光絲位置對鋁合金激光填絲焊接過程的影響
2022-07-11 02:23:10韓善果楊永強蔡得濤羅子藝薛亞飛
激光技術 2022年4期
關鍵詞:焊縫
韓善果,楊永強, 蔡得濤, 羅子藝,薛亞飛
(1.華南理工大學 機械與汽車工程學院,廣州 510641; 2.廣東省科學院 中烏焊接研究所 廣東省現代焊接技術重點實驗室,廣州 510650)
引 言
鋁合金具有耐腐蝕、低熔點和輕質等特點[1-2],已被廣泛應用于軌道交通車輛、新能源電池殼體、高速船舶和輕量化車體等領域,結構制造過程中不僅有鋁合金之間的連接,還涉及到鋁鋼異種材料的焊接。高焊接熱輸入形成大量脆性金屬間化合物會導致接頭性能降低,而激光填絲焊接具有降低熱輸入和調節過渡層組織的特點,是改善接頭成形和質量的重要途徑[3-4]。焊接過程涉及焊絲與熔池對激光的吸收、反射和輻射等復雜過程,尤其是激光光斑與焊絲在工件表面的相對位置,決定了激光能量在焊絲和熔池中的能量分配,間接影響焊絲熔化和過渡、熔池流動及凝固過程,從而影響焊縫表面成形及內部缺陷[5-8]。
針對鋁合金激光填絲焊接過程,HUANG等人[9]研究了光絲相對位置下熔滴能量來源及受力狀態,闡明了熔滴及過渡狀態的內在機理。TAO等人[10]研究了工件表面焊絲與激光入射點的相對位置對熔池穩定性和熔滴過渡狀態的影響,并發現光絲搭接狀態,絲材熔滴過渡產生飛濺,堆積層出現不連續性,臨界狀態下絲材為搭橋過渡,熔池穩定無飛濺,焊縫均勻一致。在激光模式對填絲過程影響的研究中,GONG[11]指出雙光束激光改善了激光光束能量分布,降低了激光能量密度和“熱累積”效應,當雙光束激光用于熔絲堆焊時,有助于改善焊縫外觀,提高熔池穩定性,降低氣孔和裂紋敏感性。MA等人[12]對比分析了雙光束串行、雙光束并行和單光束3種模式對不銹鋼填絲焊接過程的影響,發現雙光束并行結構無論在液橋過渡還是臨界熔滴過渡中,工藝穩定性優于其它兩種方法,并將之歸根于熔池受力和流動狀態。
上述研究分析了光束模式和光絲相對位置對焊縫形貌和穩定性的影響,但未對焊接的整個過程(焊絲熔化、熔滴過渡和凝固)進行系統性的研究。本文中對比分析了3種激光焊接模式下光絲距離對激光填絲焊接過程的影響。
1 實驗材料及方法
在鋁合金激光填絲焊接實驗中,堆焊使用的母材為200mm×100mm×5mm的5083鋁合金,焊絲選用?1.2mm的ESAB 5183焊絲。實驗中使用的激光填絲焊接系統如圖1所示。送絲由Fornius TPS 5000焊接電源、VR 1500 4R/F送絲機及Robacta driver extrn W/F焊槍共同實現。激光器為Trumpf 10002碟片激光器,最大輸出功率為10kW,傳輸光纖芯徑200μm。實驗中使用的激光焊接鏡頭分別采用了同型號(Trumpf DP70)的單光束鏡頭和雙光束鏡頭,擴束和聚焦鏡焦距均為200μm。相對于單光束鏡頭,雙光束鏡頭是在光路中增加了分光棱鏡,整形后的主光束和輔助光束的能量比值為7∶3,兩光束中心點并在焦點的距離為0.6mm。由于鋁合金對激光的高反射性,激光束與工件垂直線的夾角設定為10°。激光填絲焊接過程中采用前置送絲、后置送氣的布局結構,氣體采用99.999%的高純氬氣,氣流量為20L/min,焊絲伸出送絲嘴的長度“干伸長”設定為11mm。離焦量f=+9mm、送絲速率vw=1.0m/min、焊接速率vj=1.2m/min,激光功率P=1800W,焊絲軸線與水平面的夾角20°。焊接過程中借助高速攝像觀察了熔滴形成與過渡、熔池流動及凝固過程。高速攝像采樣率為10000幀,分辨率為968pixel×684pixel,曝光時間為50μs。焊接結束后,將線切割截取的接頭試樣,用砂紙打磨和尼龍布機械拋光,并經科爾試劑腐蝕后,在體式顯微鏡分析焊縫的截面尺寸和微觀缺陷。

Fig.1 Laser welding with filler wire system
