熔融沉積成型筒形件的尺寸收縮特征研究*
2022-07-04 12:08:28王永周劉健南思豪習(xí)大潤劉善慧
制造技術(shù)與機(jī)床 2022年7期
關(guān)鍵詞:模型
王永周 劉健 南思豪 習(xí)大潤 劉善慧
(①陜西北人印刷機(jī)械有限責(zé)任公司,陜西 渭南 714000;②西安理工大學(xué)印刷包裝與數(shù)字媒體學(xué)院,陜西 西安 710054;③火星人廚具股份有限公司,浙江 海寧 310000)
作為目前應(yīng)用最為廣泛的3D打印技術(shù),熔融沉積成型具有成本低、成型材料范圍較廣、環(huán)境污染較小、設(shè)備及材料體積較小、原料利用率高和后處理相對簡單等優(yōu)點(diǎn),已廣泛應(yīng)用于教育、汽車、醫(yī)療、建筑、娛樂及電子等領(lǐng)域的概念建模、功能性原型制作、制造加工、最終用途零件制造和修整[1]。但是,由于熔融沉積的成型過程采用的耗材為熱塑性材料,絲材在整個(gè)打印過程中要經(jīng)歷“固體–熔體–固體”的兩次相變,較大的溫差不可避免地導(dǎo)致材料發(fā)生熱收縮,進(jìn)而影響打印件的尺寸精度[2]。打印件的尺寸收縮量不僅受噴頭溫度、層厚和打印速度等3D打印工藝參數(shù)影響,而且與零件形狀、尺寸以及填充率等結(jié)構(gòu)因素密切相關(guān)[3]。為了提高3D打印成型件的尺寸精度,國內(nèi)外學(xué)者主要從以下兩方面展開研究:一方面通過優(yōu)化工藝參數(shù)來減小尺寸偏差[4];另一方面根據(jù)經(jīng)驗(yàn)?zāi)P蛯Υ蛴∧P偷慕z寬和宏觀尺寸進(jìn)行補(bǔ)償[5]。祝洲杰等人采用綜合考慮理想輪廓線和材料收縮特性的尺寸補(bǔ)償模型對長方體的長和寬進(jìn)行補(bǔ)償,顯著降低了打印件的尺寸偏差[6]。