基于機器視覺的微電機摩擦片殘缺檢測*
2022-07-04 12:08:40李玉萍謝俊王子賢趙宇凡楊啟志
制造技術與機床 2022年7期
關鍵詞:檢測
李玉萍 謝俊 王子賢 趙宇凡 楊啟志
(①江蘇大學機械工程學院,江蘇 鎮江 212013;②江蘇大學農業裝備工程學院,江蘇 鎮江 212013)
微電機是指直徑小于160 mm或額定功率小于750 W的微型電動機[1],常用于控制系統或傳動機械負載中,用于機械能與電能的相互轉換,實現能量轉換、動力輸出、執行等功能[2]。在微電機中,摩擦片常用于軸向固定齒輪,防止齒輪竄動,若摩擦片殘缺,會導致齒輪受力不均,引起變形,最終影響微電機的動力輸出。
目前,在電機行業,基于機器視覺的電機檢測研究主要局限于電機外殼的二維尺寸和缺陷、電機轉子缺陷、電機換向器缺陷,對于微電機摩擦片的缺陷檢測還未有針對性研究,仍以人工檢測為主。
由于微電機中的摩擦片尺寸小,僅在8 mm左右,采用人工檢測容易產生視覺疲勞,導致誤檢,并且效率低下,不利于自動化生產需求[3]。故而引入非接觸式檢測的機器視覺技術,提出一種基于機器視覺的微電機摩擦片殘缺檢測系統,可大幅度降低人力成本,提高檢測效率與精度,有利于企業朝智能化、自動化以及柔性化方向發展。
1 視覺檢測平臺設計
摩擦片的缺陷主要是殘缺,如圖1所示,像劃痕等類似缺陷對摩擦片的性能并無影響,故只檢測摩擦片是否殘缺,要求誤檢率不高于2%。
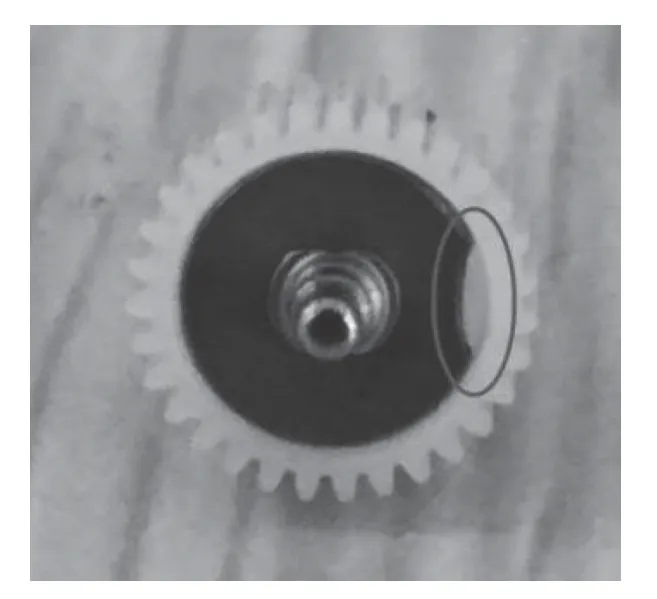
圖1 摩擦片殘缺
由于摩擦片尺寸較小,直徑在8 mm左右,需要較高的圖像質量,因此采用500萬像素的德國BASLER黑白CCD相機,其型號為acA2500-14gm。鏡頭選擇景深大畸變小的遠心鏡頭,可消除近大遠小的透視誤差[4]。
由于紅色LED的波長更接近于CCD圖像傳感器的靈敏度峰值,CCD對紅光敏感程度強,并且對微電機摩擦片的顏色選擇無特殊要求,所以LED的顏色選用紅色。環形光源能突出物體的三維信息[5],適合檢測缺陷,因此,最終選用紅色環形光源。
本文搭建的視覺檢測平臺如圖2所示,相機與環形光源安裝在待檢零件的同側,并垂直向下安裝。
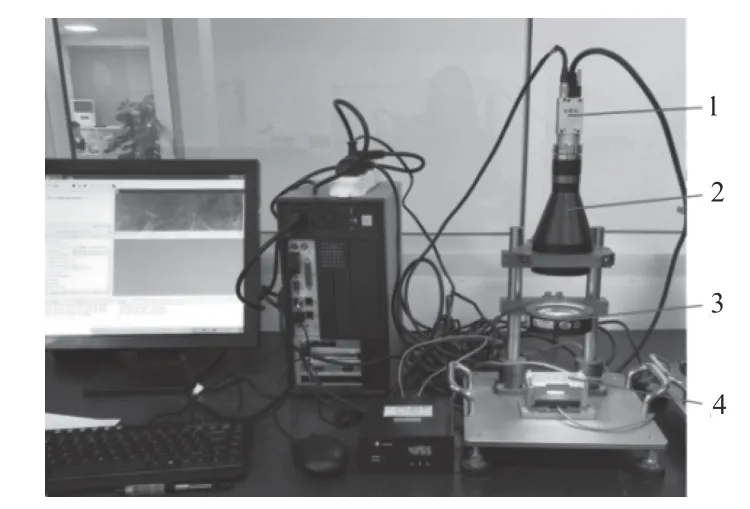
圖2 實驗平臺實物圖
2 圖像預處理
由于圖像比較復雜,存在許多不感興趣區域,因此需要對圖像進行預處理,以提取到摩擦片區域,這樣能夠有效避免不感興趣區域影響目標區域,提高檢測精度,有利于后續的摩擦片輪廓提取。
2.1 圖像二值化
相機采集得到的灰度圖像如圖3所示。圖像二值化是將感興趣區域與背景分離,可以壓縮圖像數據量,減少存儲空間,并且簡化后續圖像處理步驟。