圖2a為單光束激光焊接示意圖。圖中,d1表示為光斑中心與焊絲尖端在工件表面的距離,當d1=0mm時,光絲處于臨界狀態,d1<0mm時,光絲處于相交狀態,而d1>0mm時,光絲處于分離狀態,實驗過程中d1分別取-5mm,-3mm,0mm,+3mm和+5mm。而雙光束激光串行模式中d2代表了小能量光束P1光斑中心與焊絲尖端在工件表面的距離(見圖2b),試驗過程中d2分別取-3mm,0mm,+3mm。而雙光束激光并行焊接過程中的光絲距離d3表示工件表面雙光束中心線距焊絲尖端的垂直距離,且在焊接方向上光絲處于臨界狀態,其中d3=0mm時,焊絲位于雙光束的中心線上,d3<0mm時,焊絲向小功率激光束P1靠近,d3>0mm時,焊絲偏向大功率激光束P2(見圖2c)。
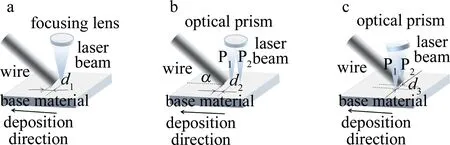
Fig.2 Schematic diagram of distance between laser beam and wire in different laser modes
2 結果與討論
2.1 單光束激光焊接過程
圖3是不同光絲間距的焊縫熔滴過渡及焊縫形貌。當d1=-5mm時,熔滴經長時間生長,體積顯著增加,呈周期性間隔“液滴”過渡,過渡后在母材表面形成間斷性焊縫(見圖3a);當d1=-3mm和d1=+5mm時,熔滴在過渡前的直徑大于焊絲,熔滴過渡周期縮短,但熔滴的過渡呈現不均勻性,熔滴過渡混合有“液橋+液滴”,焊縫表面間隔性出現不平整區域(見圖3b、圖3e);當d1=0mm和d1=+3mm時,熔滴形成和過渡成動態平衡,熔滴以“液橋”方式平穩過渡,焊縫表面光滑;當d1由0mm變化到+5mm過程中,焊縫的熔深先由409.8μm減小到282.6μm,而熔寬由1790.3μm增加到1935.6μm。焊縫截面上的氣孔出現在焊縫內部且數量增加(見圖4)。

Fig.3 Droplet transfer and weld morphology in different distance between laser beam and wire

Fig.4 Weld section in different distance between laser beam and wire
當d1<0mm時,由于焊絲角度的存在,激光與焊絲作用點位于工件表面上方,且隨d1的減小,作用點距工件的距離增大。激光光斑直徑小于焊絲,能量全部被焊絲吸收,因此熔滴在重力Fg,蒸發反作用力Fr,表面張力Fs合力作用下長大[13-14],熔斷受力示意圖見圖5a。Fs沿焊絲向上且維持不變;Fg隨熔滴體積不斷增加,方向垂直向下,Fr時基本無匙孔,金屬蒸發作用可忽略。當Fg超過Fs在垂直方向的分力時,熔滴開始過渡,若此時熔滴未與工件接觸,熔滴間隔性“液滴”過渡(見圖5b),若熔滴與工件接觸,部分溶液以“液橋”方式過渡。“液橋”方式過渡的溶液在整個過渡過程中的占比隨光絲作用位置高度的降低而增加。當d1在0mm附近時,部分激光作用于熔池,熔池匙孔中蒸發金屬或等離子體的反作用力Fv快速增加,即使在小熔滴時,3種力在垂直方向上處于平衡態,熔滴在水平力的作用下產生過渡,過渡過程平穩,過渡方式為“液橋”(見圖5c)。當d1>0mm時,熔滴的受力狀態與d1<0mm時近似,但是由于焊絲上揚的角度小于送絲角度,激光與焊絲作用點的距離相對減小,熔滴的穩定性增強,因此d1=+3mm時,熔滴仍以主要“液橋”方式過渡,即使在d1=+5mm時,熔滴也未完全轉變為“液滴”過渡。
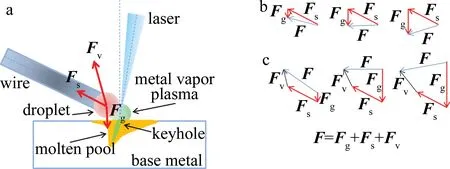
Fig.5 Force state of the droplet
當激光與焊絲的作用點隨光絲距離增大時,焊絲的離焦量增加,光斑直徑增大,焊絲接收的能量密度降低,并以熔滴的形式傳遞給熔池[15-17];當激光與焊絲的作用點在工件表面及附近時,激光同時作用于焊絲和熔池,作用點的離焦量小且能量集中,受到熔池的輻射作用強,蒸發反作用力Fr處于高位,焊絲及熔池反應強烈,因此熔深在d1=0mm時最大,并隨d1的增大而減小,有利于氣泡運動和溢出;離焦量增大導致的光斑直徑增加,使熔池的范圍擴展,焊縫的熔寬也增大,同時由于熔池能量的降低,氣泡運動速率降低,凝固時間縮短,氣孔來不及溢出殘留在焊縫中。