但是,內(nèi)孔的收縮量明顯大于外觀尺寸的收縮量[7],采用現(xiàn)有的補(bǔ)償方法進(jìn)行尺寸補(bǔ)償后,孔徑的尺寸誤差仍然較大。本文以筒形件為研究對象,對不同內(nèi)徑、壁厚和填充率的筒形件進(jìn)行熔融沉積成型試驗(yàn),對每組試樣的內(nèi)徑進(jìn)行測量,計(jì)算出其內(nèi)徑相對誤差,分析了筒形件結(jié)構(gòu)參數(shù)對其內(nèi)徑誤差的影響規(guī)律。應(yīng)用Minitab強(qiáng)大的非線性擬合能力,對計(jì)算出的內(nèi)徑相對誤差試驗(yàn)數(shù)據(jù)進(jìn)行了非線性回歸分析,得到內(nèi)徑相對誤差與筒形件結(jié)構(gòu)參數(shù)之間的函數(shù)關(guān)系,作為FDM筒形件內(nèi)徑相對誤差的預(yù)測模型,為其誤差補(bǔ)償方案的制定提供了重要依據(jù)。
1 全因子試驗(yàn)設(shè)計(jì)
采用全因子試驗(yàn)設(shè)計(jì)方法進(jìn)行試驗(yàn)設(shè)計(jì),筒形件的高度為30 mm,選擇內(nèi)徑、壁厚和填充率3個(gè)結(jié)構(gòu)參數(shù)為影響因素,每個(gè)因素取5個(gè)水平,共需進(jìn)行53=125組3D打印試驗(yàn)。因素水平取值如表1所示。
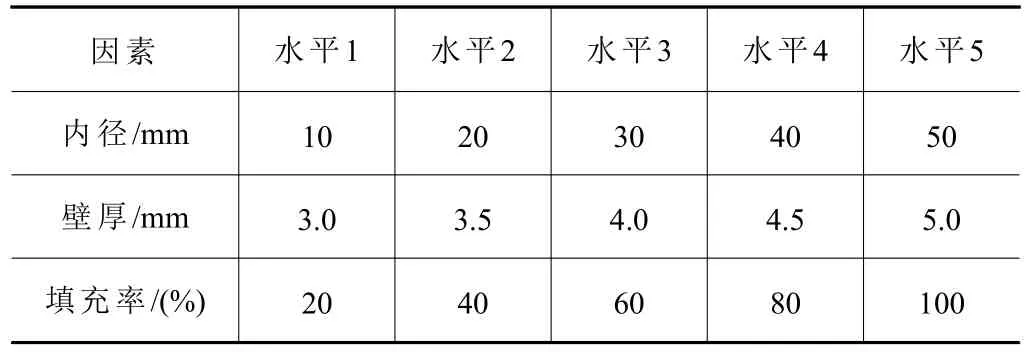
表1 因素及水平
FDM筒形件的尺寸收縮變化采用內(nèi)徑相對誤差作為評價(jià)指標(biāo),其計(jì)算方法如下:

式中:η表示試樣尺寸相對誤差;D0表示試樣的設(shè)計(jì)尺寸;D表示試樣的實(shí)際測量尺寸;當(dāng)η大于0,說明筒形件發(fā)生徑向收縮;反之,發(fā)生膨脹。
2 試樣的3D打印與尺寸測量
