海藻酸鈉添加對大豆濃縮蛋白植物肉特性的影響
2022-07-07 03:04:56隋曉楠江連洲
食品科學 2022年12期
竇 薇,張 鑫,趙 煜,隋曉楠,江連洲
(東北農業大學食品學院,黑龍江 哈爾濱 150030)
近年來陸地養殖業對空氣和水資源的污染、因過度食用動物肉引致疾病的“三高”人數急劇增加等問題日益凸顯。同時,近年來陸地養殖業對空氣和水資源的污染、因過度食用動物肉引致疾病的“三高”人數急劇增加等問題也日益凸顯。因此,增加植物蛋白在畜牧肉制品中的代替已成為世界可持續發展的必然選擇,其中包括用植物肉產品代替動物肉。植物肉是一種與動物肉具有相似感官特性,但是由植物蛋白制成的食品。生產植物肉的常用方法之一是雙螺桿高水分擠壓,在擠壓過程中,通過溫度、高水分、機械能和熱能的作用導致蛋白質變性后,通過擠壓機末端冷卻模頭降溫后使蛋白質重新排列形成致密的纖維狀結構。
在高水分擠壓中,大豆蛋白是最常見的原料之一。分析擠壓過程中參數(包括溫度、原料等)變化一直是研究熱點,Zhang Bo等以大豆蛋白為原料,研究了溫度、水分含量的改變對擠壓植物肉產品的質地和理化特性的影響。其他植物性蛋白如小麥面筋、豌豆蛋白和花生蛋白通常作為添加劑與大豆蛋白混合進行高水分擠壓,以此改善產品感官和理化特性。除了植物蛋白成分,非蛋白成分的輔料對于植物肉產品特性構建也十分重要。例如,卡拉膠在水中具有良好的增稠性和穩定性,被廣泛應用于植物肉生產中。海藻酸鈉性質與卡拉膠相似,它作為一種從天然褐藻中提取的多糖物質,具有良好的吸水性,也可在食品中用作增稠劑和凝膠劑。在食品制作中添加海藻酸鈉可以改善制品的色澤、均一性和持水作用。Pan Hongyang等研究了海藻酸鈉加入對于大豆分離蛋白的熱凝膠特性。Zhang Jinchuang等利用海藻酸鈉與花生蛋白作為高水分擠壓原料,生產出了組織化程度較高的植物肉產品。但有關利用海藻酸鈉與大豆濃縮蛋白混合制備高水分擠壓產品鮮有深入研究。
為進一步改善植物肉的產品特性,本實驗以大豆濃縮蛋白為研究對象,通過添加不同比例海藻酸鈉和改變模頭溫度制備高水分擠壓產品,進而探討海藻酸鈉和模頭溫度的改變對大豆濃縮蛋白高水分擠壓產品結構和功能特性的影響。
1 材料與方法
1.1 材料與試劑
大豆濃縮蛋白(水分5.92%、脂肪0.47%(干基)、灰分5.01%(干基)、纖維3.6%(干基)、蛋白質64.21%) 哈爾濱九三集團;食用海藻酸鈉(食品級)山東盛源食品公司;其他試劑均為分析純。
1.2 儀器與設備
Process 11雙螺桿擠出機 德國賽默飛世爾科技公司;TA.XT. plus紋理分析儀 英國超技術儀器公司;CR-10手持色度計 日本柯尼卡美能達公司;CJJ-6型磁力攪拌器 上海儀電科學儀器股份有限公司;GL-25MS型高速冷凍離心機、Scientz-18N型冷凍干燥機 寧波新芝生物科技股份有限公司;S-3400N型掃描電子顯微鏡荷蘭皇家飛利浦公司;DHG-9023A烘箱 上海捷呈實驗儀器有限公司。
1.3 方法
1.3.1 大豆蛋白-海藻酸鈉植物肉的制備
