇(2017年7期)2017-07-21 07:16:04
應用化工(2014年10期)2014-08-16 13:11:29
中醫研究(2014年8期)2014-03-11 20:29:23
中國中醫藥現代遠程教育(2014年17期)2014-03-01 04:29:28
無機化學學報(2014年4期)2014-02-28 17:31:11