(1)應(yīng)用SolidWorks三維設(shè)計(jì)軟件繪制出不同內(nèi)徑和壁厚的筒形件三維模型,然后應(yīng)用Cura軟件對三維模型進(jìn)行填充和切片處理,最后應(yīng)用如圖1所示的Ultimaker 2+3D打印機(jī)完成筒形件的3D打印。打印耗材為珠海金駱駝科技有限公司生產(chǎn)的聚乳酸(PLA)絲材,直徑為3 mm。根據(jù)前期的工藝參數(shù)優(yōu)化結(jié)果,噴頭溫度、底板溫度、打印速度和分層厚度分別取200 ℃、50 ℃、60 mm/s和0.2 mm[8]。
圖1 試驗(yàn)所用的Ultimaker 2+3D打印機(jī)
(2)對每組試驗(yàn)所得試樣進(jìn)行標(biāo)號,用數(shù)顯式游標(biāo)卡尺(精度為0.01 mm)對每組試樣的內(nèi)徑尺寸沿高度方向進(jìn)行5次測量,并取平均值。
(3)根據(jù)式(1)計(jì)算得到每組結(jié)構(gòu)參數(shù)下打印試樣的內(nèi)徑相對誤差值[9]。
3 結(jié)果與分析
3.1 內(nèi)徑對筒形件尺寸收縮的影響
基于計(jì)算所得的125個(gè)試樣的內(nèi)徑相對誤差試驗(yàn)數(shù)據(jù),將3個(gè)結(jié)構(gòu)參數(shù)(內(nèi)徑、壁厚和填充率)中的一個(gè)參數(shù)固定,其他兩個(gè)參數(shù)作為影響因素,運(yùn)用MATLAB軟件繪制出內(nèi)徑尺寸誤差的三維散點(diǎn)圖,如圖2~4所示。圖2為不同內(nèi)徑下,內(nèi)徑相對誤差關(guān)于壁厚與填充率的三維散點(diǎn)圖。從圖2可以看出,當(dāng)內(nèi)徑從10 mm增大到50 mm時(shí),內(nèi)徑相對誤差的最大值在逐漸變小。總體來看,當(dāng)內(nèi)徑為10 mm時(shí),其內(nèi)徑相對誤差的平均值最大(2.71%),當(dāng)內(nèi)徑為50 mm時(shí),內(nèi)徑相對誤差的平均值最小(0.39%)。