鈦合金板翅式散熱器釬焊的研究進展
2022-07-02 06:46:52鐘素娟龍偉民方乃文
電焊機 2022年6期
鐘素娟,劉 攀,秦 建,司 浩,龍偉民,2,方乃文
1.鄭州機械研究所有限公司 新型釬焊材料與技術國家重點實驗室,河南 鄭州 450001
2.中機智能裝備創新研究院(寧波)有限公司,浙江 寧波 315700
3.哈爾濱焊接研究院有限公司,黑龍江 哈爾濱 150028
0 前言
鈦合金材料因具有超高的比強度、優良的耐熱性以及良好的耐蝕性,被廣泛應用于航空航天、航海、化工、冶金和醫療等領域[1]。在諸多采用鈦合金材料制備的工件中,鈦合金換熱器作為海洋、航空航天高端裝備動力與環控系統的核心部件,其設計與制造水平制約著國家重大裝備動力系統的發展。雖然我國作為繼英、美、日之后第四個自主研發板翅式散熱器的國家,在板翅式散熱器的設計理論、制造工藝、應用研究等方面發展迅速,但在高端鈦合金板翅式散熱器制造技術方面仍存在被卡脖子的現象,尤其是在大尺寸、耐高壓、大載荷、強振動、高溫腐蝕等極端服役的高效鈦合金換熱器制造方面短板突出,嚴重制約了其在航空航天、海洋裝備等領域的應用需求。
釬焊是將工件加熱到釬料熔化溫度而母材不熔化,通過釬料與母材的擴散與溶解形成永久性連接的焊接方法,因其具有焊后變形小、能同時焊接多條形狀復雜焊縫等優點,被廣泛地應用于板翅式散熱器的生產制造中。釬焊技術、釬焊設備及釬焊材料是影響鈦合金板翅散熱器釬焊制造的三個核心因素,本文主要圍繞這三個核心因素,針對近些年來國內外學者對于鈦合金板翅散熱器釬焊方面的研究內容進行綜合評述,旨在為國內高端鈦合金板翅式散熱器的后續制造提供參考。
1 板翅式散熱器及其設計
板翅式散熱器最早由英國Marston Excelsior公司研發制造,經過多年的應用與發展,目前已在各行各業得到廣泛應用。由于板翅式散熱器具有優秀的傳熱效率、復雜的內部結構與制造工藝,世界各國學者對其進行了持續不斷的研究[2]。
板翅式散熱器基本上由翅片、隔板、封條、導流片等零部件組成,翅片放置于隔板之間,并加上導流片與封條組成一個夾層,將許多個夾層按照流體流通的不同方式整體釬焊起來組成板束。其幾何結構如圖1所示。

圖1 板翅式散熱器幾何結構[3]Fig.1 Description of PFHE geometry[3]
相比于其他散熱器,翅片的存在使得板翅式散熱器具有擴展的二次傳熱表面,在導熱過程中,一次導熱由隔板進行,除此之外,熱量還會沿著翅片表面高度方向傳遞,由于翅片高度遠大于翅片厚度,所以在翅片高度方向上形成近似均質細長導桿的導熱類型[4]。作為板翅式散熱器的核心部件,翅片的長、寬、高尺寸以及雷諾數(Re數)與翅片的類型對整體換熱速率與阻流有較大的影響[5],翅片組成的流道及其布局如圖2所示。

圖2 流道布局示意[3]Fig.2 Schematic overview of the layout of a flow passage[3]
