五軸數控系統的旋轉軸速度規劃方法*
2022-07-04 12:08:36黎永楊劉遠凱王科葛鵬遙黃國輝
制造技術與機床 2022年7期
關鍵詞:規劃
黎永楊 劉遠凱 王科 葛鵬遙 黃國輝
(①深圳眾為興技術股份有限公司,廣東 深圳 518052;②上海新時達電氣股份有限公司,上海 201802)
五軸數控加工中心作為高端精密設備的代表之一,已被廣泛應用于航天結構件、葉輪葉片和大型精密模具等零件的加工[1]。相對于三軸系統,由于兩個旋轉軸的增加,無疑對速度控制提出了更為復雜的要求[2]。在數控系統中,工件坐標系下刀具進給速度控制是實現產品高速高精加工的關鍵環節,可直接影響到產品的出廠合格率。五軸數控系統若以旋轉軸線性跟隨平動軸的方法進行加工,容易引起旋轉軸速度跳變、加速度超限等問題,致使機床產生沖擊,進而因為運動學的反解計算導致刀具姿態偏離所設計的平面,從而產生非線性誤差[3]。
為避免旋轉軸速度跳變發生,提高五軸數控系統的加工質量,陳良驥等[4]基于對旋轉軸角速度/角加速度的約束控制,在計算出平動軸實際最大可達速度/加速度后再進行平動軸的速度規劃,但該方法未考慮多段連續軌跡加工情況,不具有普遍適用性。閔莉等[5]提出了一種通過對比刀軸矢量變化率選擇性的調整刀軸矢量的方法,以保證加工帶寬并使得刀軸矢量的變化保持平滑,該方法僅適合應用于加工程序的后處理器中,對于操作人員的要求也較高。楊敏等[6]以弓高誤差、刀具的進給運動和驅動軸的運動性能為約束,建立基于時間最優的五軸機床速度規劃模型,并以擬牛頓法為基礎設計了具有魯棒性的速度曲線求解策略。鐘澤杉等[7]基于機床的運動學反解,推導了驅動軸的速度、加速度、躍度與進給速度的映射關系,以加工效率為優化目標,建立多約束條件下高維度非線性最優化模型,應用序列二次型規劃(SQP)方法分階段求解,提出了一種考慮驅動軸性能限制的進給速度規劃方法。上述兩種方法實現了加工速度的連續控制,但需要提前離散化采樣,計算量大而復雜,而普通的嵌入式數控系統性能有限,必須犧牲插補周期來獲得較好的控制性能,不利于五軸數控系統的大面積推廣應用。
為了解決現有五軸數控系統的工程實際問題,綜合考慮控制器成本、計算復雜程度和機床多維度沖擊保護等因素,本文擬采用計算簡單、易實現及運算效率較高的數學模型來實現五軸數控機床中旋轉軸柔性速度規劃的目標。
1 旋轉軸速度規劃方法
以AC擺臺型五軸數控機床為例,平動軸為X、Y、Z軸,另外包含A旋轉軸和C旋轉軸,基于時間同步的原則,利用平動軸的運動時長約束實現對旋轉軸的速度規劃。旋轉軸的速度規劃,其中起步速度的值等于前一線段運動的末速度,另外需要通過計算確定加速度、驅動速度和末速度的大小。
1.1 運動時間計算
假設存在兩條直線做連續插補運動,根據平動軸在第m段運動指令的運行參數和位移量,可得目標最大速度

其中:Δlmp、vsml、veml、aml分別為平動軸在該段指令的位移量、起步速度、末速度和加速度。將平動軸的目標最大速度vm與預設最大速度vcml進行比較,存在兩種情況:
(1)當目標最大速度vm小于或等于預設最大速度vcml,平動軸的運行時間t為