筒形件的直徑越小,打印每層所需的時(shí)間就越短。打印后一層時(shí),前一層還未完全凝固,后一層會對前一層產(chǎn)生擠壓作用,導(dǎo)致已沉積絲材被壓扁,因此筒形件的直徑就有所減小。相反,對于內(nèi)徑較大的筒形件,沉積相鄰兩層的間隔時(shí)間較長,前一層已沉積絲材的冷卻時(shí)間較長,抗變形能力增強(qiáng),因此絲材相互擠壓對宏觀尺寸的影響減弱。
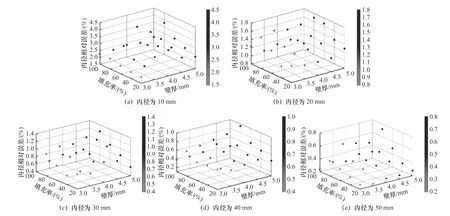
圖2 不同內(nèi)徑下打印件內(nèi)徑誤差的三維散點(diǎn)圖
圖3為不同壁厚下,內(nèi)徑相對誤差關(guān)于內(nèi)徑與填充率的三維散點(diǎn)圖。從圖3可以看出,在壁厚從3 mm增大為5 mm過程中,內(nèi)徑相對誤差值隨壁厚的變化趨勢為:當(dāng)內(nèi)徑從3 mm增大到4 mm時(shí),誤差平均值從1.01%增大到1.28%;當(dāng)內(nèi)徑從4.0 mm增大到5 mm時(shí),誤差平均值從1.28%減小為1.22%,即內(nèi)徑相對誤差值隨壁厚先增大后減小,但波動幅度較小,即壁厚對內(nèi)徑誤差的影響較小。
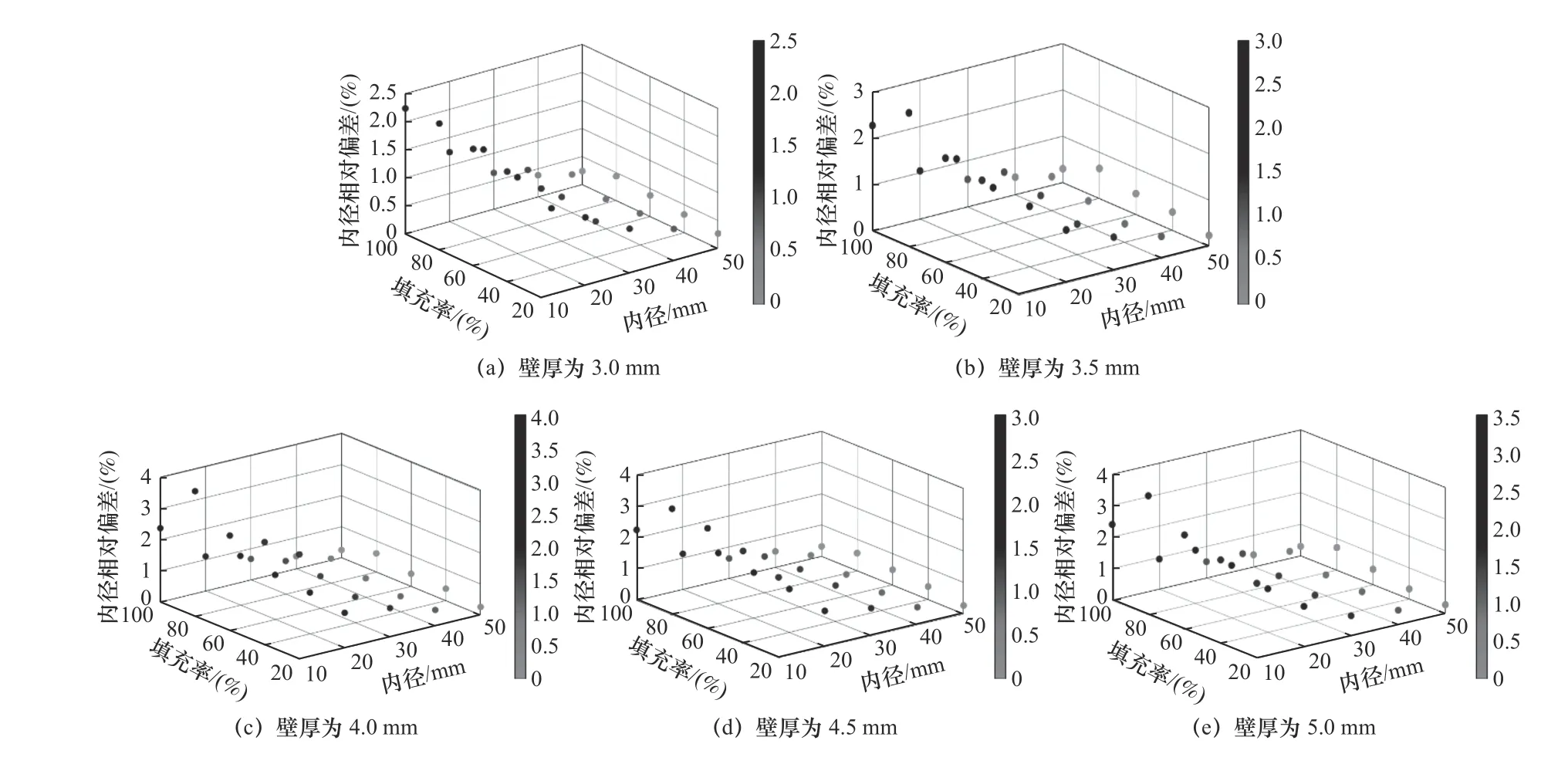
圖3 不同壁厚下的打印件內(nèi)徑誤差三維散點(diǎn)圖
3.2 填充率對筒形件尺寸收縮的影響
圖4為不同填充率下,內(nèi)徑相對誤差關(guān)于內(nèi)徑與壁厚的三維散點(diǎn)圖。從圖4可以看出,在填充率從20%到80%的變化過程中,內(nèi)徑相對誤差值總體上在逐漸增大,對應(yīng)的平均值從1.09%增大到1.48%,而填充率為100%時(shí)內(nèi)徑相對誤差的平均值最小(0.94%)。圖5為不同填充率下筒形件橫截面的模擬填充效果,從圖5可以看出,筒形件的底部為填充率為100%的殼體,中部橫截面主要由3部分組成:內(nèi)外壁(各3層)和中間的填充區(qū),填充網(wǎng)格將內(nèi)外壁連接為一整體。