在板翅式散熱器設計方面,由于板翅式散熱器具有復雜的內部結構,所以其內部流體的流動與傳熱分析相對復雜,從而導致其理論設計尤為困難,包括翅片的設計、表面特性、通道的分配、傳熱機理的研究等難點內容[6]。板翅式散熱器的主要設計流程包括理論分析、試驗研究、優化設計、工藝改進等方面,理論設計主要利用CFD(Computational Fluid Dynamics)技術,通過在合理的傳熱數值模型基礎上進行大量的理論計算,與實際試驗結果相互比對,分析翅片結構、流道機構等設計的合理性,利用遺傳算法、混合算法等算法進行優化設計,改進工藝,最終獲得性能優異的板翅式散熱器[7]。
2 鈦合金板翅散熱器釬焊方法
釬焊方法的進步與完善在板翅式散熱器制造工藝的演變過程中無疑起到了至關重要的作用。在20世紀30年代英國Marston Excelsior公司利用浸漬釬焊方法制造了銅合金板翅換熱器,緊接著美國、日本、蘇聯也相繼開始了板翅式散熱器的研究與制造,我國早期制造板翅散熱器的方法為空氣爐釬焊法,此時換熱器材料多為銅材、鋁材等。隨著國內釬焊技術的進步,一段時間內國內的主流釬焊方法為鹽浴釬焊法,伴隨著換熱器制造材料的進步,其應用領域也越來越廣。由于鈦合金具有輕質、高強、耐蝕等優點,鈦合金散熱器已成為現階段高端裝備動力與環控系統的核心部件,到目前為止,真空釬焊方法因其獨特的優點已經成為鈦合金板翅散熱器的主流釬焊方法[8]。
早期用于生產鋁合金板翅散熱器的鹽浴釬焊法屬于浸沾釬焊,是通過將焊件浸入鹽混合物溶液中,依靠液體介質的熱量來完成釬焊過程,具有成本高、能耗高、工作環境差等缺點,在板翅散熱器的生產過程中已逐漸被真空釬焊所替代[9]。
真空釬焊法是將裝配好焊料的焊件放置于真空爐中進行釬焊的焊接方法,工件表面氧化物在高溫和高真空的共同作用下被去除,特別適合釬焊面積大、焊縫多的工件[10]。真空釬焊所用工具稱為真空釬焊爐,其主體主要由爐體、真空系統、水冷系統、充氣系統、電氣控制系統等組成,高性能的設備是保證釬焊質量的前提,研究綜合性能更為出色的真空釬焊設備對于提升鈦合金板翅式散熱器的釬焊質量與尺寸具有重大意義。
在真空爐電氣控制系統上,暴翔等人[11]采用日本歐姆龍CP1H系列PLC實現了除裝配、卸載材料以外的全自動工作,并增加了負載檢測功能,在保證工件的溫度一致性的同時,還實現了數據報表存儲打印、曲線顯示等功能,大大提升了釬焊的良品率。
當釬焊工件尺寸較大時,真空爐內釬焊溫度的均勻性對工件整體釬焊質量影響較大。梁佰強等人[12]通過ANSYS模擬軟件對高真空釬焊爐進行溫度場分析,通過建立一種三維瞬態非線性熱分析模型獲得了爐內不同位置工件的溫度變化曲線,達到可視化分析的目的,從而為釬焊工藝的設定與優化提供一定的參考價值,經實驗對比,仿真結果與測量結果誤差很小,與實際焊接情況較為符合。
在實際釬焊過程中,真空爐內總是存在著熱量的損失,爐腔幾何結構如圖3所示,其中絕熱層的厚度對熱量的損失有較大的影響。Badshah等人[13]通過數值模擬不同厚度隔熱層對溫度與熱流傳導的影響,并將模擬結果與試驗數據相互對比驗證,發現當絕熱層厚度為40 mm時,爐體保溫效果良好,計算結果與試驗結果誤差在1.5%~5.0%之間,通過數值模擬計算方式能夠有效地預測并優化真空爐的保溫隔熱系統的傳熱行為。采用數值模擬和建模技術一定程度上可代替實際試驗方法,節省了設計階段的時間和成本,并為真空爐的優化改進提供了一定的理論依據。

