火炮身管內膛表層溫度及其梯度規律研究
2022-07-05 06:56:24劉朋科楊雕許耀峰寧變芳王軍劉歡
兵工學報 2022年6期
劉朋科,楊雕,許耀峰,寧變芳,王軍,劉歡
(西北機電工程研究所,陜西 咸陽 712099)
0 引言
火炮射擊過程中身管承受非常復雜的瞬態載荷環境,包括高溫、高壓、高速氣流沖刷、彈炮摩擦、化學侵蝕等,主要涉及熱因素、化學因素及機械因素。身管在上述因素耦合下產生燒蝕、磨損、裂紋等,使得內膛幾何形狀發生改變、徑向尺寸逐漸擴大,其中膛線起始部最嚴重,通常以膛線起始部向前 25.4 mm 處的內膛徑向擴大量作為評判身管壽命的標準,當此處徑向擴大量達到某一臨界值時,判定身管壽命終止。在影響身管內膛徑向擴大量的因素中,熱是一個起主導、控制作用的因素,火藥氣體的高溫可以使身管表面熔化、產生相變,使膛壁材料的機械強度,硬度降低、進而促使磨損、變形、產生熱裂等。因此,研究火炮射擊過程中身管溫度及梯度規律,對優化身管結構、身管壽命機理具有重要意義。
文獻[9]對某火炮連續射擊過程中的身管溫度場進行了仿真,獲得身管內外壁的分布規律及其影響因素。文獻[10]采用熱- 結構耦合的方法,對連發射擊過程身管等效應力和溫度分布進行研究,發現身管最大膛壓點附近吸收熱量最多、溫度最高,距內壁深0.3 mm的范圍全等效應力最大。文獻[11]對某大口徑轉管機槍身管溫度及應力進行研究,獲得了身管在高頻循環動態熱載荷和瞬態膛壓載荷共同作用下的溫度場及應力場分布。文獻[12]建立了自動步槍身管三維傳熱模型,模型中包含內壁鍍鉻層,獲得了連續射擊過程中的身管溫度場。文獻[13]采用有限元方法建立了某大口徑火炮身管三維數值模型,定義了熱力載荷邊界隨彈丸運動而變化的動態過程,得到了首發彈丸射擊條件下身管溫度分布演化過程。然而從已有文獻來看,對于膛線結構及表面微米級的溫度分布及傳遞規律研究工作還相對較少。
