基于MOLDFLOW的薄壁塑件注塑收縮正交實驗研究1
2022-07-06 05:37:34羅龔李書弘袁原方贊言陳茂琳林依璇
廣東石油化工學院學報 2022年3期
羅龔,李書弘,袁原,2,方贊言,陳茂琳,林依璇
(1.廣東石油化工學院 機電工程學院,廣東 茂名 525000;2.哈爾濱工業大學 化工與化學學院,黑龍江 哈爾濱 150001)
合適的注塑成型工藝參數,能有效地提高注塑件質量。國內外有許多學者在注塑成型工藝參數優化[4]、注塑成型產品體積收縮率、縮痕指數、翹曲變形分析[5,6]等方面開展了大量研究。Moldflow模流分析法是注塑成型過程模擬分析最常見的研究方法,能夠對注塑成型過程進行模擬實驗,預測制品體積收縮、縮痕、翹曲變形的情況,具有重要的輔助意義[7,8]。
本文利用Moldflow模流分析法,設計了正交實驗,采用新型計算方法研究熔體溫度(因素A)、注射壓力(因素B)、冷卻時間(因素C)、保壓時間(因素D)、保壓壓力(因素E)5個工藝因素對體積收縮率(指標Ⅰ)、縮痕指數(指標Ⅱ)、翹曲變形量(指標Ⅲ)3個指標的影響規律。
1 正交實驗過程
塑料薄壁護角是注塑成型的薄壁件,在注塑成型過程中容易產生體積收縮、縮痕、翹曲變形等缺陷。本文以塑料薄壁護角為研究對象,注塑原料為聚丙烯(PP),其三維模型與詳細尺寸見圖1。

圖1 塑料薄膜護角三維模型
考慮塑料薄壁護角內應力過大時對后續塑料電鍍工藝產生的影響,選取了指標Ⅰ、Ⅱ、Ⅲ進行研究。根據護角實際注塑過程和注塑成型理論,本文選取了因
素A、B、C、D、E作為對考察指標的主要因素。并設計了五因素四水平(L16(45))的正交實驗[9],具體的因素水平數據見表1。

表1 L16(45)正交實驗因素水平數據因素A/℃因素B/MPa因素C/s因素D/s因素E/MPa水平12007020570水平22278040780水平32549060990水平42801008011100
護角塑件依據現實生產制造中能夠實現的工藝設計,注塑過程采用1模8腔(4套)的生產結構,其冷卻系統和澆注系統如圖2所示。

圖2 護角注塑過程的冷卻系統與澆注系統2 正交實驗結果與討論
根據表1中的正交實驗方案,運用Moldflow對16組方案進行實驗,分別對指標Ⅰ、Ⅱ、Ⅲ進行分析研究。
奮力譜寫民營經濟高質量發展新篇章,要加強黨的領導,為民營企業發展提供堅實保障。民營經濟能不能進一步發展壯大,關系到全省改革發展大局。各級黨委和政府要把推動民營經濟發展擺到突出位置,細化工作方案,明確責任分工,加強考核,強化問責,抓好工作落實。強化民營企業黨建工作,助推民營企業發展壯大。
(1)體積收縮率模擬實驗。列舉部分(樣品1,2,3,4)體積收縮率模擬實驗結果見圖3。