圖3 現有熔爐的幾何結構[13]Fig.3 Geometric configuration of the existing furnace[13]
Litvintsev等人[14]針對大型真空爐內的熱交換問題建立了一個可供模擬研究使用的數學模型,通過優化模型能夠在計算能力相對較小的計算機上以可接受的精度解決電爐中的熱交換問題,并借此達到對爐內的溫度狀態進行預測與控制的目的,以確保爐中發生物理和化學過程的條件符合技術要求。
在真空釬焊設備中,溫度控制是其工作的核心要素。學者們對真空釬焊設備在工作過程中溫度場的變化進行了大量研究,研究內容主要集中在溫度傳導數學模型的建立與優化,并由數學模型來完成仿真模擬的分析,借助模擬結果反饋到實際生產過程中,完成對利用真空爐釬焊時的參數優化,從而最終達到提升釬焊質量的目的。
3 釬焊工藝
國內外學者對真空釬焊鈦合金材料做了大量研究,為真空釬焊鈦合金板翅散熱器提供了豐富的理論知識,其中合適的釬焊工藝對獲得優質的釬焊接頭十分重要。影響鈦合金真空釬焊接頭質量的工藝因素主要有:釬焊溫度、保溫時間、接頭間隙、真空度等。如何綜合考慮并分析各因素對鈦合金真空釬焊過程的影響對獲得優秀的釬焊接頭至關重要。
釬焊溫度與保溫時間主要通過影響釬焊過程中各組分之間的擴散與溶解等物理化學反應的進行程度來影響釬焊接頭的組織與性能。梁海[15]分別采用純銅釬料和Ti基釬料真空釬焊TA2鈦合金熱交換器。在純銅釬料釬焊過程中,釬焊工藝參數為釬焊間隙0.01 mm,在960℃下保溫60 min,實驗結果顯示釬縫組織分為三個區域,經Ti-Cu合金相圖與能譜分析,釬縫中間層為Ti2Cu+TiCu的金屬間化合物組織,使接頭塑性降低。針對上述情況,適當地延長保溫時間,使共晶液相充分地擴散與溶解,讓Cu-Ti共晶點成分偏向富Ti端,從而減少中間層化合物組織的殘留,進而達到提高接頭力學性能的目的。
當選用Ti基釬料釬焊時,接頭組織分布均勻。王剛等人[16]選用Ti-Zr-Ni-Cu粉狀釬料真空釬焊TC4鈦合金,經實驗檢測后發現在950℃下保溫30 min時,接頭高溫(600℃)抗拉強度最高可達387 MPa。合適的釬焊溫度和保溫時間可以讓各組分間更為充分地擴散、溶解與反應,并使界面金屬間化合物層的厚度適中,從而起到提升釬焊接頭力學性能的效果。
趙朋舉等人[17]采用Ti基釬料真空釬焊TA15,通過觀察不同釬焊溫度與保溫時間的釬縫顯微組織形貌,綜合分析后得出組織變化趨勢如圖4所示。釬縫組織中的α相會逐漸形成針狀、板條狀和塊狀。隨爐緩冷時,過冷度較小,α相晶核優先在母材晶界上形成,在釬焊溫度與保溫時間處于較低水平時,顆粒狀α相在溫度梯度的影響下生長為針狀,當溫度升高或保溫時間延長時,針狀α相不斷生長與中心α相聯合出現貫徹焊縫的板條狀,此時α相與β相分布比較均勻,接頭力學性能表現良好,當溫度進一步升高或保溫時間進一步延長,釬縫組織變為β相殘存在于針狀、片狀和塊狀α相之間,并且α相逐漸粗化,使接頭性能降低。

