Q235B熱軋帶鋼起皮缺陷原因分析及控制措施
2022-07-01 07:05:02杜艷波
天津冶金 2022年3期
杜艷波
(唐山瑞豐鋼鐵(集團)有限公司,河北 063303)
0 引言
Q235B熱軋帶鋼具有一定的強度、塑韌性,以及良好的冷加工成型和可焊性等綜合性能,被廣泛應用于制作護欄板、方管、螺旋管、直縫管及冷軋用鋼等。起皮缺陷是造成帶鋼表面質量問題的重要缺陷之一,不僅影響成材率且會降低客戶使用體驗。帶鋼起皮缺陷成因種類繁多:包括鑄坯邊部或表面裂紋較大,軋制過程中不能軋合裂紋造成的起皮缺陷;鑄坯皮下氣泡或表面針孔在軋制過程中暴露在帶鋼表面引起的帶鋼起皮;鋼坯卷入保護渣、板坯表面氧化鐵皮軋入導致的起皮等。其中鑄坯卷渣引起的起皮缺陷位置不固定,無規律性,一般沿軋制方向呈長條狀,根據卷入保護渣的輕重程度,起皮缺陷薄厚不均,嚴重時帶鋼會出現折疊及孔洞缺陷,起皮缺陷內部存在宏觀可見的白色或黑色夾雜物。
某廠生產鋁鎮靜鋼Q235B 熱軋帶鋼表面出現大面積起皮現象,這種大面積起皮缺陷不僅影響帶鋼外觀,且影響產品質量,造成帶鋼降級、生產成本增加。為解決此類問題,對起皮缺陷的帶鋼取樣,通過金相顯微鏡、掃描電鏡、能譜儀等方法對帶鋼起皮缺陷部位進行檢測。本文根據上述檢測結果對該廠Q235B 熱軋帶鋼表面起皮缺陷產生原因進行了研究分析,并提出相應的控制措施。
1 Q235B熱軋帶鋼起皮缺陷特征分析
1.1 Q235B熱軋帶鋼起皮缺陷宏觀形貌
Q235B 熱軋帶鋼典型起皮缺陷宏觀形貌如圖1所示。起皮缺陷無規律分布在上板面,呈現舌狀,與軋制方向平行,部分起皮僅根部與基體相連。

圖1 起皮缺陷宏觀形貌
1.2 Q235B熱軋帶鋼起皮缺陷微觀檢驗分析
在帶鋼尾部取樣,使用剪板機垂直缺陷長度方向取樣,使用切割機切割后再利用鑲嵌機進行鑲嵌,研磨拋光后,使用4%硝酸酒精腐蝕截面,在Axio Observer 3 materials 顯微鏡下對缺陷金相組織進行觀察。經觀察,起皮組織無異常,與基體組織無明顯差異,起皮在橫截面上具有一定深度,深度為808.86μm,在起皮與基體之間存在夾雜物及球形不明成分夾雜物,如圖2所示。
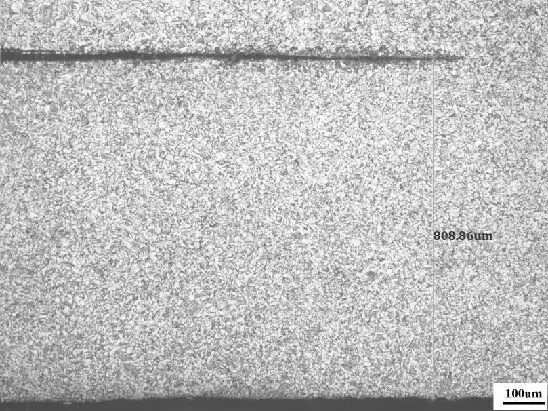
圖2 起皮處的形貌
在SEM 下對缺陷進行觀察,并使用EVO15 進行定性成分分析(如圖3 所示),條狀夾雜物主要含有C、O、Mg、Al、S、Ca、Mn、K、Na 和Fe 元素,而典型保護渣成分含有Mg、Al、Ca、Na,由此可知該類夾雜物成分與典型保護渣成分一致,因此可以確定,此缺陷是由連鑄過程卷入保護渣造成[1]。