圖3 樣品1~4體積收縮率模擬實驗結果
由圖3可知,護角塑件最大的體積收縮率常出現在產品的左右外邊緣處(圖3中虛線圓框處),樣品1、2、3、4最大的體積收縮率數值為7.963%,對16組模擬實驗結果的系統討論將在后文給出。
(2)縮痕指數模擬實驗。列舉部分(樣品1,2,3,4)縮痕指數模擬實驗結果見圖4。
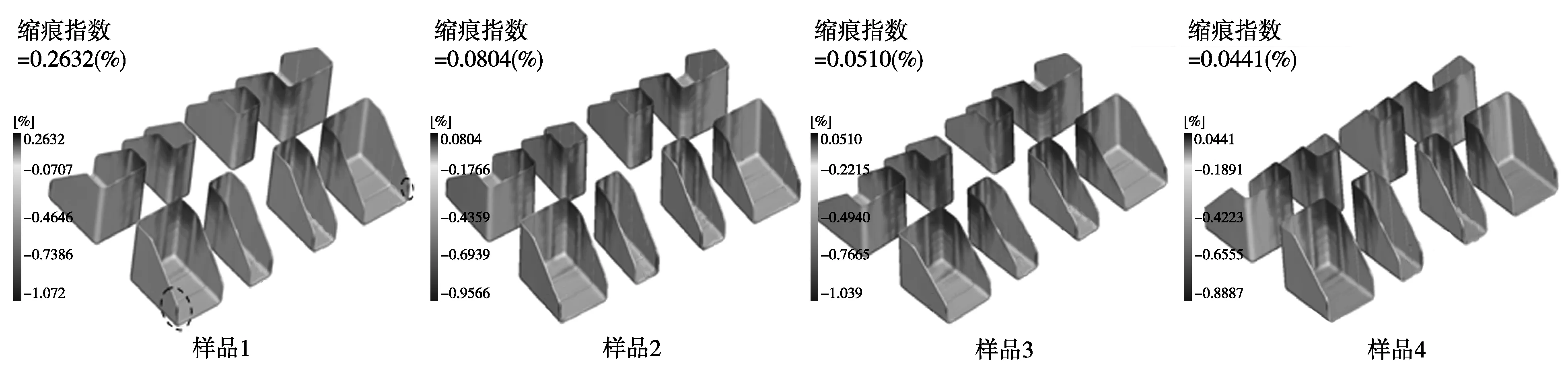
圖4 樣品1~4縮痕指數模擬實驗結果
由圖4可知,樣品1、2、3、4的縮痕傾向較小,只有樣品1在左右外邊緣處(圖4中虛線圓框標記處)產生了相對明顯的縮痕,樣品1的最大縮痕指數為0.2632%,對16組模擬實驗結果的系統討論將在后文給出。
(3)翹曲變形量模擬實驗。列舉部分(樣品1,2,3,4)翹曲變形量模擬實驗結果見圖5。

圖5 樣品1~4翹曲變形量模擬實驗結果
由圖5可知,最大的翹曲變形量常出現在護角塑件左右斜邊緣處(圖5中虛線圓框標記處),樣品1、2、3、4中最大的翹曲變形量數值為0.9722 mm。
綜合匯總16組樣品正交實驗實驗結果,見表2。

表2 L16(45)正交實驗結果
3 單指標和多指標正交實驗結果分析
3.1 單指標分析
根據表2的正交實驗結果數據,將5個因素對體積收縮率的影響用均值法和極差法進行分析,計算出體積收縮率單指標各水平均值及其極差,詳見表3。 由表3可知,隨著熔體溫度的升高,產品的體積收縮率增大;隨著注射壓力的增大,體積收縮率先減小后增大又減小;隨著冷卻時間的增加,體積收縮率先減小后增大;隨著保壓時間的增加,體積收縮率先減小后趨于平穩;隨著保壓壓力的增大,體積收縮率先減小后增大。由極差分析可知,各因素對體積收縮率影響程度大小為A>E>C>B>D,最佳工藝參數為A1B4C3D3E3。