圖4 界面組織演變示意[17]Fig.4 Schematic diagram of the evolution of interface organization[17]
A.Elrefaey 等人[18]用 AgCuInTi釬料真空釬焊純鈦時,發現在釬焊溫度一定時,隨著保溫時間的延長,釬縫組織會發生明顯的變化,如圖5所示。在釬焊溫度為750℃時,保溫5 min,釬縫中存在大量的灰白色銀基固溶體A,C為富Cu的Cu2TiIn金屬間化合物;當保溫時間達到90 min時,由于大量的Cu和In與Ti形成了金屬間化合物相,導致Ag固溶體區域顯著縮小,并經實驗發現,試樣斷口主要位于Ag基固溶體處。
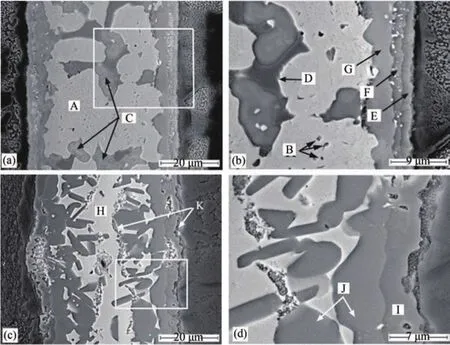
圖5 AgCuInTi釬料真空釬焊純鈦的釬縫組織[18]Fig.5 Brazing seam structure of pure titanium Vacuum Brazed with AgCuInTi solder[18]
由上述內容可知,釬焊工藝條件對釬縫的組織與性能有著明顯的影響。隨著釬焊溫度與保溫時間的改變,釬焊過程中釬料與母材相互作用的程度也隨之變化,導致釬焊接頭顯微組織與結構發生明顯變化,進而影響接頭性能。尤其是在板翅式鈦合金換熱器的焊接中,由于鈦合金母材較薄,焊縫數量多,更要注重釬焊工藝的設計與優化,從而在選用的工藝條件下使釬料與母材充分地溶解與擴散,形成外觀潔凈、性能可靠的釬焊接頭,而又不使釬縫顯微組織發生明顯粗化導致接頭力學性能受損。
4 釬焊材料
釬料作為釬焊過程中的填充金屬對釬焊接頭的形成具有十分重要的作用,合適的釬料應具有優良的潤濕填縫能力以及良好的力學性能。在鈦及鈦合金釬焊中,可選用的釬料種類繁多,從釬料基礎成分上可分為銀基釬料、鋁基釬料、鈦基釬料等類別。
4.1 銀基釬料
銀基釬料因具有較低的熔點、優良的潤濕性以及相對較高的強度被廣泛應用于鈦及鈦合金的釬焊[19]。適用于鈦合金釬焊的銀釬料一般以純銀釬料、銀銅釬料為基體材料,并向其中加入如Li、Ni、Mn、Al等金屬元素,但由于Li、Mn等元素蒸汽壓較高,在真空中極易揮發,不適用于真空釬焊。
Peng等人[20]研究了用Ag箔真空釬焊TC4鈦合金,釬焊溫度為1 000℃維持10 min,并在800℃進行擴散處理,根據試驗結果分析:釬縫組織主要為α+β的層狀結構與Ti-Ag金屬間化合物,由EPMA與TEM結果得知IMC主要由附著在Ti2Ag上的針狀和微米級的TiAg顆粒相,以及一些顆粒結構的Ti2Ag組成。隨著高溫擴散時間的延長,界面反應層逐漸向釬縫中心移動,IMC由針狀向球狀轉變,并且數量減少,在800℃下保溫120 min時接頭抗拉強度最高可達864.5 MPa。在整個冷卻凝固過程中主要發生了L→TiAg+(Ag)與(β-Ti)→(α-Ti)+Ti2Ag兩種反應,最終釬縫的成分為[(Ag)+TiAg]共晶+(β-Ti)+[(α-Ti)+Ti2Ag]共析。
