TC4表面激光熔覆Fe60-TiO2涂層性能研究
2022-07-11 02:43:18龔美美謝林圯師文慶謝玉萍何寬芳
激光技術(shù) 2022年4期
龔美美,謝林圯,吳 騰,師文慶*,黃 江,謝玉萍,何寬芳
(1.廣東海洋大學(xué) 電子與信息工程學(xué)院, 湛江 524088;2.佛山科學(xué)技術(shù)學(xué)院 機(jī)電工程與自動(dòng)化學(xué)院, 佛山 528225)
引 言
激光熔覆技術(shù)作為近年來表面改性的研究熱點(diǎn),具有基體變形小、效率高、易于基體形成冶金結(jié)合等優(yōu)點(diǎn)[1-2]。TC4合金具有耐熱性強(qiáng)、耐腐蝕性好、比強(qiáng)度高等優(yōu)點(diǎn),被廣泛應(yīng)用于航空航天、國(guó)防、汽車以及海洋等工業(yè)領(lǐng)域 (發(fā)動(dòng)機(jī)零件、凸輪軸、緊固件、閥門等),但是其減磨性能和硬度較差[3-5]。因此,利用激光技術(shù)改善 TC4 合金減磨性,提高表面硬度對(duì)拓寬其應(yīng)用范圍有重要意義,這也成為了該材料研究領(lǐng)域的熱點(diǎn)之一[6-7]。Fe60粉末具有硬度高、耐氧化、成本低以及良好的減磨性等諸多優(yōu)點(diǎn)[8-10],又由于激光熔覆過程是一個(gè)冶金結(jié)合的過程,熔覆層表面難免存在氣孔、裂紋等缺陷。因此加入TiO2陶瓷粉末可以有效減少裂紋、氣孔等缺陷[11-12]。
YI等人[13]在TC4表面熔覆WC,Ni,Si的涂層,涂層物相主要由α-Ti,Ti5Si3,WC和TiNi組成,涂層硬度可達(dá)950HV,平均摩擦因數(shù)為0.2。ZHANG等人[14]在TC4表面熔覆Ni60A粉末,耐磨性和力學(xué)性能均有提高,硬度提高了近1倍。LIU等人[15]TC4鈦合金表面熔覆TiC、TiB2與Ni的混合粉,熔覆層顯微硬度最高可達(dá)863HV,為基體的2.5倍,熔覆層減磨性能較TC4鈦合金明顯提高。XIA等人[16]在TC4基體制備添加不同質(zhì)量分?jǐn)?shù)的TiC的Ni60復(fù)合熔覆層,硬度和減磨性均有提高。
近年來,隨著我國(guó)農(nóng)業(yè)現(xiàn)代化的發(fā)展,深松鏟的使用正在逐步增多。傳統(tǒng)的深松鏟材料多是蠕墨鑄鐵,但因其耐腐蝕性能差,不適用于沿海地區(qū)。而TC4具有耐腐蝕性好、比強(qiáng)度度高、綜合性能優(yōu)良,在生產(chǎn)深松鏟方面有很大的應(yīng)用前景[17-19];但鈦合金也存在耐磨性差、硬度低、抗阻尼性差等缺點(diǎn),對(duì)深松鏟的使用壽命有很大限制[20]。故作者在TC4表面制備不同比例的 Fe60-TiO2復(fù)合涂層,探究不同TiO2粉末含量和不同激光功率對(duì)涂層形貌和性能變化的影響。在經(jīng)濟(jì)和性能方面均有提升,對(duì)農(nóng)業(yè)中的農(nóng)具發(fā)展具有一定的參考價(jià)值。
1 實(shí) 驗(yàn)
1.1 實(shí)驗(yàn)材料
使用TC4板材,尺寸為90mm×50mm×2mm,熔覆Fe60粉末和陶瓷粉末TiO2規(guī)格分別為150目~270目、200nm~500nm。TC4板材、 Fe60 和TiO2粉末質(zhì)量成分含量如表1、表2和表3所示。

Table 1 Composition of titanium alloy(mass fraction)

Table 2 Chemical composition of Fe60 powder(mass fraction)

Table 3 Chemical composition of TiO2 powder(mass fraction)
1.2 實(shí)驗(yàn)條件與方案
實(shí)驗(yàn)設(shè)備(如圖1所示)采用XL-F2000W光纖激光熔覆系統(tǒng),送粉方式為預(yù)置法,鋪粉厚度約1mm。熔覆前選用800目、1200目?jī)煞N不同粒度的砂紙依次打磨基體表面,然后用無水乙醇清洗并烘干,去除表面的雜質(zhì)。