表3 體積收縮率各因素水平計算均值%因素A因素B因素C因素D因素E水平1均值7.1738.1308.1988.1238.225 水平2均值7.6627.8817.9777.9347.991 水平3均值8.2728.0127.8217.9127.845 水平4均值8.7797.8627.8897.9167.882 極差1.6060.2680.3770.2110.380
同上研究方法,縮痕指數單指標各水平均值及其極差,詳見表4。
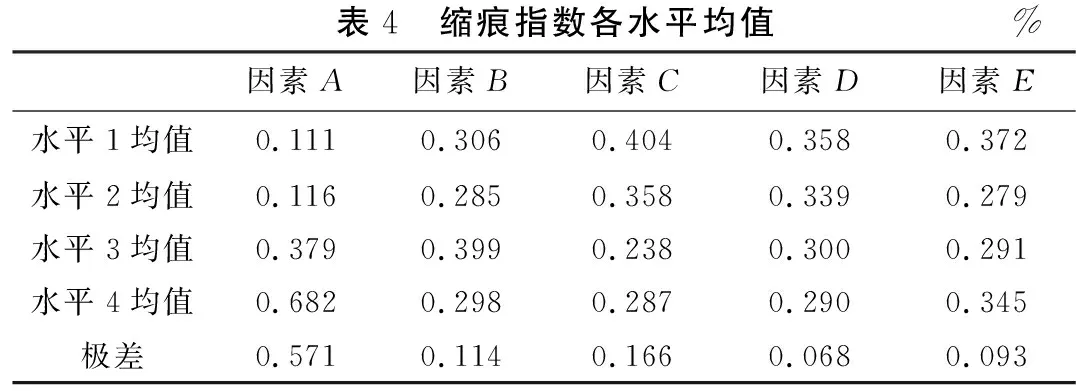
表4 縮痕指數各水平均值%因素A因素B因素C因素D因素E水平1均值0.1110.3060.4040.3580.372 水平2均值0.1160.2850.3580.3390.279 水平3均值0.3790.3990.2380.3000.291 水平4均值0.6820.2980.2870.2900.345 極差0.5710.1140.1660.0680.093
由表4可知,隨著熔體溫度的升高,產品的縮痕指數增大;隨著注射壓力的增大,縮痕指數先減小后增大又減小;隨著冷卻時間的增加,縮痕指數先減小后增大;隨著保壓時間的增加,縮痕指數減小;隨著保壓壓力的增大,縮痕指數先減小后增大。由極差分析可知,各因素對縮痕指數影響程度大小為A>C>B>E>D,最佳工藝參數為A1B2C3D4E3。
同上研究方法,翹曲變形量單指標各水平均值及其極差,詳見表5。

表5 翹曲變形量各水平均值mm因素A因素B因素C因素D因素E水平1均值0.7670.9721.0120.9191.019水平2均值0.8600.9110.9250.9170.954水平3均值1.0180.9190.8840.9320.882水平4均值1.0670.9090.8910.9430.856極差0.3000.0620.1280.0250.163
由表5可知,隨著熔體溫度的升高,產品的翹曲變形量增大;隨著注射壓力的增大,翹曲型變量先減小后增大又減小;隨著冷卻時間的增加,翹曲變形量先減小后增大;隨著保壓時間的增加,翹曲變形量先減小后增大;隨著保壓時間的增大,翹曲變形量減小。由極差分析可知,各因素對翹曲變形量影響程度大小為A>E>C>B>D,最佳工藝參數為A1B4C3D2E4。 通過以上分析,明確了5個因素分別對3個指標的影響規律,但3個指標單獨分析所得影響規律及最佳工藝參數不統一,無法直接獲得綜合全面的影響規律及最佳工藝參數。本研究將進行多指標綜合分析,以獲得更綜合全面的分析結果。
3.2 多指標加權分析
為了分析出5個因素對3個指標的綜合影響,本研究采用指標隸屬度計算法和多指標綜合加權評分法進行計算分析[10]。根據該方法可得到各個指標的綜合評分值,綜合評分值越高則實驗效果越差,綜合評分值越低則實驗的效果越好[10]。
每組實驗各指標的指標隸屬度計算如下:
Yji=(zj-zmin)/(zmax-zmin)
(1)
式中:Yji為j號樣品的第i項指標的隸屬度值;zj為j號樣品指標值;zmax為指標的最大值;zmin為指標的最小值。
根據3個指標對產品質量的影響程度,對每組實驗用多指標綜合加權評分法,得到每組實驗的多指標綜合加權隸屬度評分值,其式為
Yj=∑aiYji
(2)
式中:Yj為j號樣品的多指標綜合評分;j為樣品序號;i為指標序號;ai為指標權值,根據影響的程度,體積收縮率的權值a1為0.60,縮痕指數的權值a2為0.15,翹曲變形量的權值a3為0.25。
此時,表2中16組樣品的多指標綜合加權隸屬度評分情況詳見表6。