當(dāng)填充率從20%增大到80%時(shí),填充區(qū)域內(nèi)的網(wǎng)格數(shù)量增多。零件的收縮率不僅與其外輪廓尺寸有關(guān),還與散熱面積有關(guān),散熱面積越大,收縮率就越高[7]。因此,當(dāng)填充率從20%增大到80%時(shí),內(nèi)徑相對誤差隨填充率增大而增大。當(dāng)填充率增大到100%時(shí),填充區(qū)域的填充結(jié)構(gòu)發(fā)生了變化,由方格狀轉(zhuǎn)變?yōu)榫o密排列的線條,有效散熱面積減小,收縮率隨之減小,因此內(nèi)徑相對誤差最小。
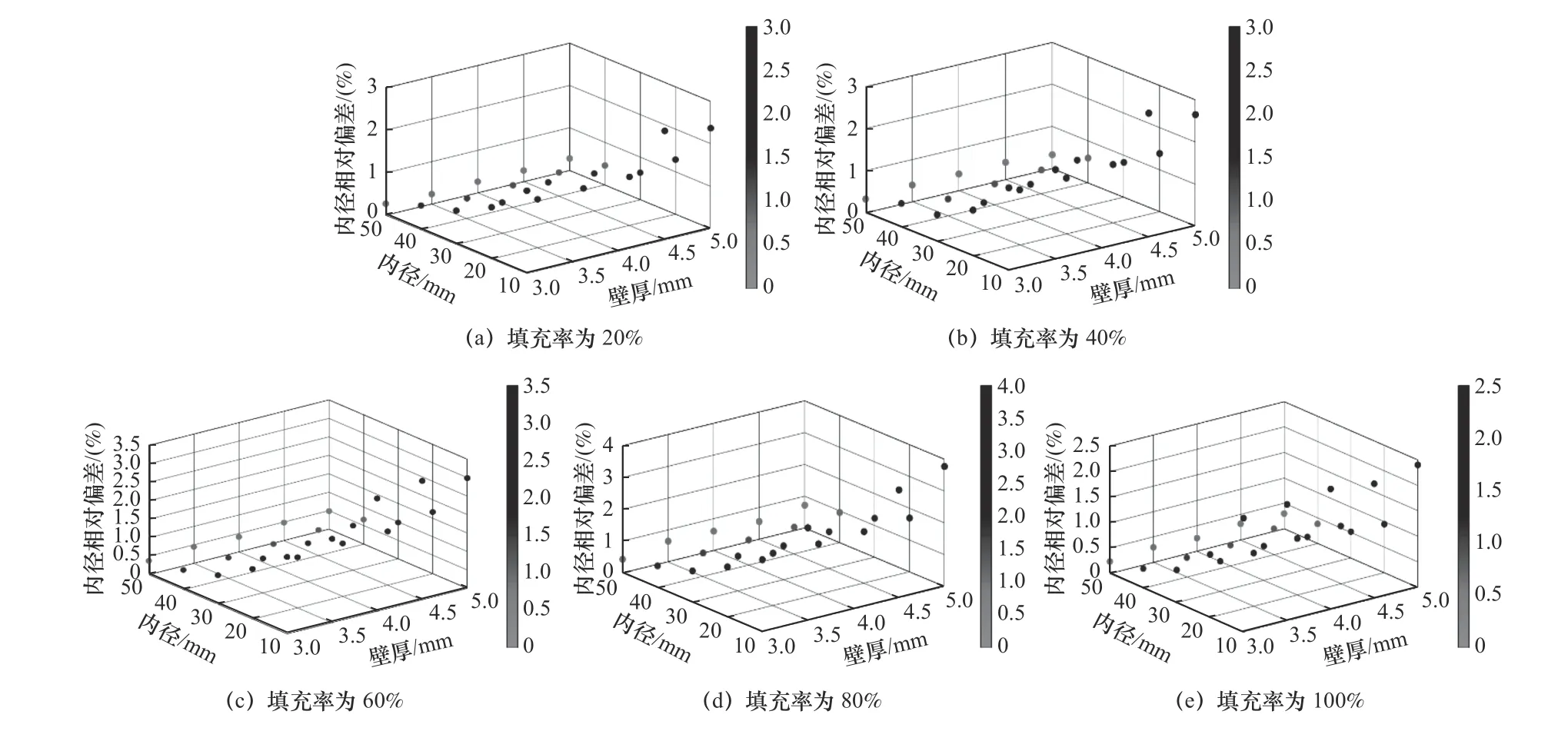
圖4 不同填充率下的內(nèi)徑誤差三維散點(diǎn)圖
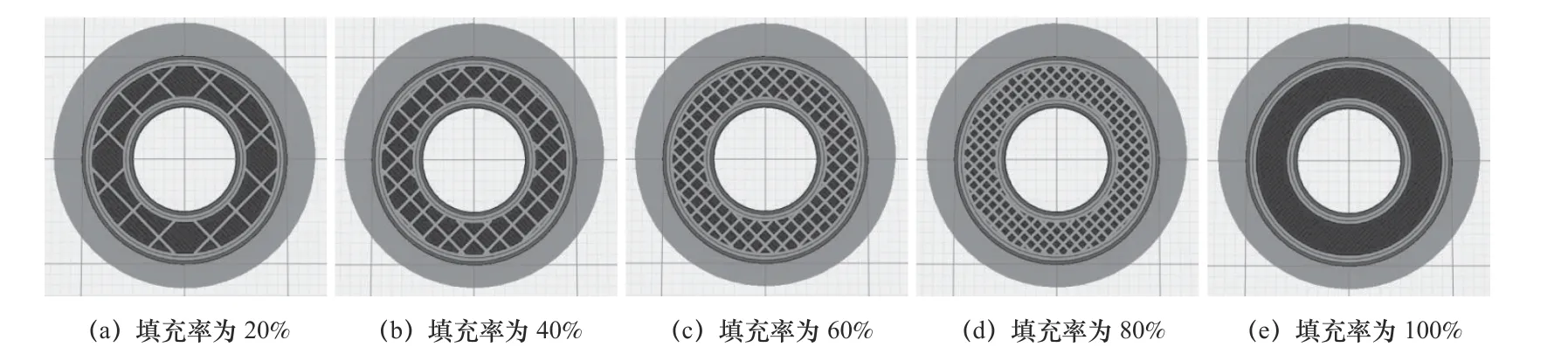
圖5 筒形件內(nèi)部的模擬填充效果
3.3 尺寸誤差預(yù)測模型的建立
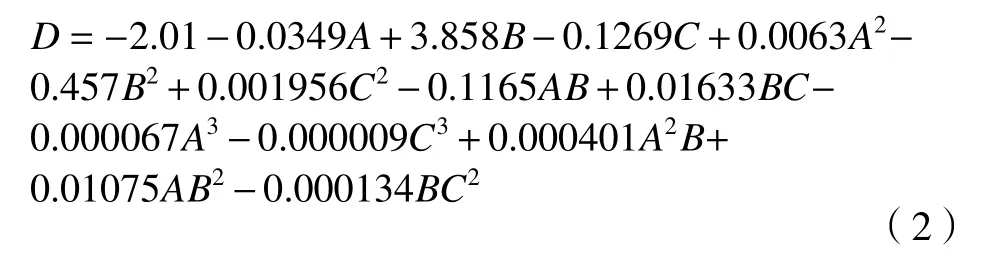
本文基于Minitab軟件強(qiáng)大的數(shù)據(jù)分析功能,對125組筒形件內(nèi)徑誤差試驗(yàn)數(shù)據(jù)進(jìn)行了回歸分析,探討了打印件內(nèi)徑相對誤差與內(nèi)徑、壁厚和填充率結(jié)構(gòu)參數(shù)之間的內(nèi)在聯(lián)系,建立了內(nèi)徑誤差的統(tǒng)計(jì)模型。經(jīng)過對模型的多次調(diào)整,最終得到以內(nèi)徑相對誤差(D)為輸出變量,以筒形件的內(nèi)徑(A)、壁厚(B)、填充率(C)的設(shè)計(jì)值為輸入變量的三元三次回歸方程,如式(2)所示。