圖3 灰度圖像
本文對灰度圖像進行二值化是基于閾值分割。由于摩擦片邊界上的像素點的灰度值在47~101,鄰近邊界兩側的像素點的灰度值均高于128,通過灰度值“128”可將摩擦片邊界上的像素點與其他像素點分割開。因此,確定本檢測的閾值為“128”,對灰度圖像進行反向二值化,將灰度值小于“128”的像素點的灰度值設為“255”(白色),其余像素點的灰度值設為“0”(黑色),二值化結果如圖4所示,目標以白色顯示,背景以黑色顯示。
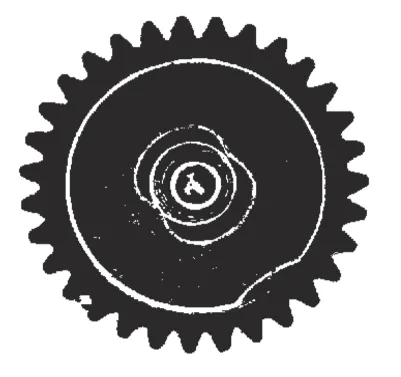
圖4 二值圖像
2.2 目標區域提取
本文對二值圖像進行連通操作,將鄰域內的八連通區域歸為一個區域,即對每一個值為1的像素點,若其8鄰域有一個像素點的值也為1,那么這兩個像素點就歸為一個區域,連通區域標記后的結果如圖5所示。
最小外接矩形[6]包含豐富的特征信息,比如長軸、短軸和主軸方向角度等,是檢測目標特征幾何形狀的有效工具,從圖5中可以看出各區域的最小外接矩形的長軸存在很大的差異,因此根據最小外接矩形的長軸來提取摩擦片邊界區域,最終結果如圖6所示。

圖5 連通區域標記結果
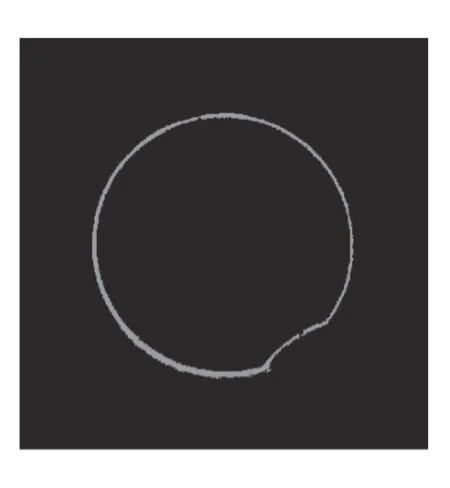
圖6 摩擦片邊界區域
2.3 形態學運算
由于摩擦片的邊界存在縫隙,需要進行形態學運算,常用的方法有膨脹與閉運算。
膨脹運算是求局部最大值[7],膨脹運算使目標區域范圍變大,邊界向外部擴張,效果如圖7所示。閉運算是先膨脹后腐蝕,常用于連接鄰近物體、填充物體內細小孔洞、消除邊界較窄縫隙、平滑物體邊界的同時并不明顯改變其面積與位置[8],閉運算效果如圖8所示。根據膨脹與閉運算的效果圖,選用閉運算填補縫隙。