2.2 雙光束激光焊接過程
受離焦量變化和焊絲翹曲的影響,雙光束激光串行模式下,焊絲受熱及熔滴過渡與單光束激光保持了相同的規律,即d2由-3mm增加到+3mm的過程中,焊絲吸收能量的密度和熔滴過渡體積變化趨勢為“快速增加-持平-緩慢降低”,熔滴過渡后形成的焊縫表面光滑[18-20];但雙光束激光作用區域面積增大,且前置的小功率激光束對焊絲產生預熱作用,焊絲熔化時的最高溫度和反應強度得到抑制,直接作用于熔池和熔滴攜帶而來的能量降低,金屬蒸氣/等離子體反作用力減小,熔滴重力Fg在垂直方向的分量超過了熔滴在重力Fg和蒸發反作用力Fr在垂直方向的分量所需的時間減少,過渡周期縮短。圖6是雙光束激光串行焊接模式下不同光絲距離的焊縫截面和表面形貌。由圖6可知,離焦量為-3mm時焊縫熔深最大,為328.4μm,隨著焦點接近焊絲表面,熔深降低,但由于送絲速度恒定,熔滴單位時間內的平均過渡量基本維持不變,導致離焦量為+3mm時,焊縫截面呈現不對稱狀態,偏移的溶液不能與母材有效熔合,截面殘留縫隙。熔池能量的降低減小了氣泡的溢出速度,氣泡殘留的位置向焊縫中心變化,但偏移焊縫的出現減小了溢出距離,氣孔反而減小。
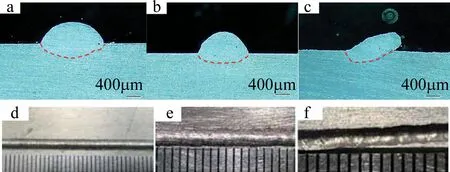
Fig.6 Weld cross section and surface topography in different distance between laser beam and wire conducted by double beam laser in serial mode
雙光束激光并行焊接模式下,即d3由-3mm增加到+3mm的過程中,焊絲接收的能量密度變化趨勢為“緩慢降低-快速增加”,雙光束激光并行模式光斑僅有部分能量作用于焊絲上,相對于串行模式,焊絲接收的能量進一步降低,焊絲熔化及過渡平穩,焊縫表面均勻光滑。當焊絲偏向小功率激光束P1時,小能量全部被焊絲吸收,母材熔化不足,焊縫無熔深;隨著焊絲偏向雙光束中心或者大功率激光束P2時,焊絲吸收大部分能量,小部分能量被母材吸收,形成小熔深焊縫,焊縫熔深僅為226.5μm和207.1μm,但由于熔滴過渡量大,形成偏移焊縫。小熔池縮小了氣泡溢出距離,焊縫截面無氣孔(見圖7)。

Fig.7 Weld cross section and surface topography in different distance between laser beam and wire conducted by double beam laser in parallel mode
綜上可知,光絲作用位置不在工件表面時,激光束首先用于焊絲熔化和熔滴過渡,其次用于熔化母材,促進熔池流動。焊絲及熔池從相同輸出瓦數、相同光絲距離的激光束獲得的能量從小到大依次為單光束、雙光束串行和雙光束并行,焊縫熔深依次降低。
3 結 論
(1)光絲相交時,光絲作用位置距工件表面高,熔滴生長過程中主要受表面張力和重力影響,熔滴以“液滴”方式過渡,隨著光絲距離的增加,熔滴受到的金屬蒸氣/等離子體的反作用力增大,熔滴過渡距離降低,液滴出現“液橋+液滴”過渡,而在光絲臨界狀態,熔滴完全以“液橋”方式過渡。光絲相離時,焊絲翹曲角度小,“液滴”過渡方式得到抑制。
(2)單光束激光焊接模式和雙光束激光串行焊接模式下,光絲距離變化引起的焊絲能量和熔池能量的變化趨勢相同,即當光絲位置由相交變化到相離時,焊絲和熔池吸收的能量及能量密度“快速增加-持平-緩慢降低”,而雙光束激光并行焊接模式下,焊絲和熔池吸收的能量及能量密度“緩慢降低-快速增加”。
(3)不同激光光束模式下,相同光絲距離的焊絲能量和熔池能量的由小到大的順序依次為雙光束激光并行模式、雙光束激光串行模式和單光束焊接模式,焊縫的熔深依次降低,甚至出現焊縫偏移。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07