本文針對155 mm火炮身管在高溫火藥氣體作用下膛線表層溫度及其梯度規律問題,以膛內燃燒及傳熱過程計算獲得膛線起始部內壁面溫度載荷為輸入,結合身管樣件鍍鉻層沿膛線橫截面厚度分布檢測結果,建立膛線起始部向前25.4 mm處有、無鍍鉻層的身管熱- 結構耦合動力學模型,研究溫度沿身管膛線結構、內膛表層分布;對比不同陽線棱邊倒角、內膛鍍鉻等對膛線溫度分布規律的影響,定量掌握膛線表層溫度的分布及影響規律,為揭示身管壽命機理及內膛鍍鉻優化提供支撐。
1 身管熱- 結構耦合模型
1.1 身管軸對稱平面應變模型
以155 mm身管為研究對象,根據身管結構特點,身管長為8 060 mm,是典型的厚壁圓筒結構,身管熱- 結構耦合模型可簡化為1/4平面應變模型。考慮到膛線深度僅1~2 mm,火藥氣體高溫導致的身管內膛表層溫度梯度極大等因素,對膛線局部進行細化,選用高階單元、內膛表面尺寸為10 μm,細化后的身管熱- 結構耦合軸對稱平面應變計算模型如圖1所示。
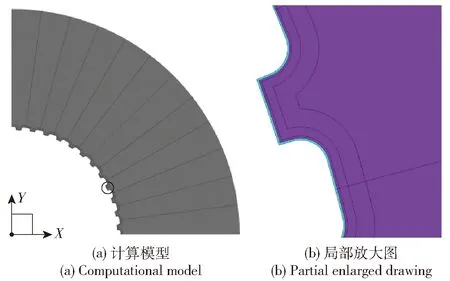
圖1 身管熱- 結構耦合平面應變計算模型Fig.1 Plane strain computational model of thermal and structure coupling for barrel
1.2 內膛鍍鉻身管軸對稱平面應變模型
由于鍍鉻工藝存在鉻層沉積尖端效應,同時身管內膛陰、陽線表面離陽極距離不同,導致鍍層沿膛線截面不同位置厚度分布存在一定的差異,且膛線越深、厚度差越大,若在膛線橫截面采用相同的鍍鉻層厚度將影響身管溫度仿真結果。因此首先參考現役坦克炮身管鍍鉻工藝,對一段155 mm身管進行內膛鍍鉻研究,如圖2所示。然后對身管取樣進行金相分析,采用掃描電子顯微鏡(SEM)檢測鉻層厚度沿膛線截面的分布規律。測量位置點~如圖3所示,鍍層厚度測量結果如表1所示。

圖2 155 mm短身管Fig.2 Short barrel of 155 mm gun