參考文獻[7]的制備方法,高水分擠壓蒸煮在同向旋轉、嚙合的雙螺桿擠出機上進行,擠出機出口端附有一個長冷卻模具。將大豆濃縮蛋白-明膠以12 kg/h的恒定速率加入擠出機,通過優化擠壓工藝的基礎上,采用單因素試驗設計,海藻酸鈉添加量分別為0%、3%、6%、9%(以大豆濃縮蛋白計),其中海藻酸鈉添加量0%為對照組。模頭溫度改變分別為120、150、180 ℃。所有實驗中螺桿轉速恒定為150 r/min,根據初步預實驗所得到的樣品和擠出機的穩定性,設定進料水分為60%(干基)。在擠壓蒸煮過程中,機筒和模頭冷卻介質為20 ℃循環水。在產品擠出后分為2 部分進行收集,取一部分樣品裝入密封塑料袋后4 ℃保存以供進一步分析。取另一部分樣品凍干研磨,進行80 目篩后裝袋在干燥環境下保存。
1.3.2 質構性分析
參考文獻[8]的方法,將條狀樣品固定在質構儀上,利用A/AMORS探針沿樣品的垂直方向(縱向強度,)和平行方向(橫向強度,),以1 mm/s的速率切割至樣品原始高度的75%,重復3 次,記錄數據。其中,組織化度為縱向強度()與橫向強度()的比值,咀嚼度為探針對條狀樣品剪切的正峰面積,均由TA.XT. plus紋理分析儀軟件直接顯示數據。
1.3.3 顏色分析
參考文獻[10]的方法,采用手持式色度計測量擠出物的顏色。儀器在使用之前用白色瓷磚進行校準。將條狀樣品置于白色標準板表面,測量其亮度(*)、紅度(*)和黃度(*),每一種樣品重復測量至少3 次。
1.3.4 比機械能分析
按式(1)計算樣品的比機械能:

式中:為螺桿轉速(150 r/min);為電機轉矩(由計算機自動記錄,從轉矩讀數中減去空載轉矩)/(N·m);MFR為質量流量/(g/min),即擠出物質量以1 min擠出物稱量計算。
1.3.5 微觀結構觀察
參照文獻[10]的方法。再觀察前,將擠壓樣品分割成2 mm×2 mm×3 mm的片狀結構,然后使用2.5%戊二醛(pH 7.2)在4 ℃下固定1.5 h,隨后使用0.1 mol/L的磷酸鹽緩沖液(pH 6.8)進行3 次清洗。將樣品在乙醇溶液(50%、70%、80%和90%)中進行脫水,然后用1∶1的叔丁醇、乙醇混合物洗滌。最后將樣品表面用金濺射涂層。用掃描電子顯微鏡將樣品放大1 500 倍后,觀察其表觀形態。
1.3.6 蒸煮性測定
根據文獻[11]的方法,將擠壓產品在沸水中蒸煮10 min,撈出放置在過濾網上瀝干多余的水分,冷卻至室溫后,采用1.3.2節方法利用質構儀對蒸煮后的樣品進行測定并使用相機進行拍照。
1.3.7 吸水率測定
根據文獻[12]的方法并稍作修改,將樣品剪切成40 mm×15 mm×4 mm的長條,先將樣品用烘箱干燥,待樣品質量不再發生變化后,記錄干燥樣品質量為。將水浴鍋溫度設定為60 ℃,取干燥后的樣品放入水浴鍋,每間隔30 min稱量一次樣品的質量并記錄,5 h后將樣品撈出,放置在過濾網上排水6 min,隨后稱量吸水后的樣品質量,記錄為,重復測定3 次,取平均值。根據式(2)計算吸水率:

1.4 數據統計分析

2 結果與分析
2.1 質構分析