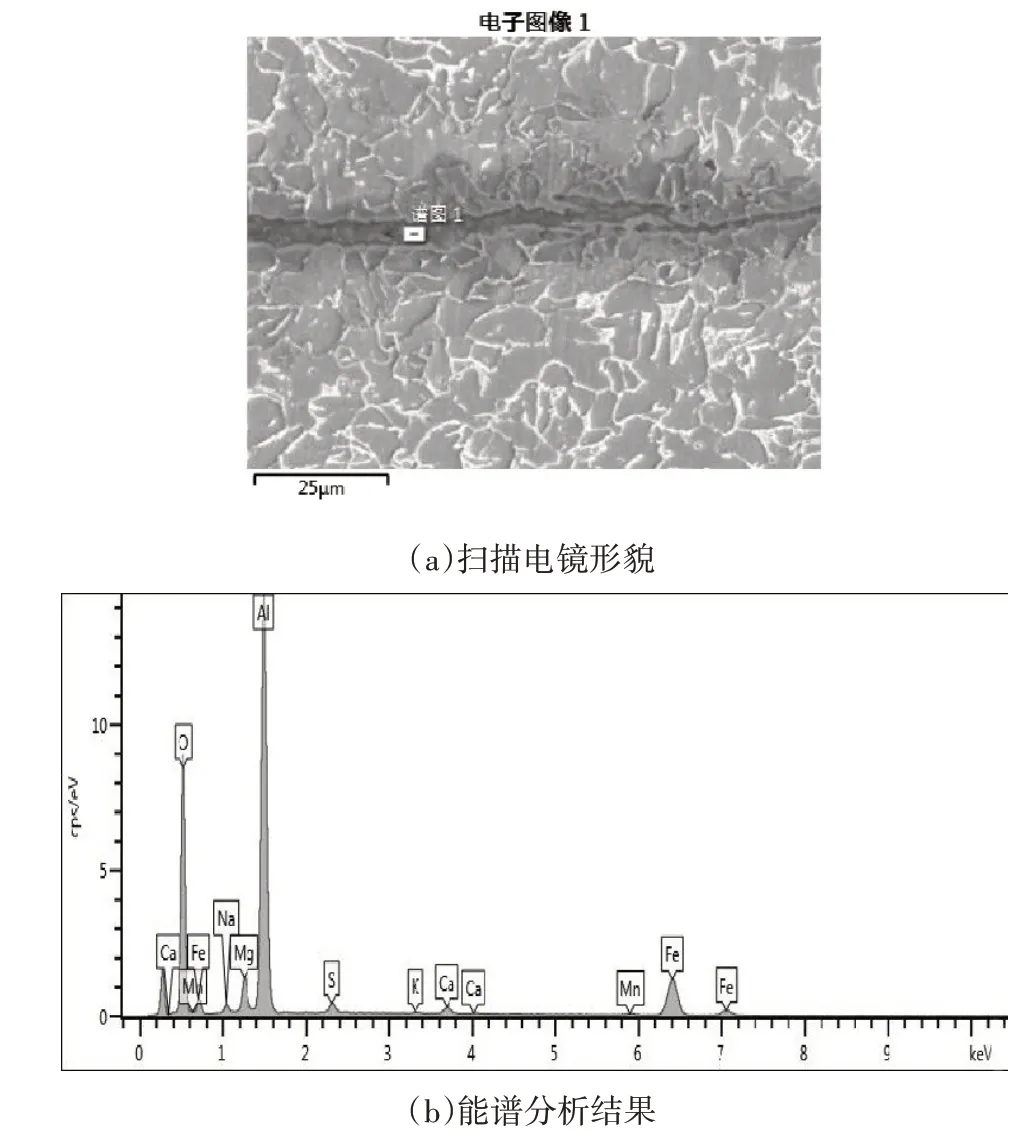
圖3 條狀夾雜物能譜分析結果
對球形不明成分夾雜物進行成分分析,發現其中含有C、O、Al 和Fe 元素(如圖4 所示),由此可以確定球形不明成分夾雜物為連鑄生產過程中浸入式水口結瘤形成的簇狀Al2O3,水口結瘤主要是由于鋼水脫氧合金化產生高熔點Al2O3夾雜過多或澆鑄過程中鋼水的二次氧化Al2O3增加造成的[2]。

圖4 球狀夾雜物能譜分析結果
通過上述檢驗結果,可以確定此缺陷是由連鑄過程中保護渣卷入和Al2O3形成的復合夾雜造成的,而在后續熱軋過程中無法消除。
2 Q235B熱軋帶鋼起皮形成原因分析
2.1 卷渣原因分析
保護渣屬于硅酸鹽、硅鋁酸鹽類夾雜物,這類夾雜物塑性較差,在軋制過程中被軋碎,大量夾雜的存在破壞了基體連續性,形成起皮缺陷。因此必須要控制連鑄過程保護渣的卷入。經現場觀察和分析鑄坯卷渣原因主要有以下幾方面)
(1)保護渣的理化性能不能滿足連鑄生產工藝,保護渣黏度和熔點不符合生產要求,會導致保護渣結塊而引起保護渣卷入鋼水。
(2)連鑄工藝設計與生產不符或連鑄工藝參數變化大,會引起保護渣卷入鋼水,比如拉速控制時大時小或拉速波動大,容易造成結晶器內液面不穩定,引起保護渣卷入鋼水。
(3)浸入式水口插入位置不當引起保護渣卷入鋼水。 浸入式水口插入過深,水口位置不正或形狀不合理,均會導致結晶器內流場不合理,容易造成卷渣問題。
(4)吹氬操作不當引起保護渣卷入鋼水。連鑄過程中間包水口一般都要進行吹操作,氬氣是惰性氣體,不與鋼中成分反應,可以防止空氣進入造成二次氧化。在實際生產過程中氬氣的流量是很難控制準確的,當氬氣吹入流量過大時,會在結晶器窄面周圍出現保護渣卷入情況,這主要是由于結晶器中氣-液上升流是沿結晶器窄面進行的,在上升過程中會撞擊彎月面而改變方向,往水口方位流,因為界面張力的作用,會使保護渣隨同鋼液一起流動,當保護渣的黏度不符合要求時,保護渣會隨著鋼液回流到鋼液里面[3],導致保護渣卷入坯殼。
2.2 水口結瘤原因分析
崔學正等[4]認為,界面張力產生的吸引力會引起Al2O3顆粒之間發生接觸,由于界面張力的存在,使顆粒之間維持接觸狀態,并發生燒結反應,最后產生水口結瘤。
在煉鋼生產過程中,造成水口結瘤的原因主要是鋼水長時間接觸水口內壁,與水口中的耐火材料反應使水口表面粗糙,粗糙表面為后續吸附夾雜提供基礎條件。在澆注過程中鋼水會生成以固態小顆粒Al2O3為主的二次氧化產物,這些小顆粒Al2O3(直徑<20μm)在流體動力學和固液界面的物理和化學條件作用下,在通過中間包進入浸入式水口和塞棒時,會吸附和富集在水口內腔和塞棒頭,最終形成“結瘤”[5]。
