CJ50自升式鉆井平臺樁腿建造
2022-07-09 09:06:58王興策彭仁俊顧智明
廣東造船 2022年3期
王興策,彭仁俊,顧智明
(1.廣州文沖船舶修造有限公司,廣州 511462 ; 2. 中海油田服務股份有限公司,廣州 226116)
1 前言
自升式鉆井平臺具有維護方便、費用低、可在多種海況下進行作業的特點,是淺海油氣開采首選裝備。在自升式鉆井平臺建造中,樁腿是要求最嚴的鋼結構工程,對施工精度要求極高,必須保持與升降裝置齒輪之間嚙合良好。為了保證樁腿齒條間的間距、齒條的平面度及直線度符合要求,必須在建造前制訂嚴格的工藝措施。
2 樁腿建造
2.1 樁腿的作用
自升式鉆井平臺是通過升降裝置齒輪帶動樁腿上齒條上下移動來升降平臺的,在施工作業時樁腿承受著整個平臺的重量及各種海況產生的外力,樁腿建造質量好壞對平臺施工作業有重要影響。
2.2 樁腿的組成
樁腿通常由齒條板、舷管(齒條板與舷管組成主舷管)、斜撐管、內水平管組成。
2.3 樁腿的建造
(1)樁腿建造流程
樁腿建造流程圖,如圖1所示。
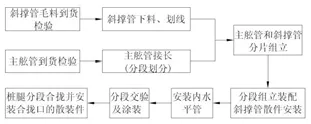
圖1 樁腿建造流程示意圖
(2)主舷管建造對場地的要求
因CJ50樁腿高達165 m,根據公司的設備及現場情況,我們在建造過程中將樁腿分為三段建造。為了保證樁腿主舷管對接達到精度要求,在建造過程中要求在專用場地進行,并要有一定的保溫措施;胎架要滿足樁腿定位、劃線及焊接的要求。
(3)主舷管建造對裝配焊接的要求
先把主舷管進行左右、水平定位,定位后將主舷管與胎架固定。主舷管之間對接焊的順序是:
① 齒條板與齒條板對接焊→半圓板與半圓板對接焊→半圓板與齒條板角接焊;
② 齒條板對接焊時,應經常對尺寸進行檢測,檢測其水平度、直線度及齒間距;
③ 齒條板垂直胎架面檢測后,對其半圓板和窗戶板進行手工焊接;需使用專用焊條,安排四個焊工對四個對接縫對稱焊接;
④ 為防止裂紋產生和減少殘余應力,焊前對焊件應進行預熱和焊后保溫;
⑤ 為方便分段裝配及尺寸測量,對全部主舷管齒條板的縱向中心線、板厚中心線進行劃線;齒條板縱向中心線在半圓板上劃出,板厚中心線在齒頂上劃出,并及時打上洋沖;
⑥ 主舷管對接完成后,對齒條需焊處進行焊前清理,再測量尺寸;
⑦ 主舷管焊接完成后,清理齒條焊縫,再測量尺寸;
⑧ 焊接工作完成后72小時后,方可對焊縫無損檢測。
(4)焊接材料及焊接方法(表1)

表1 主舷管使用的焊接材料及焊接方法
① 齒條為EQ70Mod材質,厚度180 mm;首先在專用胎架上接長,然后焊接EQ70主弦管(窗戶板);
② 齒條開X型坡口對接,反面碳刨清根后按WPS文給予的方法施焊;
③ 齒條單元在專用胎架上裝配,預留約2.5 mm收縮補償量;焊接后齒距公差:±2 mm;
④ 位于立焊位置的焊接,正面焊接長約10~15 mm后反面碳刨清除缺陷,再用砂輪去掉滲碳層,用兩人正反面同時對稱施焊或兩人交替對稱施焊;
⑤ 焊接過程中應派專人對變形實時跟蹤,隨時調整焊接順序控制焊接變形;
⑥ 焊前預熱160 ℃~180 ℃并保持2 h以上;焊接過程中層間溫度控制在160 ℃~200 ℃;焊接完成后對焊縫及其臨近地方用電阻絲加熱至200 ℃并保持4 h,再用巖棉布包好緩慢冷卻;
⑦ 窗戶板焊接:半圓板及窗戶板來料加工好坡口,先焊兩側焊縫,再焊窗戶板與齒條連接的焊縫,安排2名焊工對稱同時燒焊。
(5)主舷管與斜撐管的單片預裝
在樁腿組立前,對主舷管與斜撐管小組立預裝,要求如下:
① 預裝在樁腿制作場地進行;
② 為了檢測方便需劃出各種結構位置線及其對位線,在主舷管一端還應劃出每一檢測點的投影線;
③ 預裝前需要安裝支胎并交驗,胎架形式如圖2所示;