如圖1所示,模頭溫度和海藻酸鈉添加量顯著影響了擠出樣品的組織化度和咀嚼度(<0.05)。根據文獻[13]組織化度代表擠出物的纖維結構形成。和分別代表切割擠出物的垂直力和平行力。因此,組織化度值大于1表示更好的纖維結構。由圖1可以看出,僅由大豆濃縮蛋白制備的擠出物的組織化度在3個不同擠出模頭溫度中都接近于1,這表明僅由大豆濃縮蛋白制備的擠出物形成的纖維度較差。在原料中加入海藻酸鈉增加了擠出物的組織化度值,盡管添加量有所不同。這表明添加海藻酸鈉能夠提高擠出物纖維結構的形成。這可能是因為海藻酸鈉在水中溶解,與蛋白質形成聚合物網絡并起到了維持擠出樣品內聚性和彈性的作用。同時,由圖1可以發現,海藻酸鈉也改變了擠出物的咀嚼性,它通常在食品工業中作為膠凝劑和穩定劑。與Romero等研究結果一致,在擠壓過程中添加一定量的海藻酸鈉提高了小米擠出物的咀嚼性。隨著海藻酸鈉的添加量達到9%后,擠出樣品的咀嚼性達到最大值,這可能是由于過多的海藻酸鈉的加入,增大了擠出樣品的黏度,從而咀嚼度升高。模頭的熔融溫度也是蛋白質構象變化的關鍵因素,它會影響擠出物的組織化形態。機筒溫度的變化可以影響蛋白質的熔化程度。由圖1可以看出,在150 ℃時,4種不同海藻酸鈉添加量的擠出物的組織化度均具有最大值。這代表較高的熔融溫度可以促進蛋白質分子鏈充分的展開,經過冷卻模具后,蛋白質分子進行重排,形成致密的纖維狀結構。此時蛋白質-蛋白質相互作用、蛋白質-海藻酸鈉相互作用、蛋白質-水相互作用都逐漸增強。相比較在130 ℃時,擠出物樣品的組織化度較低,擠出物容易斷裂,形態不均勻。這可能是因為模頭溫度過低,使得蛋白質分子變性但并未完全熔融,經過冷卻模具后無法形成明顯的纖維結構。而當溫度達到180 ℃時,擠出物組織化程度再次降低,這可能是由于模頭溫度過高,機筒內蛋白質分子之間的作用力被破壞。模頭溫度過高或過低都會影響擠出物纖維結構的形成,根據圖1中組織化度的最優選擇,將使用熔融溫度為150 ℃時的擠出樣品進行進一步研究。

圖1 海藻酸鈉添加量和擠出溫度對于擠出物組織化度(A)和咀嚼度(B)影響Fig. 1 Effect of addition of sodium alginate and extrusion temperature on the texturization degree (A) and chewiness (B) of extrudates
2.2 比機械能分析
比機械能是單位質量擠出物質所消耗能量的指標,它可以表示原料在擠壓過程中經歷的分子分解程度,因此可以很好表征原料在機筒內的擠出過程。比機械能的變化與機筒的扭矩以及原料在機筒內經歷高溫高壓后的表觀黏度有關,其會影響到產品最終的特性例如溶解度、組織化度、硬度等。從表1可以看到,海藻酸鈉的加入導致比機械能下降。海藻酸鈉是一種已知的親水性多糖,是一種能夠影響食品原料黏度的添加劑。大多數食品在擠壓蒸煮過程中通常具有假塑性流體行為,機筒的扭矩變化與原料黏度相關。隨著海藻酸鈉的加入導致原料熔體黏度降低,從而螺桿進行嚙合旋轉時受到的阻力減少,導致扭矩下降,最終比機械能降低。Frame等的研究與本實驗有相同的結果。值得注意的是,圖1結果表明擠壓樣品中較高的組織化度與較低的比機械能相關。當添加6%海藻酸鈉時,比機械能為最低(694.43 kJ/kg),而組織化度值為最大(2.13)。Fang Yanqiang等的研究也表明,較低的比機械能值可能會導致蛋白質擠出物中更明顯的纖維結構。