(2)當目標最大速度vm大于預設最大速度vcml,平動軸的運行時間t為

基于機床插補運動時平動軸和旋轉軸時間同步的原則,由式(2)、式(3)綜合分析所得時間t即為旋轉軸的運動時間。
1.2 末速度和加速度初算
設vemA、amA、ΔlmA分別為第m段加工指令中A旋轉軸的末速度、加速度初值、位移量,Δlm+1A為第m+1段加工指令中A旋轉軸的位移量,存在兩種情況:
(1)當Δlm+1A>0,則第m段加工指令A旋轉軸的末速度vemA和加速度amA為

(2)當Δlm+1A=0,即A軸沒有運動量,則有
由式(4)、式(5)綜合分析可得旋轉軸運動的末速度和加速度規劃參數初值,其中初始加速度amA用作后續臨界位移長度計算。
1.3 參考臨界位移長度計算
由式(1)~(5)可知,當A旋轉軸運動時間t、起步速度vsmA、末速度vemA和位移量ΔlmA已知的情況下,其速度規劃時用到的驅動速度和實際加速度需要根據不同情況做出調整,本文使用臨界長度L1、L2、L3、L4作為判斷條件。
(1)當A旋轉軸在運行時間t內,以起步速度vsmA和初始加速度amA先加速后減速到末速度vemA時,可得臨界長度L1為:

(2)當A旋轉軸在運行時間t內,以起步速度vsmA或末速度vemA作為最大速度時,可得臨界長度L2為

其中:Vse取值為max(vsmA,vemA)。
(3)當A旋轉軸在運行時間t內,從起步速度剛好加速或減速到末速度時,通過比較運行時間t內A旋轉軸的起步速度和末速度,可得臨界長度L3為

(4)當A旋轉軸在運行時間t內,先減速到0,再加速到末速度時,通過比較運行時間t內A旋轉軸的起步速度和末速度,可得臨界長度L4為

1.4 調整后的驅動速度和加速度計算
由式(6)~(9)得到A旋轉軸的4個臨界長度L1、L2、L3、L4作為判斷條件,將A軸的位移量ΔlmA和4個臨界長度進行比較,存在5種情況計算A旋轉軸的目標驅動速度NewVc和目標加速度NewAcc。
(1)當ΔlmA>L1時,可得方程組
(2)當L2<ΔlmA≤L1時,可得方程組

(3)當L3<ΔlmA≤L2時,可得方程組

(4)當L4<ΔlmA≤L3時,可得方程組

(5)當ΔlmA≤L4時,可得方程組
根據不同情況,由式(10)~(14)方程組的解,即可計算得到目標驅動速度NewVc和目標加速度NewAcc的值。
至此,A旋轉軸速度規劃時需要用到的起步速度、加速度、驅動速度和末速度參數都已確定,后續通過周期插補輸出脈沖指令給各關節伺服執行,即可實現五軸數控機床的運動控制。
需要補充說明的是,當調整后的驅動速度、加速度值超出機床相關的運動學約束閾值參數時,為避免相關運動軸出現超限報警的情況,須使用如式(15)所述平動軸與旋轉軸之間關系模型,來降低平動軸的運動時間t,使得旋轉軸運行在合理的閾值參數范圍內。