Joachim Gussone等人[21]研究了Ag28Cu釬料在820℃下保溫10 min真空釬焊4種不同的鈦合金材料(Ti-CP2,Ti-CP4,Ti64,Ti6242),其接頭顯微組織如圖6所示,結合EDS分析結果可知,每種接頭界面處都存有金屬間化合物層,除圖中所示的化合物外,在釬縫富銀相中也分布有其他金屬間化合物,在Ti-CP2和Ti-CP4中主要是Ti3Cu4,在Ti64和Ti6242中主要為TiCu2Al。此外在Ti6242接頭金屬間化合物中都發現了Zr的存在,并且在富Al化合物中含量最高。在Ti-CP2接頭拉伸試驗中,斷裂處位于TiCu與Ti2Cu界面處;而在Ti-CP4與Ti64中,在TiCu中出現穿晶斷裂現象;在Ti6264拉伸試驗中,裂紋沿著富銀相發展。拉伸強度由高到低分別為Ti6242接頭、Ti64接頭、Ti-CP4接頭、Ti-CP2接頭,由于界面處微觀組織結構差異并不顯著,推測其強度可能與鈦合金基材的成分有較大關系。
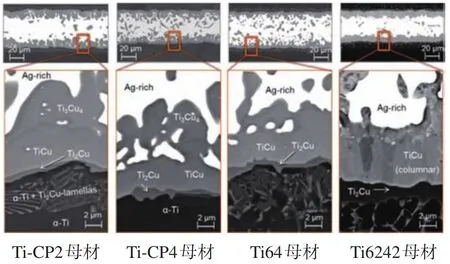
圖6 釬焊區域的SEM顯微照片[21]Fig.6 SEM micrographs of the brazing region for all investigated compounds[21]
楊靜等人[22]研究了Ag95CuNiLi釬料對鈦合金的釬焊性。潤濕試驗結果表明,釬料對鈦合金潤濕性較強,并且在釬縫中鈦合金側形成了共晶組織,這是由于焊后冷卻時,鈦合金界面處會形成α型針狀組織,與沿鈦合金晶間擴散的釬料組分一同形成共晶組織的特征。Li元素的加入能降低釬料熔點,并因其具有強烈的還原性能有效去除母材表面氧化膜,但是在真空中Li極易揮發,所以含Li釬料一般不適用于真空釬焊。
4.2 鋁基釬料
鋁基釬料因為熔點低,一般低于鈦合金β轉變溫度,并且與鈦基體相互作用小,所以適宜鈦合金散熱器、鈦蜂窩與板層結構的釬焊,且Al與鈦基體相互作用小,在釬焊過程中不會因為Ti過飽和而形成大量脆性金屬間化合物,但是鋁基釬料釬焊接頭剪切強度較低,一般低于100 MPa。
Takemoto等人[23]研究了純鋁及金屬元素對鋁釬料釬焊鈦與鈦接頭顯微組織及性能的影響。在680℃保溫3 min的焊接條件下,純鋁釬料的金屬間化合物層最厚,在所添加的各種金屬元素對金屬間化合物層厚度的影響中,Ni的作用最為微弱,Si作用最為明顯。進一步研究Si對Al釬料的影響,發現Al-0.8Si釬料效果相對較好,推測Si溶解到Al3Ti中會抑制其生長,并且與純鋁釬料相比較,Al-0.8Si釬料釬焊接頭具有更好的耐熱性。Sohn等人[24]研究了Al-10Si-1Mg釬料真空釬焊CP-Ti和Al1050,在620℃下保溫不同時間,發現釬焊接頭剪切強度隨著保溫時間的延長呈現先增加后減小的趨勢,最高剪切強度為84 MPa,是在保溫25 min條件下獲得的。通過觀察接頭微觀組織得知,接頭強度的降低是由于在鋁母材側界面處形成了微孔缺陷。