圖7 膨脹運算效果圖

圖8 閉運算效果圖
2.4 摩擦片輪廓提取
將閉運算后的摩擦片邊界區域轉為亞像素輪廓,結果如圖9所示,并將亞像素輪廓在原圖上顯示,如圖10所示,可以發現內側的綠色輪廓才是真正的摩擦片輪廓,因此選擇綠色輪廓作為摩擦片輪廓,最終提取出的摩擦片輪廓如圖11所示。

圖9 亞像素輪廓圖

圖10 原圖上顯示亞像素輪廓
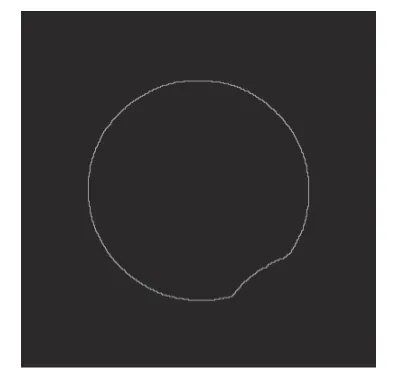
圖11 摩擦片輪廓
3 提取摩擦片圓心與半徑
3.1 最小二乘法擬合圓
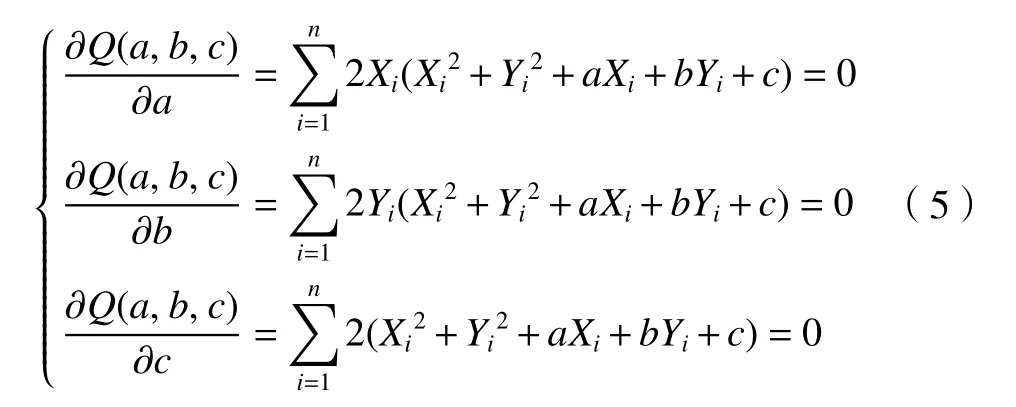
常用的圓擬合方法有最小二乘法與霍夫變換,本文基于最小二乘法進行圓擬合。最小二乘法是使輪廓上的點到擬合圓的平方距離和最小[9],也就是要求擬合出來的圓與輪廓上的每個點最近。假設最小二乘法擬合得到的圓為

令a=?2A,b=?2B,c=A2+B2?R2得到圓方程的另一種形式。

樣本集為摩擦片輪廓的像素點,設為(Xi,Yi),i∈(1,2,3,···,n),如圖12所示,點(Xi,Yi)到圓心(A,B)的距離為di
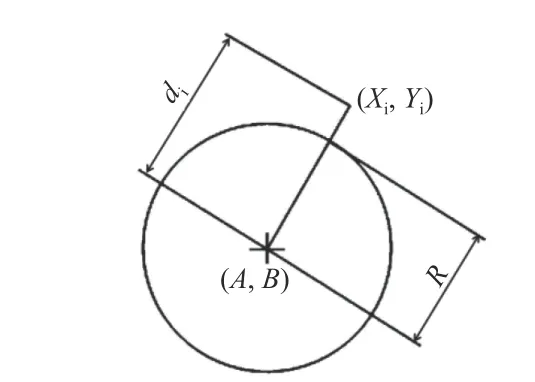
圖12 樣本點與擬合圓的關系