圖3 SEM測量厚度位置Fig.3 Position of thickness measurement in SEM

表1 鉻層厚度沿膛線截面分布Tab.1 Distribution of chromium layer thickness along rifling section
依據表1中實測鍍鉻層沿膛線橫截面厚度分布規律,建立鉻層與基體熱—結構耦合軸對稱平面應變計算模型(見圖4)。
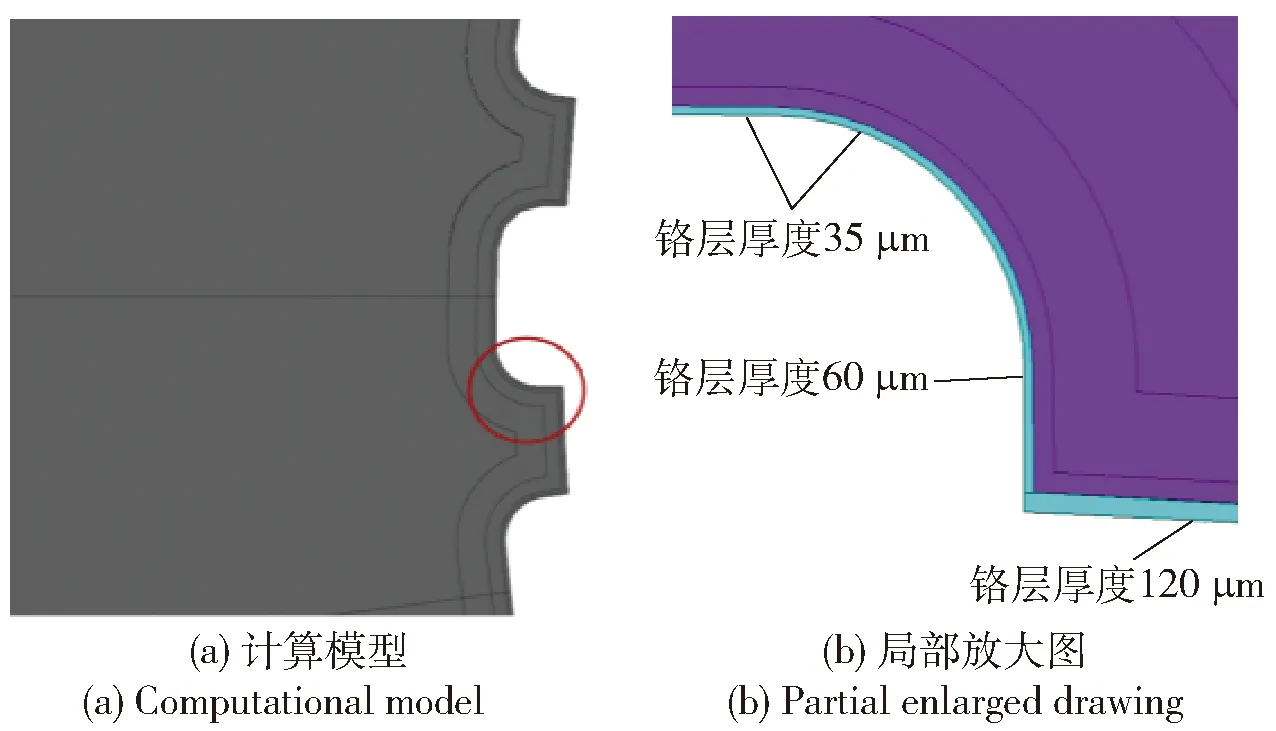
圖4 鍍鉻身管熱- 結構耦合平面應變計算模型Fig.4 Plane strain computational model of thermal and structure coupling for chromium plated barrel
1.3 材料參數
身管基體材料及鉻層常溫下熱、力學參數如表2所示。

表2 身管基體及鉻層熱、力學參數Tab.2 Thermal and mechanical parameters of barrel substrate and chromium material
不同溫度下身管材料的實測力學性能變化曲線如圖5所示。鉻層材料力學性能變化關系根據強度、彈性模量等簡化為雙線性模型,如圖6所示。
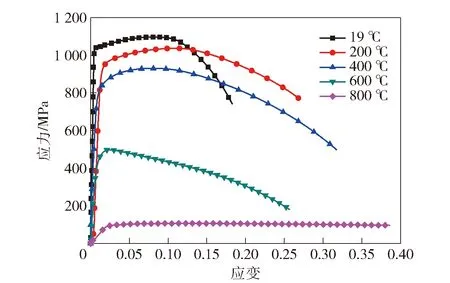
圖5 不同溫度下身管材料應力- 應變曲線Fig.5 Stress-strain curves of barrel material at different temperatures
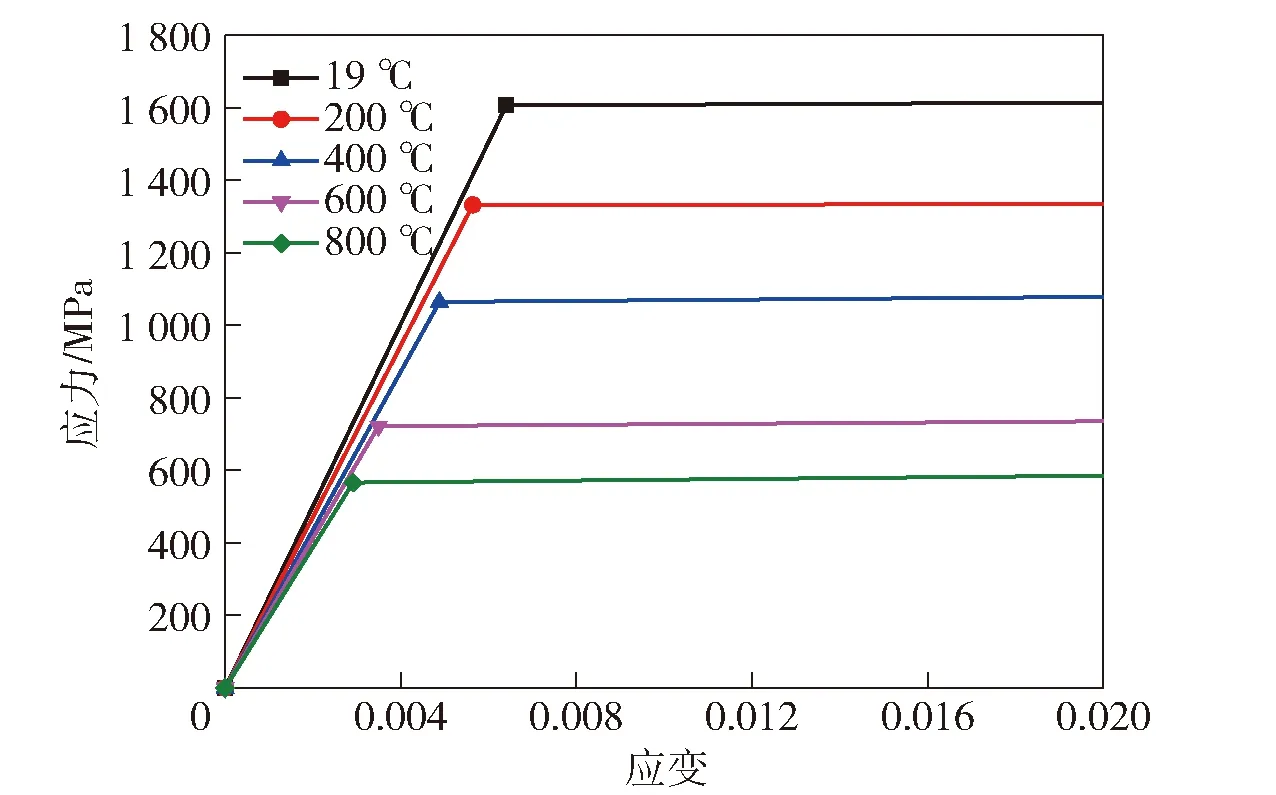
圖6 不同溫度下鉻層應力- 應變曲線Fig.6 Stress-strain curves of chromium material at different temperatures
1.4 邊界條件