表1 不同海藻酸鈉添加量對擠出物色澤和比機械能的影響Table 1 Effect of addition of sodium alginate on color and SME of extrudates
2.3 顏色分析
顏色在食品工業中是一個重要的品質因素,是食品感官的指標之一。如表1所示,在產品顏色方面,海藻酸鈉添加量對于產品亮度有顯著影響。物料配比中海藻酸鈉含量越高,擠出物亮度越高。根據文獻[28],機筒中由于高溫作用導致蛋白質原料發生美拉德反應,會使擠出物質亮度變暗。但是在螺桿轉速一定的情況下,海藻酸鈉比例增加,使原料黏度降低,能夠更快速通過機筒,機筒內美拉德反應減弱,從而使產品亮度升高,擠出物顏色有所改善。
2.4 外觀和微觀觀察分析
擠出過程被認為是一個黑箱過程,其原料在機筒中發生的變化無法通過肉眼觀察。因此,利用電子相機對擠出物經行宏觀拍照,結合掃描電子顯微鏡觀察擠出物的形態。從圖2可以看出,擠出物的微觀形態與樣品宏觀形態相一致。未添加海藻酸鈉的擠出樣品(圖2a)與不同海藻酸鈉添加量下得到的樣品形態差別較大,未添加海藻酸鈉的擠出樣品(圖2a)表面平整光滑,沒有分層出現。當添加了3%的海藻酸鈉后,擠出物(圖2b)形成了塊狀聚集體,但是并沒有纖維條狀結構形成。從微觀形態來看,擠出樣品(圖2b)有層狀結構出現,但表明仍然相對平坦沒有明顯的纖維取向。相比之下,當添加了6%的海藻酸鈉后,擠出物(圖2c)結構變得更加致密,此時可以觀察到最佳的外觀形態,樣品形成了類似于肉類纖維的條狀纖維結構。觀察微觀形態,含有6%的海藻酸鈉的擠出物(圖2c)顯示出明顯的條狀纖維結構,蛋白質凝膠結構變得更加致密。在擠壓過程中,蛋白質在機械剪切力和高溫的作用下經歷了分子鏈展開、團聚、交聯的過程。海藻酸鈉在蛋白質分子展開和交聯的過程中充分起到增稠和黏合的作用,改善蛋白質凝膠化性質,從而使擠出樣品形成了更多的纖維排列層。文獻[33]研究中也發現,花生蛋白與0.1%的海藻酸鈉混合后進行高水分擠壓,可以改善蛋白質的交聯效果,得到纖維結構更明顯的產品。隨著海藻酸鈉比例的增加,擠出樣品(圖2d)的結構變得更加致密且形成了更多層狀而非纖維狀結構,過多的海藻酸鈉溶于水,促進了蛋白質的溶脹,使得蛋白質-蛋白質相互作用減弱,產生不相容的聚合物網絡,從而導致擠出物(圖2d)形成了更多分離的層。海藻酸鈉也被用于紡絲的大豆分離蛋白中,其表現出高度的混溶性,能夠促進蛋白質-蛋白質、蛋白質-水之間的相互作用。總的來說,通過外觀觀察分析和掃描電子顯微鏡觀察,得到與質構性分析一致的結論:海藻酸鈉在大豆濃縮蛋白高水分擠壓中起重要作用。

圖2 不同海藻酸鈉添加量擠出物的外觀和掃描電子顯微鏡觀察圖Fig. 2 Macroscopic and scanning election microscopic observation of SPC-sodium alginate extrudates