其中:Vmp為平動軸在第m段的驅動速度,VmA為A旋轉軸在第m段的驅動速度,其他變量在本文已有敘述。
同理可求得C旋轉軸的規劃參數,來實現對C旋轉軸進行相應的加減速控制規劃。
2 旋轉軸速度規劃流程
在五軸數控系統底層的運動控制規劃中,把旋轉軸規劃參數計算融合在平動軸的速度前瞻里面,計算得到合理的運動參數,通過梯形加減速[8?9]插補計算后發脈沖指令給伺服驅動器執行,即可實現五軸數控機床的運動控制,具體規劃流程如圖1所示。
通過如圖1所述規劃流程,在工件加工過程中,各關節能夠獲得合理的加減速規劃參數,為后期機床進行的高精度工件加工打下堅實基礎。
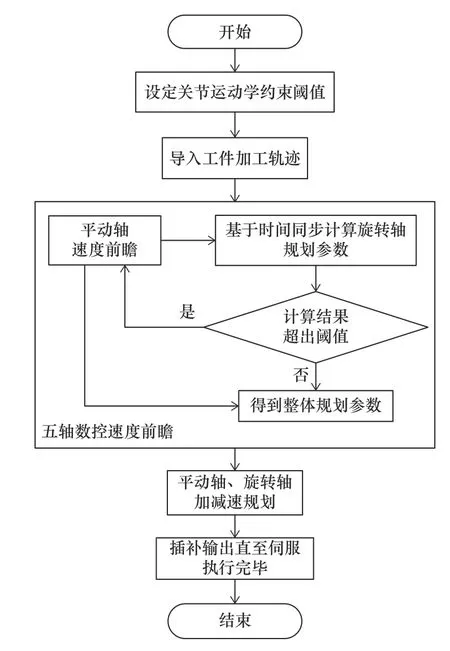
圖1 五軸數控系統的速度規劃流程
3 實際實驗
為了驗證本柔性控制方法的有效性,基于如圖2所示擺臺型五軸數控機床進行了相關實際實驗。該機床包括兩個旋轉軸,第一旋轉軸(C軸)和第二旋轉軸(A軸),工作臺固定連接在第一旋轉軸上。

圖2 擺臺型五軸數控機床
如圖3所示,選取數控加工文件中連續的一條直線和一個相切圓弧,作為待插補路徑進行速度規劃計算。假設直線段A旋轉軸旋轉0°,圓弧段A旋轉軸旋轉30°。

圖3 平動軸插補軌跡路徑圖
設置五軸數控機床相關的運動學約束參數:平動軸預設最大速度vcml=50 mm/s,最大加速度aml=200 mm/s2,數控系統采樣插補周期T=0.002 s,平動軸的起步速度vsml=2 mm/s,平動軸的末速度veml=1 mm/s。實時采集控制過程數據,當旋轉軸采用線性跟隨平動軸運動時,得到的速度曲線圖4所示,而經過本文如圖1所述速度規劃流程,得到速度曲線如圖5所示。

圖4 線性跟隨運動時速度曲線

圖5 基于時間同步規劃后的速度曲線
圖4所示平動軸的速度曲線采用梯形加減速算法進行控制規劃,旋轉軸采用線性跟隨平動軸運動方式,在直線和圓弧拼接處旋轉軸速度存在明顯的速度跳變問題。圖5所示旋轉軸速度曲線經過重新規劃,使得旋轉軸在與平動軸運動時間同步的基礎上保持了速度連續,解決了旋轉軸速度跳變的問題,各關節在可控范圍內運動,成功避免了機床沖擊的出現,符合實際的加工需求,也有利于延長機床使用年限。
4 結語
本文以工程實際技術問題為背景,基于時間同步的原則,利用平動軸的運動時長約束實現對旋轉軸的速度規劃,計算得到旋轉軸合理的起步速度、加速度、驅動速度和末速度值,并通過梯形速度規劃插補輸出給伺服電機執行,給出了計算量少、易于在嵌入式五軸數控系統中實現的旋轉軸柔性速度規劃技術方案。從實驗結果的對比分析可知,本方法避免了旋轉軸采用線性跟隨平動軸運動時出現的速度跳變問題,多段連續軌跡插補時也能保持旋轉軸的速度連續,有利于提高工件加工質量和延長機床使用年限。該速度控制方案已成功應用于五軸數控系統中,并已在高精密點膠、拋光打磨和自動光學檢測行業中投入了實際應用。
猜你喜歡
房地產導刊(2021年6期)2021-07-22 09:12:46
中國石油石化(2021年9期)2021-07-17 09:24:00
中國農民合作社(2020年12期)2020-12-18 09:09:58
公民與法治(2020年11期)2020-07-25 02:02:06
河南水利年鑒(2020年0期)2020-06-09 05:43:30
領導決策信息(2018年50期)2018-02-22 06:17:16
商周刊(2017年5期)2017-08-22 03:35:26
制造技術與機床(2017年3期)2017-06-23 08:11:34
中國衛生(2016年2期)2016-11-12 13:22:16
華東科技(2016年10期)2016-11-11 06:17:41