3 改進措施
3.1 減少卷渣的措施
3.1.1 減少結晶器液面波動
(1)穩定拉速,避免拉速瞬間變化大導致鋼流碰撞結晶器窄面造成卷渣。
(2)控制水口氬氣吹入流量,使塞棒氬氣供氣壓力控制在5~10MPa之間,以較少夾渣發生幾率[6]。
(3)在保護渣潤滑性符合生產要求的情況下,調整保護渣的化學成分,使保護渣黏度和熔化速度適當提高,同時降低保護渣表面張力,鋼渣界面張力提高,可以使保護渣沿結晶器四壁均勻、穩定地流入,并使吸附上浮夾雜物的能力提高[7]。
(4)采用結晶器液面控制系統,提高結晶器液面穩定性,可使液面波動控制在±5mm,防止卷渣。
3.1.2 中間包水口對中
保證水口對中精度,避免使結晶器中鋼水產生偏流,引起液面翻卷,使連鑄坯表面產生夾渣缺陷。
3.1.3 合理的水口插入深度
保證合適的水口插入深度,避免結晶器液面產生較大波動,使連鑄坯產生嚴重表面夾渣缺陷。
3.2 減少水口結瘤的措施
3.2.1 改善鋼水的純凈度
鋼水潔凈度太低,說明鋼水中固體夾雜物總量高,導致鋼水黏度增加,在造成鋼水流動性變差的同時,而且也會使固態高熔點夾雜物的絕對濃度增大,為浸入式水口結瘤提供有利條件[8]。因此,降低流經浸入式水口中鋼水的夾雜物總含量,可有效減少水口結瘤物。主要方法有:
(1)控制脫氧鋁加入量;
(3)鈣處理鋼水,使固態高熔點的Al2O3轉化為低熔點的鈣鋁酸鹽(主要是12CaO·7Al2O3);
(3)向水口或塞棒吹氬攪拌,促使脫氧產物上浮[9]。
3.2.2 改善水口材質
當水口粗糙度≤0.3mm[10],粘性層下面保護層起作用,因此,為減少浸入式水口結瘤,水口的工作面越光滑越有利。可以根據澆注鋼種選擇浸入式水口材質,Q235B 這種普碳鋼,一般選擇石墨高鋁質浸入式水口。
4 結語
本文依據起皮缺陷部位檢測結果,對Q235B 熱軋帶鋼典型起皮缺陷成因進行了研究,明確了起皮缺陷產生的原因,并對煉鋼和連鑄關鍵工藝提出了優化改進建議。
(1)金相組織、掃描電鏡及能譜分析結果表明,Q235BL 熱軋帶鋼起皮缺陷主要由連鑄過程卷渣及水口結瘤引起的。
(2)保持連鑄機結晶器液面穩定、提高水口對中度及采取合適的插入深度、保證保護渣的合理使用等措施,可有效減少卷渣引起的連鑄坯表面缺陷。
(3)提高鋼水潔凈度、改善水口材質可有效防止Al2O3在水口內表面堵塞沉積、脫落在鑄坯中形成大顆粒夾雜物。
(4)生產實踐表明,通過對煉鋼和連鑄生產關鍵工藝的優化改進,鑄坯表面質量得到有效改善,熱軋帶鋼起皮缺陷發生率由12%降到5%。