為了判斷數(shù)學(xué)模型的精度,需要對該模型進(jìn)行了顯著性分析。在Minitab中對式(2)進(jìn)行了方差分析,其中Minitab默認(rèn)的置信度水平為95%,相當(dāng)于顯著性水平α=0.05。從模型回歸項(xiàng)的F值和P值可判斷模型的顯著性。其中,F(xiàn)值反映了擬合的數(shù)學(xué)模型的顯著性,較大的F值表示方程的擬合程度較好;P值反映了檢驗(yàn)水平,當(dāng)P值小于0.05時(shí),表示模型擬合較好。除此之外,模型擬合的總體效果還可以用R2和校正調(diào)整系數(shù)來評估,兩者的值越接近1,且兩者之差越小,表示模型擬合越好。其中R2是整體回歸方程擬合優(yōu)度檢驗(yàn),是對R2檢驗(yàn)的提升,同時(shí)考慮了樣本量和回歸中自變量個(gè)數(shù)的影響,以評估回歸模型的擬合度和效果[10]。模型的顯著性分析結(jié)果如表2所示。
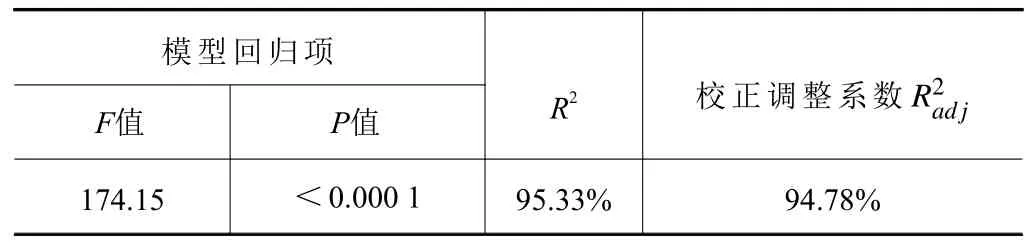
表2 全因子試驗(yàn)?zāi)P惋@著性分析結(jié)果
表2中,模型回歸項(xiàng)的F值為174.15,P值小于0.000 1,R2=95.33%、,說明該回歸模型顯著。此外,可采用平均絕對誤差(MAE)或均方根誤差(RMSE)來評價(jià)該模型的回歸精度,MAE、RMSE的值越小,說明回歸模型擁有更高的精度。圖6為根據(jù)該回歸模型計(jì)算所得的125個(gè)試樣的內(nèi)徑相對誤差與實(shí)際測量值的對比,由圖6可以看出,預(yù)測值與實(shí)際值基本吻合。經(jīng)計(jì)算得出模型的RMSE=0.194 2%,MAE=0.138 4%,表明該模型具有較高的回歸精度。采用該統(tǒng)計(jì)模型可以預(yù)測不同尺寸筒形件的內(nèi)徑相對誤差,并為制定尺寸補(bǔ)償方案提供依據(jù)。
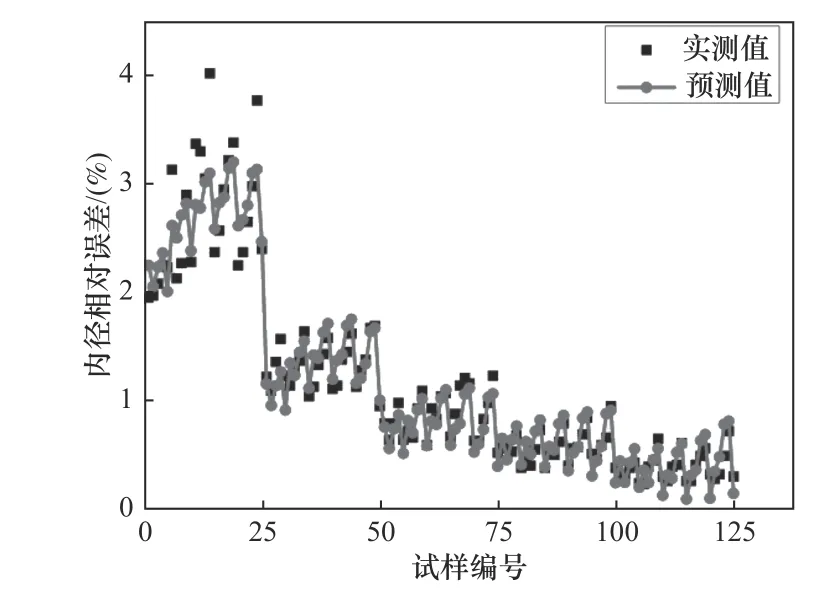