2.5 蒸煮性分析
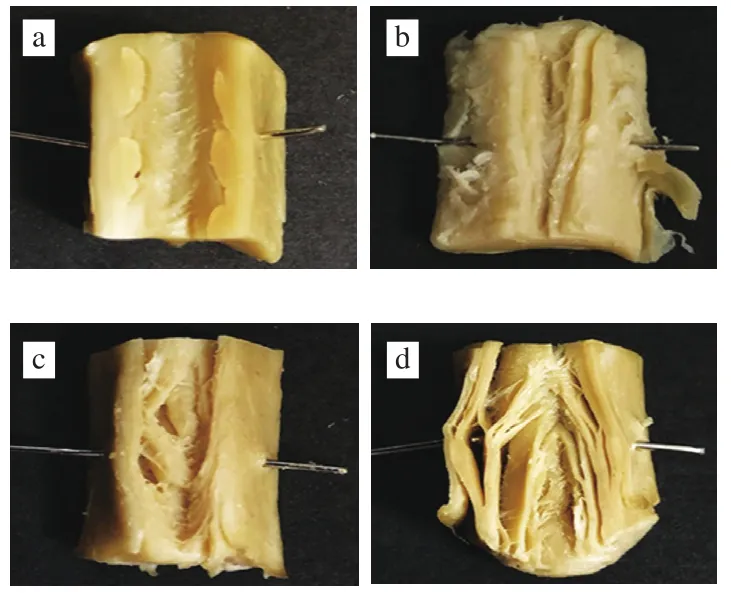
圖3 大豆濃縮蛋白-海藻酸鈉擠出物蒸煮后的變化Fig. 3 Changes in appearance after cooking of SPC-sodium alginate extrudates
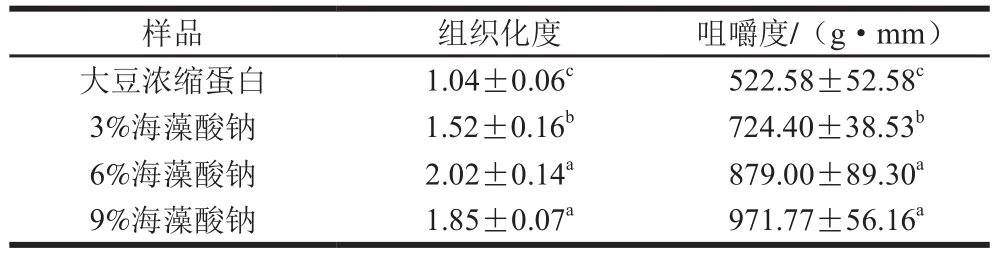
表2 蒸煮后擠壓物組織化度和咀嚼度的變化Table 2 Changes in texturization degree and chewiness of extrudates after cooking
從圖3可以明顯觀察到,添加海藻酸鈉的擠出物(圖3b~d)蒸煮后體積膨脹變大,這可能是因為海藻酸鈉的分子骨架上擁有羥基官能團,羥基與蛋白質形成大量氫鍵,同時與水分子作用形成氫鍵,促進蛋白質-海藻酸鈉復合體系的形成,使擠出物吸水性更強,在蒸煮時發生膨脹。如表2所示,在蒸煮后,所有樣品的組織化度和咀嚼度降低,這可能是蒸煮時擠出物充分吸收水分造成的。添加6%海藻酸鈉的大豆濃縮蛋白擠出物在蒸煮后仍具有最高的組織化度,這說明在蒸煮后并不會影響擠出樣品的組織化程度,能夠最大程度的模擬動物肉纖維結構。
2.6 吸水率分析

圖4 擠出物吸水率的變化Fig. 4 Changes in water absorption capacity of extrudates
產品的吸水指數與其復水后的質地有關,它可以用作高水分植物蛋白擠壓產品的“多汁性”指標。通常,擠出物的吸水能力與進料混合物的聚合物大分子組分的結構變化相關。從圖4可以看出,海藻酸鈉是影響樣品吸水性的重要因素。沒有添加海藻酸鈉的大豆濃縮蛋白擠出物的吸水率始終低于其他樣品。原料由機筒內傳送到冷卻模具時,由于冷卻模具固定的狹縫形狀及較低的冷卻溫度,蛋白質無法繼續膨化,從冷卻模具中擠出后形成片層結構。正如之前所描述,海藻酸鈉的加入會使樣品形成松散的多層結構,具有更多的開放空間。在干燥后補液時,擠出樣品的多層結構能夠吸收更多的水分,吸水率增大。海藻酸鈉已經被廣泛用作增稠劑或凝膠劑,以提高蛋白質凝膠的保水能力。Singh等研究也發現在玉米粉中加入海藻酸鈉進行擠壓蒸煮后,也會導致樣品有較高的吸水率。
3 結 論
利用大豆濃縮蛋白和不同比例海藻酸鈉在不同擠出溫度下進行高水分擠壓。加入海藻酸鈉的大豆濃縮蛋白高水分擠出樣品組織化度值顯著升高,同時在模頭溫度為150 ℃時,蛋白質分子完全熔融變性,經過冷卻模頭形成緊密的纖維結構,具有良好的咀嚼性和組織化度。通過對不同比例大豆濃縮蛋白-海藻酸鈉復合體系高水分擠壓物進行宏觀和微觀觀察,發現添加6%海藻酸鈉會獲得更具有類似肉纖維狀擠壓物,海藻酸鈉通過其增稠性和黏合性,增強了擠出物的纖維特性。海藻酸鈉的分子骨架上的羥基官能團可以與蛋白質形成大量氫鍵,同時與水分子作用形成氫鍵,促進蛋白質-海藻酸鈉復合體系的形成,使得擠出物比機械能降低,*值升高,吸水性更強。海藻酸鈉作為交聯劑在大豆濃縮蛋白高水分擠壓生產植物肉領域有廣闊的應用空間。