以155 mm火炮膛內燃燒及傳熱過程計算獲得膛線起始部內壁面溫度及膛壓載荷為輸入。身管傳熱模型采用軸對稱非穩態熱傳導方程,其中火藥氣體對身管的熱輸入主要考慮火藥氣體旺盛湍流對流換熱。身管熱傳導微分方程如(1)式所示:

(1)
式中:為溫度;為時間;為熱擴散率;為半徑;為軸向距離。
邊界條件如下:

(2)
式中:表示換熱系數;、分別表示身管內半徑、外半徑;為火藥氣體與身管內壁之間的熱流密度,=·2·(-),為努塞爾數,=008·08·04,為雷諾數,為普朗特數,為身管內表面溫度,為火藥氣體溫度;為周圍空氣與身管外壁之間的熱流密度,=·2·(-),=0480404,為格拉曉夫數,為身管外表面溫度,為周圍介質溫度。
通過計算獲得身管內壁面溫度曲線如圖7所示。
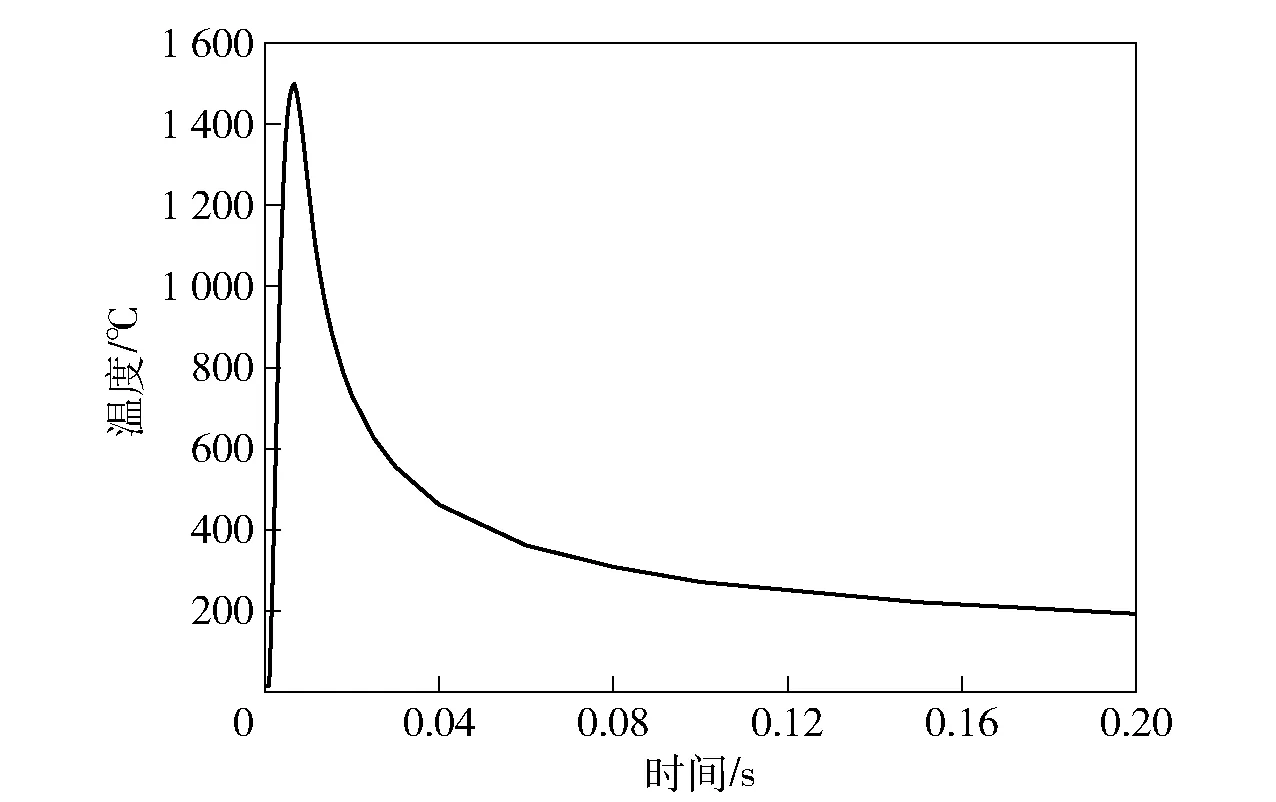
圖7 身管內壁面溫度- 時間曲線Fig.7 Temperature curve of inner surface of barrel
從圖7中可以看出,身管內膛表面溫度的最高值接近1 500 ℃。這是因為溫度高達3 000 K的燃氣流作用于身管,與內膛表面發生強烈的湍流對流換熱,身管內膛表面溫度取決于該位置處火藥氣體的溫度與速度。彈丸膛內運動時期燃氣流溫度、速度較大,使得內膛表面迅速升溫至1 500 ℃,但由于彈丸膛內時間僅十幾毫秒,彈丸出炮口后膛內燃氣流速度、溫度急劇下降,身管不再有熱輸入,僅存在溫度沿身管徑向的熱傳導,產生較大的徑向溫度梯度。因此,身管內膛溫度具有大幅值、窄脈寬的瞬態特征。
基于射擊試驗,采用盲孔測溫法結合溫度外推的方法,對火炮射擊過程坡膛處內壁溫度進行了測試和仿真計算,溫度測試與仿真計算結果最大值誤差為34,驗證了計算模型的準確性。
2 膛線表層溫度仿真結果
不同時刻膛線溫度分布如圖8所示。距陽線表面不同位置處溫度隨時間的變化曲線如圖9所示。距陽線表面不同位置處溫度最大值隨壁厚的衰減規律如圖10所示。