圖6 筒形件內(nèi)徑相對誤差預(yù)測值與實(shí)測值
4 結(jié)語
本文研究了熔融沉積成型PLA筒形件的內(nèi)徑尺寸誤差隨其結(jié)構(gòu)參數(shù)(內(nèi)徑為10~50 mm,壁厚為3~5 mm,填充率為20%~100%)的變化規(guī)律:
(1)筒形件的內(nèi)徑相對誤差隨內(nèi)徑的增大而減小,隨壁厚變化幅度較小,隨填充率的增大而先增大后減小。當(dāng)填充率為80%時(shí),內(nèi)徑相對誤差達(dá)到最大值;當(dāng)填充率為100%時(shí),內(nèi)徑相對誤差達(dá)到最小值。
(2)建立了筒形件的內(nèi)徑相對誤差的統(tǒng)計(jì)模型,該模型綜合考慮了內(nèi)徑、壁厚和填充率及其交互作用對其內(nèi)徑相對誤差的影響,該模型的預(yù)測值與實(shí)測值基本吻合,具有較好的預(yù)測性能。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網(wǎng)絡(luò)安全與數(shù)據(jù)管理(2022年1期)2022-08-29 03:15:20
導(dǎo)航定位學(xué)報(bào)(2022年4期)2022-08-15 08:27:00
中學(xué)生數(shù)理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀(jì)智能(數(shù)學(xué)備考)(2021年9期)2021-11-24 01:14:36
成都醫(yī)學(xué)院學(xué)報(bào)(2021年2期)2021-07-19 08:35:14
新世紀(jì)智能(數(shù)學(xué)備考)(2020年9期)2021-01-04 00:25:14
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