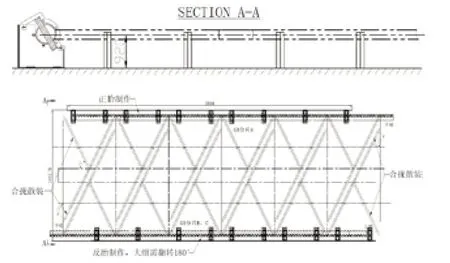
圖2 胎架布置圖
④ 斜撐管與主舷管的連接節點圖,如圖3所示;

圖3 斜撐管與主舷管的連接節點
·管上作出中心線和中心點;
·節線分別向上、下平移120 mm或96 mm,作為斜撐管端口的定位線;
·因斜撐管中心線與齒條中心線無法檢測,故檢測其外壁母線;
⑤ 單片劃分及預裝,如圖4所示;
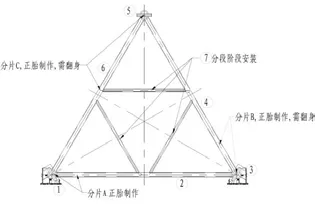
圖4 樁腿分片裝配示意圖
·胎架上檢驗線及地樣檢驗線要與舷管中心線對齊;
· 斜撐管與胎架及主舷管與胎架均不可點焊固定、斜撐管采用專用模板,主舷管可以用鐵剎;焊前需用加強材把各個自由端和胎架連接固定;
·在焊接過程中要經常檢測其主要尺寸,并及時進行修正;
·為防止裂紋的產生和減少構件的殘余應力,要求對構件焊前預熱、焊后保溫;
⑥ 樁腿預裝時,必須經常對各尺寸進行檢測,包括:地樣線、胎架、焊前、焊接過程中、焊后尺寸。
⑦ 吊裝單片樁腿時,用吊帶或有保護的吊繩進行斜拉撐和水平拉撐安裝;斜拉撐和水平拉撐與主主舷管裝配時,其裝配間隙2~3 mm,焊接收縮余量留3~4 mm。
⑨在測平的胎架上,以主弦管為基準進行單片制作,斜撐管在相貫線切割機上開好坡口上胎架組裝,自由端應加支撐固定,焊前檢驗合格后開始焊接;焊接時應安排雙數焊工從中間向兩邊對稱跳焊,焊完一面后翻面焊另一面;焊后修磨焊縫,要求外觀圓滑過渡,消除焊趾應力集中。
(6)樁腿分段的分段總組裝配
① 分段總組裝配在總組場地進行;
② 分段裝配的流程為:劃地樣線→交驗→支胎→胎架定位→交驗→安裝底部主舷管與斜撐管的片體→上右側主舷管與斜撐管的片體→上左側主舷管與斜撐管的片體→上散件斜撐管→上內水平管→焊前尺寸及坡口檢驗→焊接;
③ 樁腿分段中組在專用胎架上進行,胎架模板加工和劃線按胎架模板施工圖;在組立樁腿過程中,要經常檢驗地樣線、胎架、焊接過程中及焊后尺寸。
④ 樁腿分段大組焊接:
·組裝桁架、桁架中心距應預留1~2 mm焊接收縮量;
·應先焊單片斜撐管與主弦管的連接焊縫,后焊其它支撐管/水平管接口;安排3名焊工一組,同時安排2~3組,分別位于主弦管上與斜撐管相連接的3個位置上,對稱同時跳焊,以控制焊接變形;
·焊后修磨焊縫,要求外觀圓滑過渡,消除焊趾應力集中;
·樁腿焊接完成72小時后,進行無損檢測
⑤ 無損檢測:
·UT檢測——引用標準APIRP2X:2004
·參考標準——ANSI/AWS;A3.0焊接術語和定義;D1.1鋼結構焊接規范;B1.10焊縫無損檢測指南;B1.11焊縫外觀檢驗指南;ABS船體焊縫無損檢測指南;2011,ASMEB31.3Processpiping,AWSD1.1/D1.1M2010,APIRP2X2004
⑥ 焊接缺陷的處理:
·返修焊道要預熱和后熱;
·焊縫表面的焊接缺陷用機械去除或砂輪去除,如果磨后焊縫尺寸不夠應補焊;
·焊縫內部缺陷采用砂輪磨出缺陷或碳刨扣除缺陷后焊接處理;船用高強度結構鋼修理焊縫長大于50 mm;
·原焊縫與修補焊縫應圓滑過渡,突變位置需處理光順;
·焊縫返修第三次,必須經焊接室確認并有相應的措施后,方可返修。
3 結束語
樁腿主舷管因材料特殊,在裝配、焊接每一個與其相連的零件時,都要注意焊前預熱、焊后緩冷;管在施工前要先將中心線標出,先畫出相貫線并仔細核對好再切割;在建造自升式鉆井平臺時,樁腿因其近乎金加工的要求,是最難建造的部件。
本文根據作者多年工作經驗的積累和結合一些船廠建造經驗進行了歸納總結,文中可能有不完善之處,懇望得到同行的批評和指教,以便在以后的工作中做到更好。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