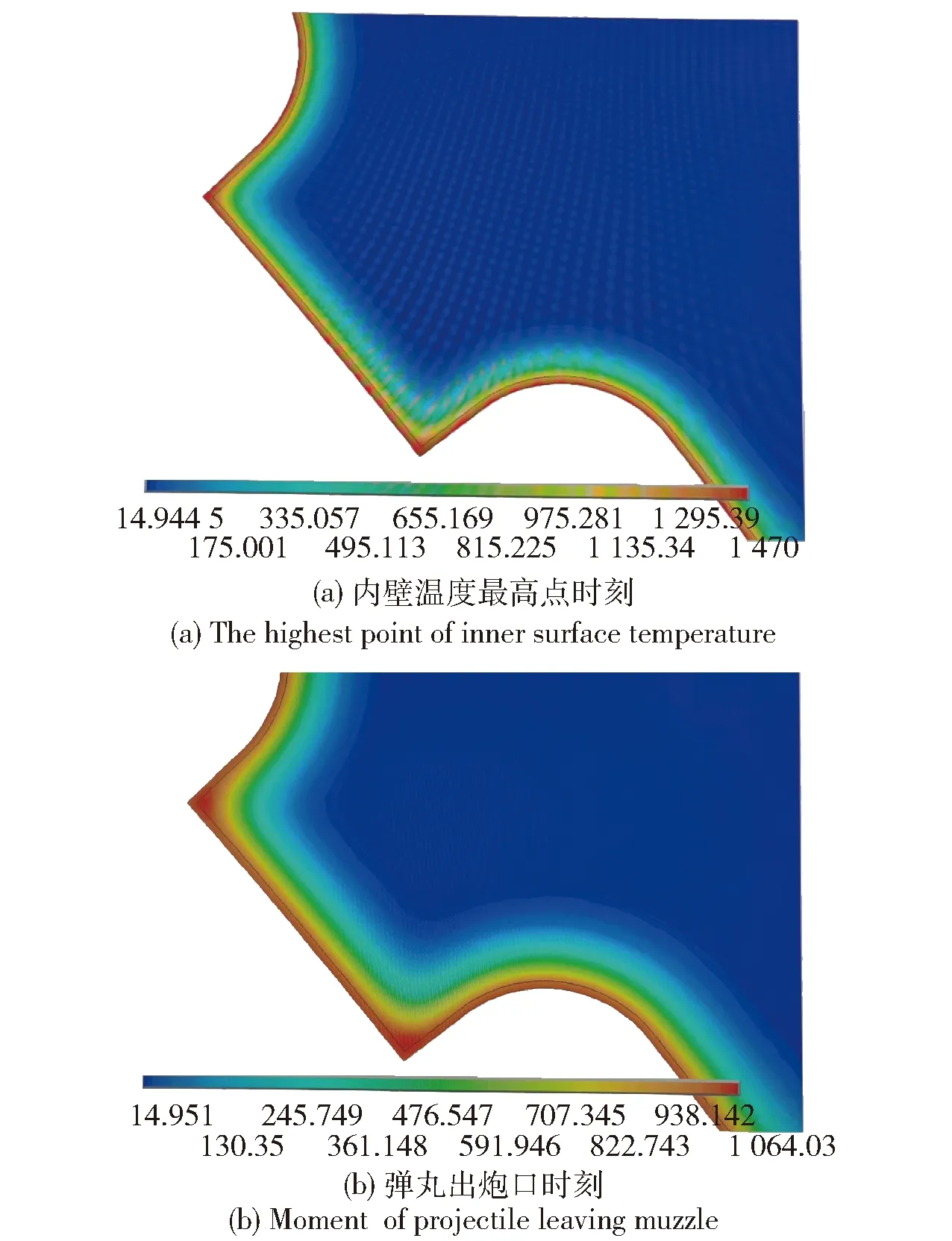
圖8 不同時刻身管溫度分布云圖Fig.8 Temperature distribution of rifling at different time

圖9 距陽線表面不同位置溫度- 時間曲線Fig.9 Change of temperature with time at different positions on the surface of rifling
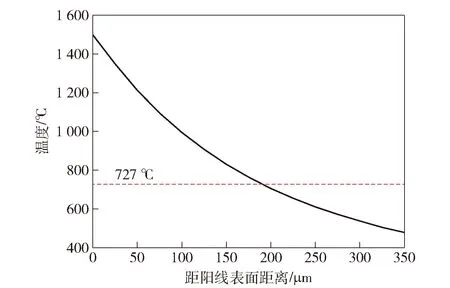
圖10 距陽線表面不同位置處溫度最大值衰減規律Fig.10 Attenuation law of maximum temperature at different positions on rifling surface
從圖8~圖10中可以看出:火炮發射過程中,身管溫度響應呈現典型的沖擊特性,沿身管壁厚方向梯度非常大,隨時間和身管徑向近似以指數規律衰減,其中身管內壁面溫度約1 498 ℃,距離內壁150 μm處溫度約830 ℃,距離內壁190 μm處溫度約727 ℃,距離身管內壁350 μm處溫度僅剩余470 ℃;身管在1 498 ℃下接近于材料熔點,830 ℃下材料強度約100 MPa,而470 ℃下材料強度相對較高,約800 MPa。由此可見,火炮射擊過程中身管內膛表面溫度梯度可能導致幾百微米表層材料相變、軟化等,加速身管燒蝕、磨損、開裂等缺陷,在彈炮摩擦和燃氣沖刷下形成微剝離,逐發射擊累積造成內徑擴大。
圖11所示為陽線不同位置溫度提取點。一定厚度處陽線棱邊及中間位置溫度隨時間變化曲線如圖12所示。

圖11 陽線不同位置處溫度提取點Fig.11 Temperature extraction points at different positions of rifling