表6 多指標綜合加權隸屬度評分情況
為了獲得最佳的工藝參數和綜合評分影響因素,對表6的數據進行均值分析和極差分析,結果詳見表7。
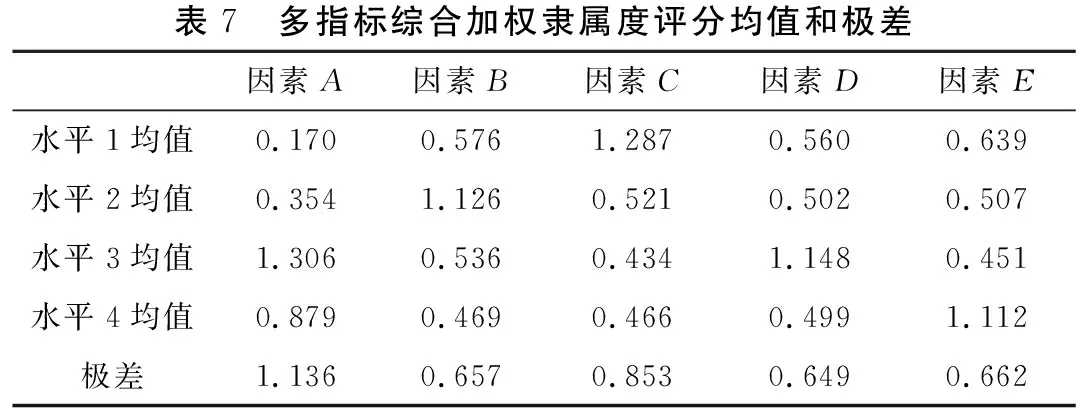
表7 多指標綜合加權隸屬度評分均值和極差因素A因素B因素C因素D因素E水平1均值0.1700.5761.2870.5600.639水平2均值0.3541.1260.5210.5020.507水平3均值1.3060.5360.4341.1480.451水平4均值0.8790.4690.4660.4991.112極差1.1360.6570.8530.6490.662
由表7可知,隨著熔體溫度的升高,產品綜合評分先增大后減小;隨著注射壓力的增大,綜合評分先增大后減小;隨著冷卻時間的增加,綜合評分先減小后趨于平緩;隨著保壓時間的增加,綜合評分先減小后增大又減小;隨著保壓壓力的增大,綜合評分先減小后增大。由極差分析可知,各因素對產品影響程度由大到小為熔體溫度>冷卻時間>保壓壓力>注射壓力>保壓時間(即A>C>E>B>D)。此時,綜合最佳工藝組合為A1B4C3D4E3,即熔體溫度為200 ℃、注射壓力為100 MPa、冷卻時間為60 s、保壓時間為11 s、保壓壓力為90 MPa。
4 結語
本文以塑料薄壁護角為研究對象,利用 Moldflow模流分析與正交實驗方法,研究了注塑成型工藝參數對產品質量的影響規律,并對注塑工藝參數進行了優化。通過多指標綜合加權評分法得出如下結論:隨著熔體溫度的升高,產品質量先變優后變差;隨著注射壓力的增大,產品質量先變好后變差;隨著冷卻時間的增加,產品質量逐漸變差并趨于穩定;隨著保壓時間的增加,產品質量先變差后變好又變差;隨著保壓壓力的增大,產品質量先變差后變好。5個因素綜合影響程度大小為熔體溫度>冷卻時間>保壓壓力>注射壓力>保壓時間;最佳工藝組合為熔體溫度為200 ℃、注射壓力為100 MPa、冷卻時間為60 s、保壓時間為11 s、保壓壓力為90 MPa。