Eckartd等人[25]研究了多種鋁基釬料釬焊CP-Ti與TC4,其中TiBrazeAl-635(Al-4.2Cu-1.5Mg-0.5Mn-0.5Si)在兩種母材上都表現出優良的潤濕性,并且真空釬焊時,接頭剪切強度最大可達140 MPa,在釬縫微觀組織中,界面處存在金屬間化合物層,EDS顯示該層可能是Al3Ti金屬間化合物,并且這種金屬間化合物呈離散結構向接頭中間延伸。該層的厚度約為5~15 μm,并且在TC4接頭中的厚度往往大于CP-Ti。經試驗證明,這種不連續的金屬間化合物層表明TiBrazeAl-635具有優良的機械性能。
4.3 鈦基釬料
在鈦基釬料的研究中,早期主要以添加Cu、Ni等能與Ti形成共晶的元素來降低釬料整體的熔點,形成了一系列以Ti-Cu-Ni為基礎的釬料。Zr能在Ti中無限固溶,是鈦合金的主要強化元素之一;此外,向基礎釬料中加入少量的稀土元素對接頭性能也有明顯的改善。近些年來,鈦基釬料因具有更高的強度、耐蝕性與耐熱性被諸多學者持續研究。
Song等人[26]采用Ti-28Ni釬料真空釬焊Ti60合金與TiAlNb合金,在1 040℃保溫10 min時釬縫顯微組織及元素分布如圖7所示,焊縫整體分為4個區域:Ⅰ區為擴散區,Ni元素向Ti合金母材擴散,由于Ni元素為β相穩定元素,會降低β相轉變溫度,促使α向β轉變,最終冷卻形成板層狀的α+β組織;Ⅱ區主要成分為Ti2Ni金屬間化合物;Ⅲ區主要成分為α-Ti加少量Ti2Ni;Ⅳ區由于靠近TiAlNb側,形成了Ti3Al化合物。隨著釬焊溫度的升高,Ni擴散加劇,導致Ti2Ni和Ti3Al相的消失,有利于接頭性能的提升,在1 080℃下釬焊10 min,接頭剪切強度可達140 MPa。
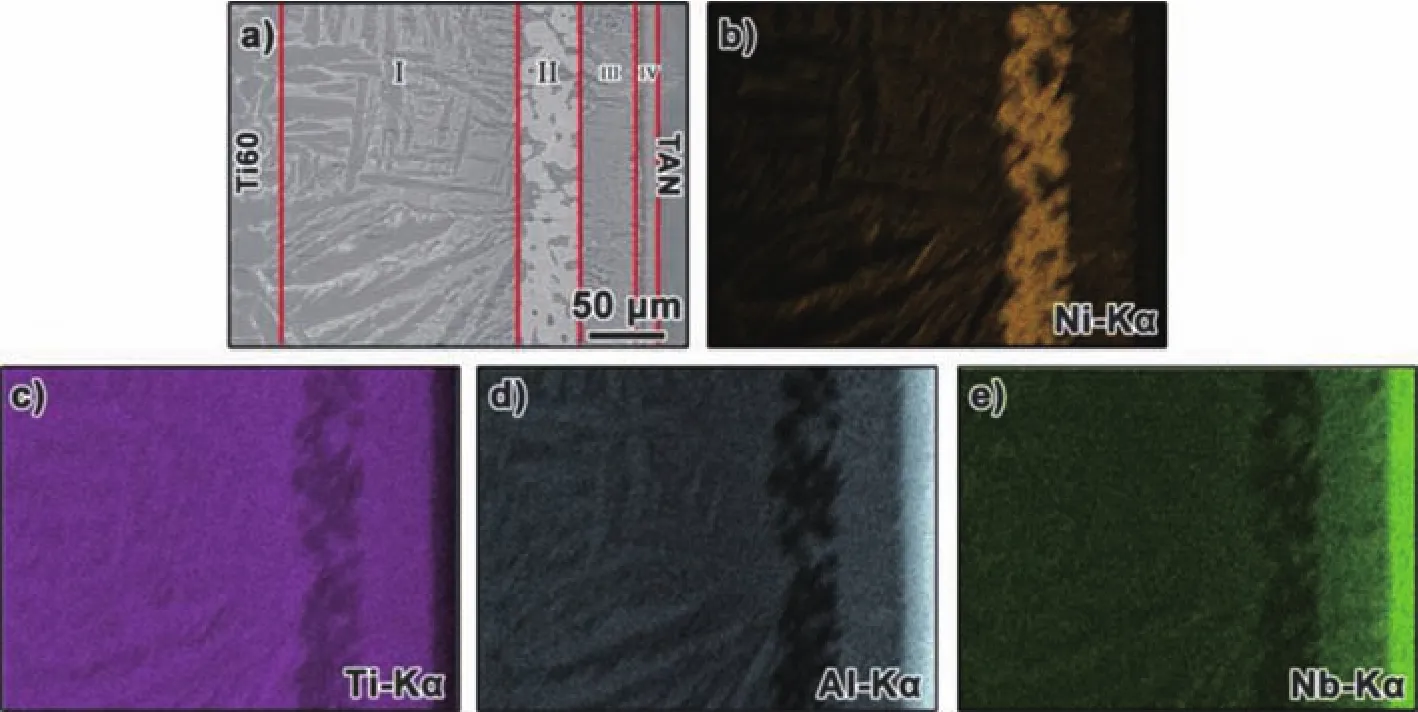
圖7 Ti60/Ti-28Ni/TAN接頭在1 040°C下釬焊10 min的典型界面顯微組織及元素分布[26]Fig.7 Typical interfacial microstructure of Ti60/Ti-28Ni/TAN joint brazed at 1 040 °C for 10 min and the corresponding element distribution maps[26]
傳統理論認為當鈦基釬料中Cu、Ni成分含量較高時,會與Ti形成大量的脆性化合物,進而影響釬焊接頭的力學性能[27]。Pang等人[28]通過向原始釬料中添加多種組分來減少Ti基釬料中Cu、Ni的含量,由此制備出成分為Ti50Zr27Cu8Ni4Co3Fe2Al3Sn2Si1的新型鈦基非晶釬料并真空釬焊TC4鈦合金,對釬縫顯微組織進行分析,發現釬縫組織主要由α-Ti、β-Ti、富Ti-Zr相以及少量的脆性金屬間化合物組成,試樣剪切強度遠高于用其他高Cu和高Ni含量釬料釬焊的接頭強度,可達(413±11)MPa。相比于常規的釬料設計方法,這種多組分的非晶合金釬料的設計方法對未來新型鈦合金釬焊用釬料具有一定的參考價值。
Jing等人[29]研究了Zr元素的含量對鈦基釬料釬焊TC4鈦合金釬焊接頭性能的影響,隨著Zr含量的增加,TiZrCuNi系釬料潤濕性提高,并且Zr作為β相穩定元素,易溶入β相,促進β相的生長,隨著Zr含量減少,魏氏組織中β相的寬度變窄,從而起到細晶強化的作用,提升接頭強度。當Zr元素含量過高,由于Ti與Zr能無限互溶,使界面處Zr大量聚集,導致各元素偏析于界面處形成脆性的金屬間化合物,影響接頭性能。