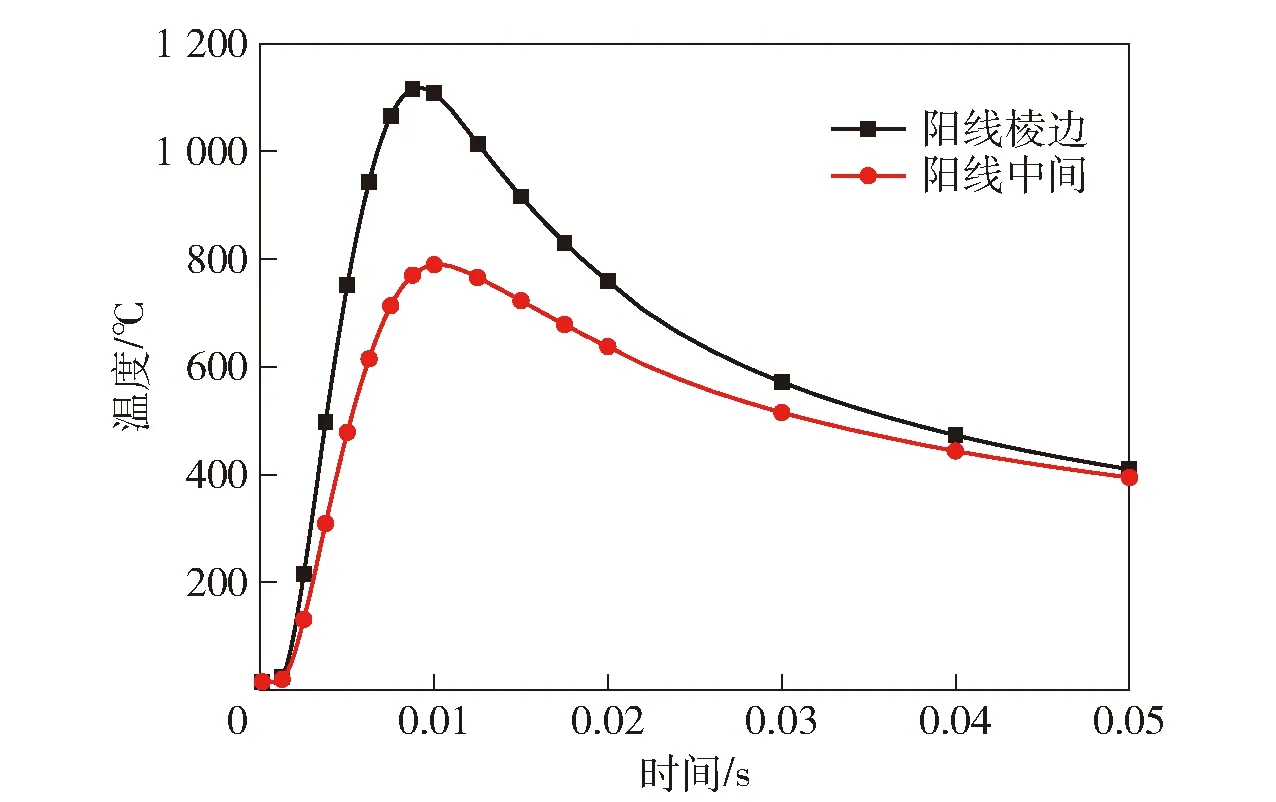
圖12 陽線棱邊及中間位置處溫度- 時間曲線Fig.12 Changing curves of temperature with time at the edge and middle positions of rifling
從圖11和圖12中可以看出:陽線棱邊處存在明顯的熱累積現象,相比于同樣厚度處的陽線上表面位置,溫度可高出300 ℃以上。這是因為結構尖端熱效應,溫度向陽線棱邊積聚而導致的。因此在火炮射擊過程中身管陽線棱邊表層材料強度相比陽線表面低,故棱邊相比陽線表面在彈帶磨損和氣流沖刷下更易出現燒蝕磨損。
3 內膛鍍鉻對膛線表層溫度分布的影響
圖13所示為鉻層與基體結合面溫度提取位置。圖13中,點為陰線倒角處鉻層與基體結合位置,點為膛線側面中間處鉻層與基體結合位置,點為陽線表面中間處鉻層與基體結合位置。膛線截面不同位置鉻層與基體結合面處的溫度曲線如圖14所示。
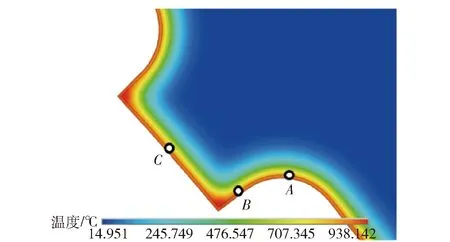
圖13 鉻層與基體結合面溫度提取位置Fig.13 Temperature extraction points at the interface between chromium layer and substrate
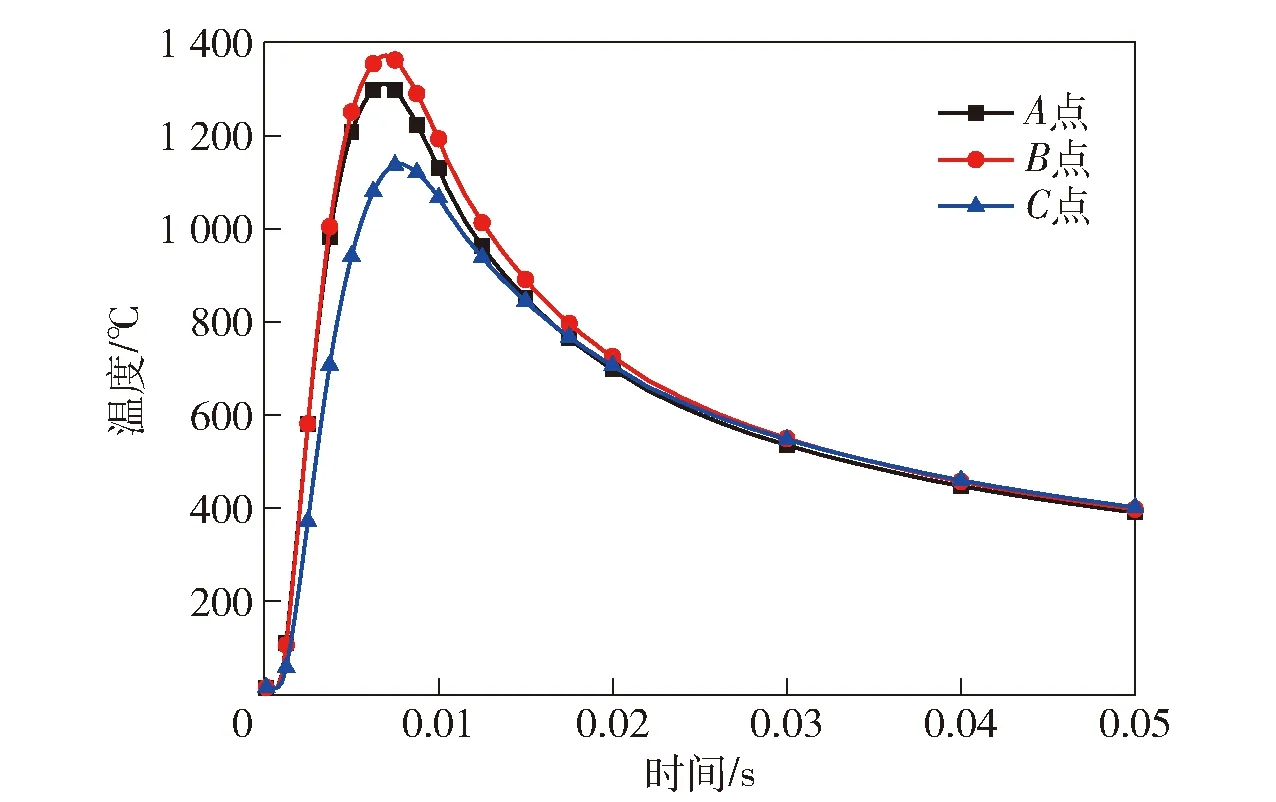
圖14 鉻層與基體結合面溫度曲線Fig.14 Changing curves of temperature at the interface between chromium layer and substrate
從圖13和圖14中可以看出,膛線側面中間處鉻層與基體結合位置溫度最高,陽線表面中間處鉻層與基體結合位置溫度最低,相差約230 ℃。這是因為膛線截面不同位置的鉻層厚度不同,其中陽線倒角處鉻層厚度最厚,溫度主要由鉻層承受,鉻層與基體結合面溫度最低;而陽線側面中間雖然鉻層厚度相比陰線倒角處厚,但由于陽線棱邊的熱累積影響,導致該處溫度最高。