樣本點(Xi,Yi)到圓心(A,B)距離的平方與圓半徑R的平方的差為誤差δi

3.2 改進的最小二乘法擬合圓
如圖13所示,綠色輪廓為原始輪廓,紅色輪廓為最小二乘法的擬合結果,因此可以看出采用標準的最小二乘法擬合圓時,對于離群值不夠魯棒的,擬合結果不夠準確,所以需要采用合適的方法減小離群點的影響。本文引入權重來減小離群值的影響。
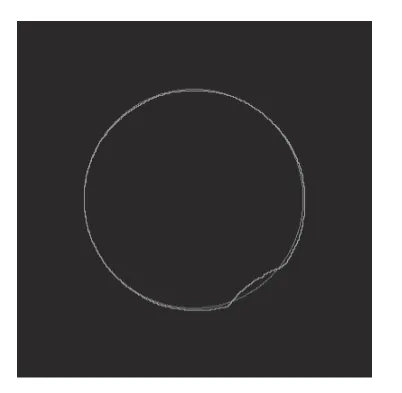
圖13 最小二乘法擬合結果
權重可以理解為:輪廓點距離擬合的圓越遠,賦予點越小的權重,甚至將這些點忽略掉,不參與下一次最小二乘法的計算。第一次計算時,可以賦予每個點相同的權重,進行第一次圓擬合后,再計算各點到圓的距離,距離圓遠的點賦予較小的權重,這樣可以減小離群點的影響,得到較為準確的圓方程,按照這種方法進行多次迭代,可獲得理想的圓。
通過Tukey權重函數,如式(6)所示。
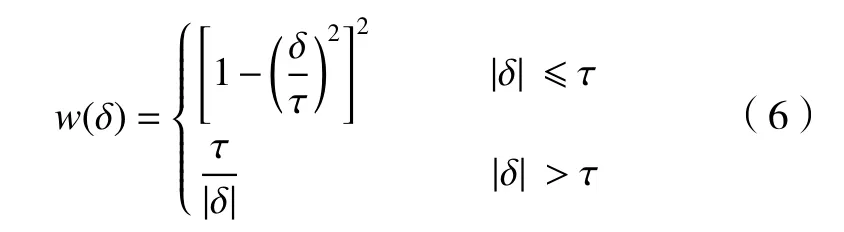
當點到圓心的距離與半徑的差值 δ小于等于閾值 τ時,賦予這些點的權重為,這樣δ 越小,權重越大;當點到圓心的距離δ 大于閾值 τ時,賦予的權重為。如圖14所示,經改進后,圓擬合結果更為準確。