在對Zr含量對釬焊接頭顯微組織與性能的進一步研究中,Jing等人提出了一種釬料設計模型,該模型主要通過模擬釬料合金中晶體單元的結合強度,來模擬計算釬料合金的強度與硬度,通過該計算模型預測了TiZiCuNi系釬料合金中Zr元素的最佳含量為17%~19%,在試驗中利用Ti-(17-19)Zr-15Cu-15Ni真空釬焊TA15,釬焊溫度為920℃,在釬縫顯微組織中沒有發現金屬間化合物的存在,隨著保溫時間的延長,層狀β相的寬度隨之增加,釬縫整體微觀組織無明顯變化,呈魏氏組織形貌,并且拉伸試驗都斷裂于母材上,由此推測釬料合金中合適的Zr含量能抑制其他金屬間化合物的形成[30]。
目前,通過向釬料中加入稀土元素是改善釬料性能的常用方法。在金屬材料中添加微量稀土會顯著改善其物理性能、化學性能和力學性能[31]。He等人[32]通過向傳統Ti-15Cu-15Ni釬料中添加稀土元素Dy,并以此真空釬焊TC4鈦合金,釬縫顯微結構可分為兩個區域,Dy元素與Cu、Ni具有很高的親和性,其會限制釬焊過程中Cu、Ni元素向TC4母材的擴散,使大量的Ti、Cu、Ni匯聚于釬縫中心處,形成金屬間化合物層,當Dy添加量為0.4wt.%時,釬縫中出現了未熔解的Dy顆粒,其作為表面活性物質匯聚于固液界面前沿,造成應力集中,影響接頭性能。在1 020℃保溫10 min的工藝條件下,在Dy添加量為0.05wt.%時,接頭剪切強度比未添加Dy時高24.6%,為776.9 MPa。
5 存在的問題與展望
5.1 存在的問題
綜上所述,雖然目前國內外針對鈦合金真空釬焊做了大量研究,但在釬焊設備、釬焊技術、釬焊材料方面仍然存在著較多的問題。
(1)在釬焊技術方面,大尺寸、復雜結構鈦合金板翅式換熱器成品率較低,需進一步研究高效、高可靠的釬焊技術。
(2)在釬焊設備方面,現有的釬焊設備難以滿足高端裝備向高參數化和大型化發展,制約了產品的質量和生產效率。
(3)對于釬焊材料的研究,雖然適用于鈦合金釬焊的釬料種類形式多樣,但是銀基釬料耐高溫性差,鋁基釬料接頭強度低,鈦基釬料雖然具有較高的接頭力學性能與良好的耐熱性和耐蝕性,但是鈦基釬料極易與母材過度反應,導致母材熔蝕、脆性增加,嚴重損害釬焊接頭性能,因此亟待開發研制適宜的釬焊材料。
5.2 發展方向
(1)開展新型釬焊設備研究,研制多熱源加熱真空釬焊爐。針對現存問題,開展大型電阻極速生熱與輻射加熱雙熱源真空釬焊設備的研發,利用雙熱源耦合作用快速加熱原理,實現對大尺寸鈦合金板翅式散熱器的真空釬焊,提升釬焊質量與生產效率。
(2)開發新型釬焊材料。針對上述各種釬料存在的問題,結合原位選擇性合成技術,開發低熔點、低熔蝕、多形態的新型鈦基釬料。
(3)深入研究釬料與母材間冶金反應機理。通過構建釬料微觀組織演變的熱力學模型,聯合溫度、時間、壓力等多元參數,模擬預測鈦合金釬焊釬縫組織及界面行為,揭示釬料與釬焊工藝條件對焊縫組織演變及應力分布的內在聯系,形成高端鈦合金散熱器復雜構件可靠的釬焊成套工藝。