鍍鉻身管距陽線表面不同位置處溫度最大值隨壁厚的衰減規律對比如圖15所示。

圖15 鍍鉻身管距陽線表面不同位置處溫度最大值衰減規律對比Fig.15 Attenuation law of maximum temperature at different positions on rifling surface of chrome plated barrel
從圖15中可以看出:鍍鉻身管相比無鍍身管,其內膛高溫環境主要由鉻層承受,使得基體溫度可降低約400 ℃;鉻的熔點(1 875 ℃~1 920 ℃)高于炮鋼(1 538 ℃);相同溫度下鉻的強度也高于炮鋼(見圖5、圖6),因此鍍鉻層可起到較為明顯的隔熱作用。
4 不同陽線棱邊倒角對膛線表層溫度分布的影響
為降低陽線棱邊熱累積及鉻層堆積,研究了陽線棱邊倒角分別為03 mm、04 mm、05 mm情況下膛線溫度的分布規律。不同陽線棱邊倒角如圖16所示。
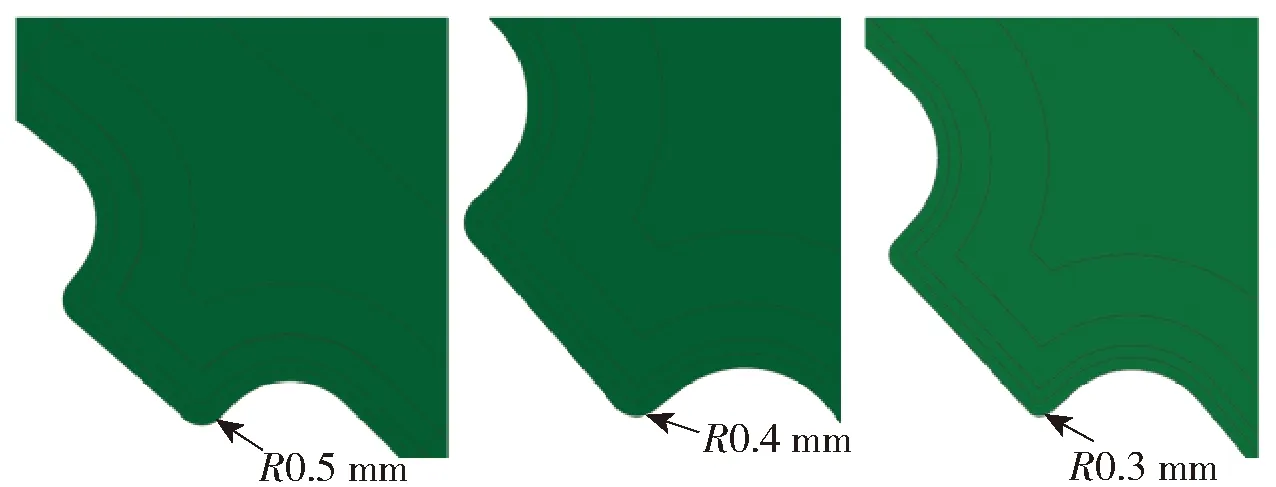
圖16 陽線棱邊不同倒角Fig.16 Chamfering of rifling edge
陽線棱邊不同倒角位置處溫度隨時間變化曲線如圖17所示。

圖17 陽線棱邊不同倒角位置溫度隨時間變化曲線Fig.17 Changing curves of temperature at different chamfering positions of rifling edge
從圖17中可見,陽線棱邊倒角后熱累計現象有明顯減弱,約降低100 ℃左右,溫度的降低可有效減緩身管材料強度的下降,提高陽線棱邊的抗彈帶磨損和氣流沖刷能力,但倒角大小對棱邊溫度影響較小。
5 計算結果與身管內膛損傷狀態對比分析