圖14 改進的最小二乘法擬合結果
4 摩擦片殘缺檢測結果分析
殘缺檢測的實現是通過對輪廓上像素點到圓心的距離進行分析。如圖15所示,計算輪廓上所有的像素點到圓心的距離di,然后求出最小距離dmin,將最小距離dmin與半徑進行比較。考慮到零件在加工過程中存在工藝誤差,加工出來的摩擦片并不是標準圓,因此,圓輪廓上每個像素點到圓心的距離不是一個定值,而是存在一定的波動。通過對數張合格的摩擦片圖像進行統計,發現圓輪廓上的像素點到圓心的距離的波動小于5像素,因此本文設定閾值T=5,即允許有5像素的誤差,若R?dmin≤T,則摩擦片合格;若R?dmin>T,則摩擦片殘缺。
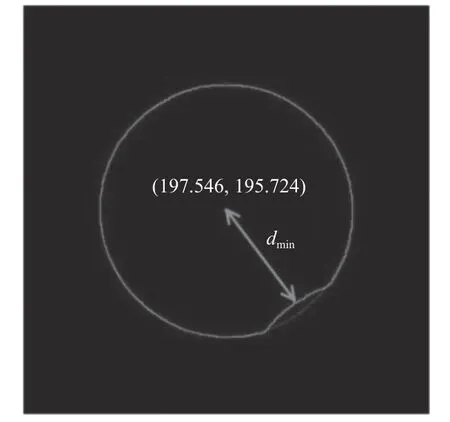
圖15 殘缺檢測實現過程
最終,檢測結果如圖16所示。為驗證本視覺檢測系統的準確性,檢測了50個合格品與50個不良品,其中,合格品檢測的準確率為100%,不良品的準確率為98%,達到了預期要求,具體檢測數據見表1。
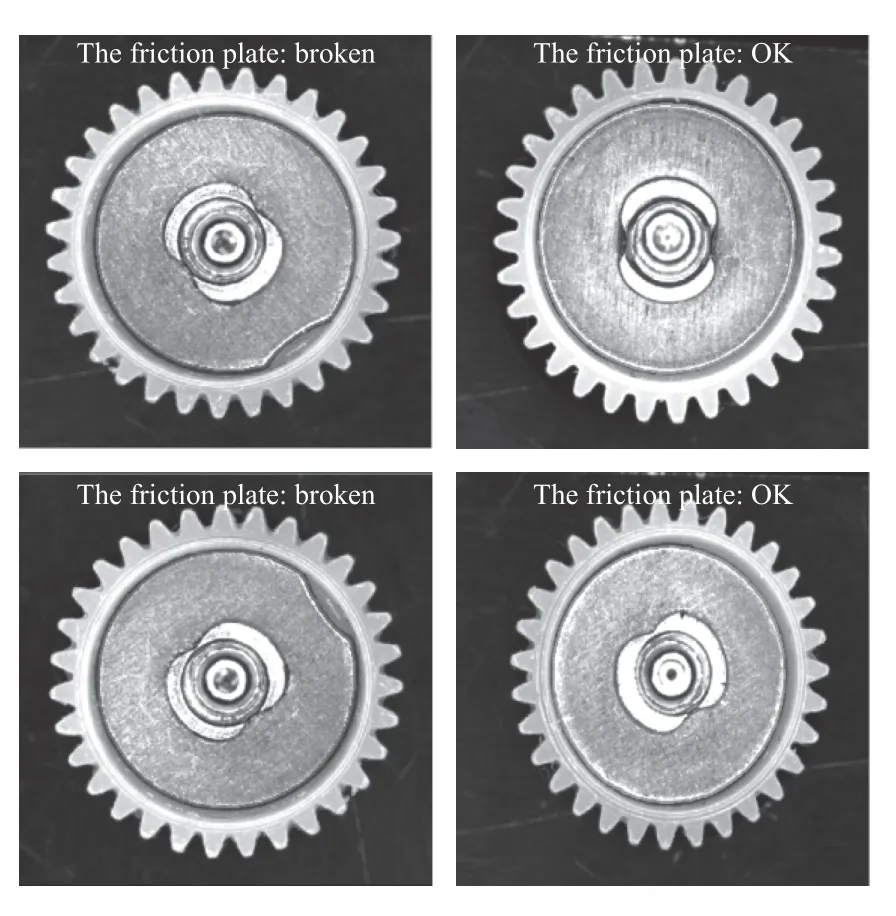
圖16 摩擦片檢測結果
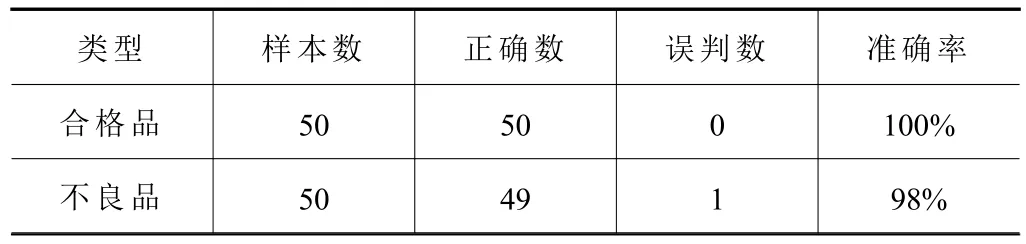
表1 摩擦片殘缺檢測實驗統計結果
5 結語
本文采用500萬像素的CCD相機、遠心鏡頭、紅色環形光源搭建了微電機摩擦片的視覺檢測平臺,研究了摩擦片殘缺檢測算法。通過引入Tukey權重函數,對最小二乘法進行改進,將距擬合圓越遠的像素點賦予越小的權重,可減小離群像素點對圓擬合精度的影響,能有效提高圓擬合的精度。
本文還提出一種圓殘缺檢測算法,經改進的最小二乘法得到擬合圓的圓心與半徑,計算輪廓上所有的像素點到擬合圓心的距離,從中找出最小距離,將擬合圓的半徑與其做差,若差值小于等于設定的閾值,則摩擦片完整,否則摩擦片殘缺。經過試驗,該檢測算法的準確率達到了98%。
本文通過機器視覺技術對微電機摩擦片進行殘缺檢測,彌補了傳統人工檢測效率低、成本高等不足,有利于企業朝自動化、智能化檢測方向發展,增強綜合競爭力。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