通過對射擊一定發數的155 mm火炮身管取樣進行微觀組織分析,發現內膛由于高溫作用導致表層形成厚度約100~200 μm、硬度約700 HV的熱影響硬化層。根據金屬材料鐵碳合金相圖,身管材料含碳量約03,當溫度大于恒溫轉變線(727 ℃)時開始發生相變,使得鐵素體至奧氏體轉變,當溫度約大于830 ℃時為鐵素體完全轉變為奧氏體。因此從膛線表層熱影響層厚度分析,基體與熱影響層交界處的溫度約在727 ℃~830 ℃附近。由圖10的計算結果可以看出,727 ℃時對應的位置為190 μm、830 ℃時對應的位置為150 μm,與圖18中測量的熱影響層厚度165 μm接近。

圖18 陽線表面熱影響層厚度Fig.18 Thickness of heat affected layer on rifling surface
從溫度在陽線棱邊存在熱累積現象分析,陽線棱邊的熱影響層會明顯加厚,檢測結果如圖19所示。陽線棱邊在彈帶磨損和氣流沖刷下將首先出現損傷,檢測結果如圖20所示。
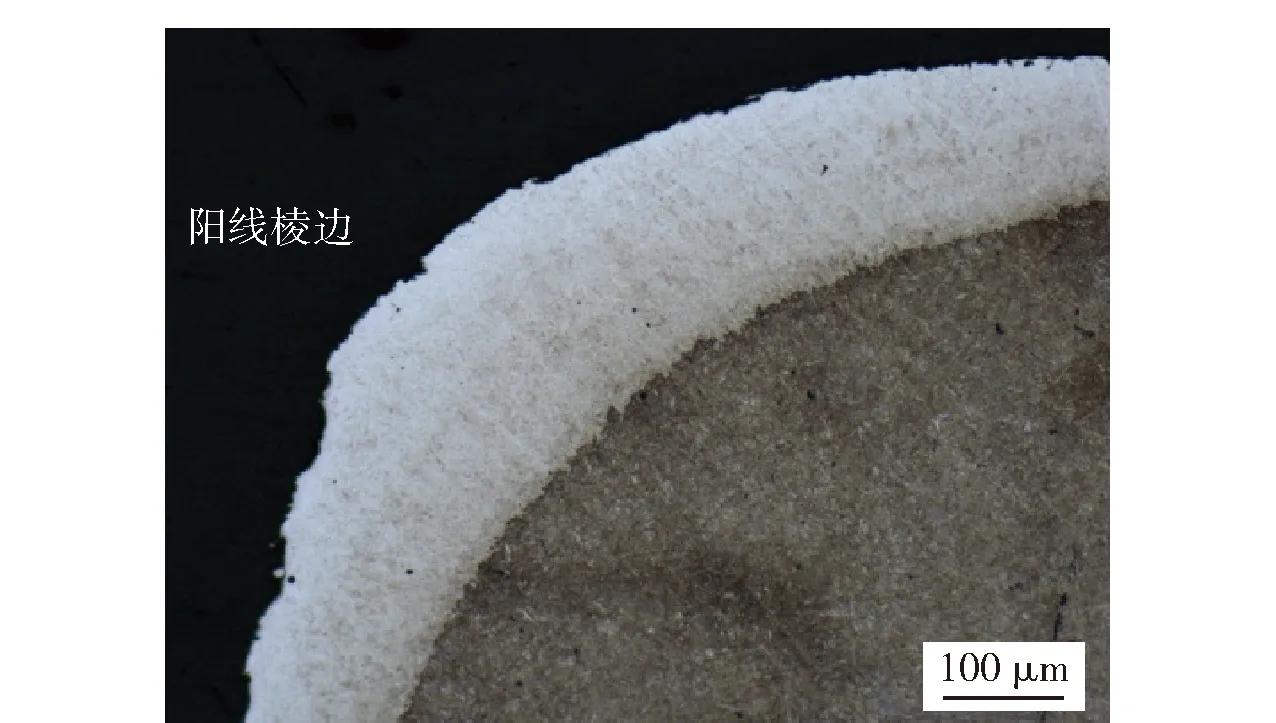
圖19 陽線棱邊熱影響層分布Fig.19 Thickness of heat affected layer on rifling edge

圖20 陽線棱邊損傷圖Fig.20 Edge damage of rifling
6 結論
本文以155 mm火炮身管為研究對象,建立了熱- 結構耦合動力學模型,對膛線表層溫度及其梯度進行了仿真研究。得出以下主要結論:
1) 身管溫度響應呈現典型的瞬態特性,隨時間和身管徑向快速衰減。由內表面接近1 500 ℃迅速衰減到距離內壁190 μm左右的727 ℃以上。
2) 陽線棱邊存在明顯的熱累積現象,比陽線上表面溫度高出300 ℃以上,是造成陽線棱邊首先出現損傷的重要原因;陽線棱邊倒角后熱累計現象明顯減弱,約降低100 ℃左右。
3) 內膛鍍鉻后陽線基體表面溫度可降低約400 ℃,可起到較好的隔熱效果。