Fig.1 XL-F2000W fiber laser
為了研究不同工藝參數(shù)對(duì)多道試樣減磨性和硬度的影響,針對(duì)不同功率、TiO2粉末含量等工藝參數(shù)進(jìn)行實(shí)驗(yàn);通過前期做了TC4合金單道熔覆試驗(yàn)的相關(guān)探究,發(fā)現(xiàn)激光功率400W、掃描速率10mm/s、粉末含量5%、離焦量+5mm時(shí),熔覆層表面較好且基體和熔覆層成形良好。因此在進(jìn)行多道熔覆時(shí),激光功率采用300W~500W,掃描速率10mm/s,離焦量+5mm,多道搭接率45%。采用多組實(shí)驗(yàn)進(jìn)一步探究最優(yōu)工藝參數(shù),實(shí)驗(yàn)方案如表4所示。圖2所示為激光加工示意圖。
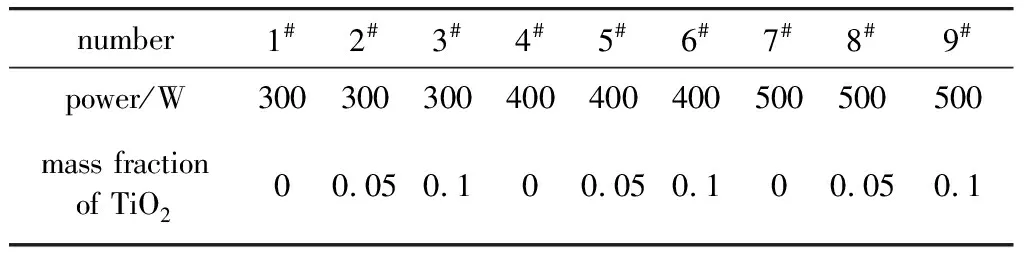
Table 4 Multiple groups of experimental tables
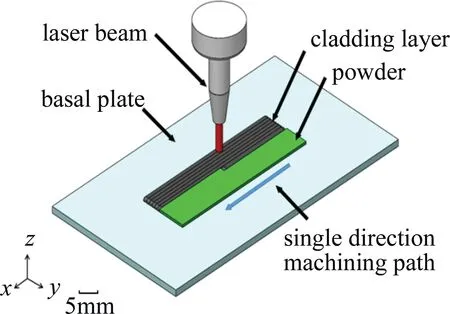
Fig.2 Diagram of laser processing
2 結(jié)果與分析
2.1 熔覆層形貌分析
分析涂層截面,熔覆層在金相顯微鏡下放大25倍的外觀形貌如圖3所示,熔覆層宏觀形貌如圖4所示。
從圖3a、圖3b、圖3c和圖4a、圖4b、圖4c可以看出,熔覆層和基體之間有明顯的裂紋,成形效果差。這是因?yàn)楣β瘦^小,單位面積內(nèi)基材吸收的熱量不足以使粉末完全熔覆所致;圖3d、圖3e、圖3f對(duì)比圖3a、圖3b、圖3c熔覆效果較好,隨著功率的增加,熔池內(nèi)的熱量增加,熔池內(nèi)有更多的粉末融合,使得熔覆層與基體結(jié)合良好,隨著TiO2粉末的增加熔覆層的裂紋明顯減少;圖3g、圖3h、圖3i熔覆層效果最好。這是因?yàn)殡S著激光功率不斷增大,熔池內(nèi)的粉末完全融合,表面的裂紋明顯減少熔覆層與基體結(jié)合良好。
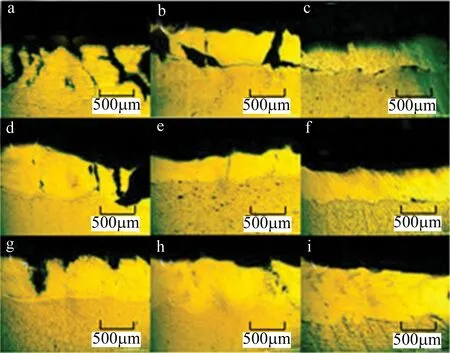
Fig.3 Microscopic appearance (25×, Fig.3a~Fig.3i are in order 1#~9# in Table 3)
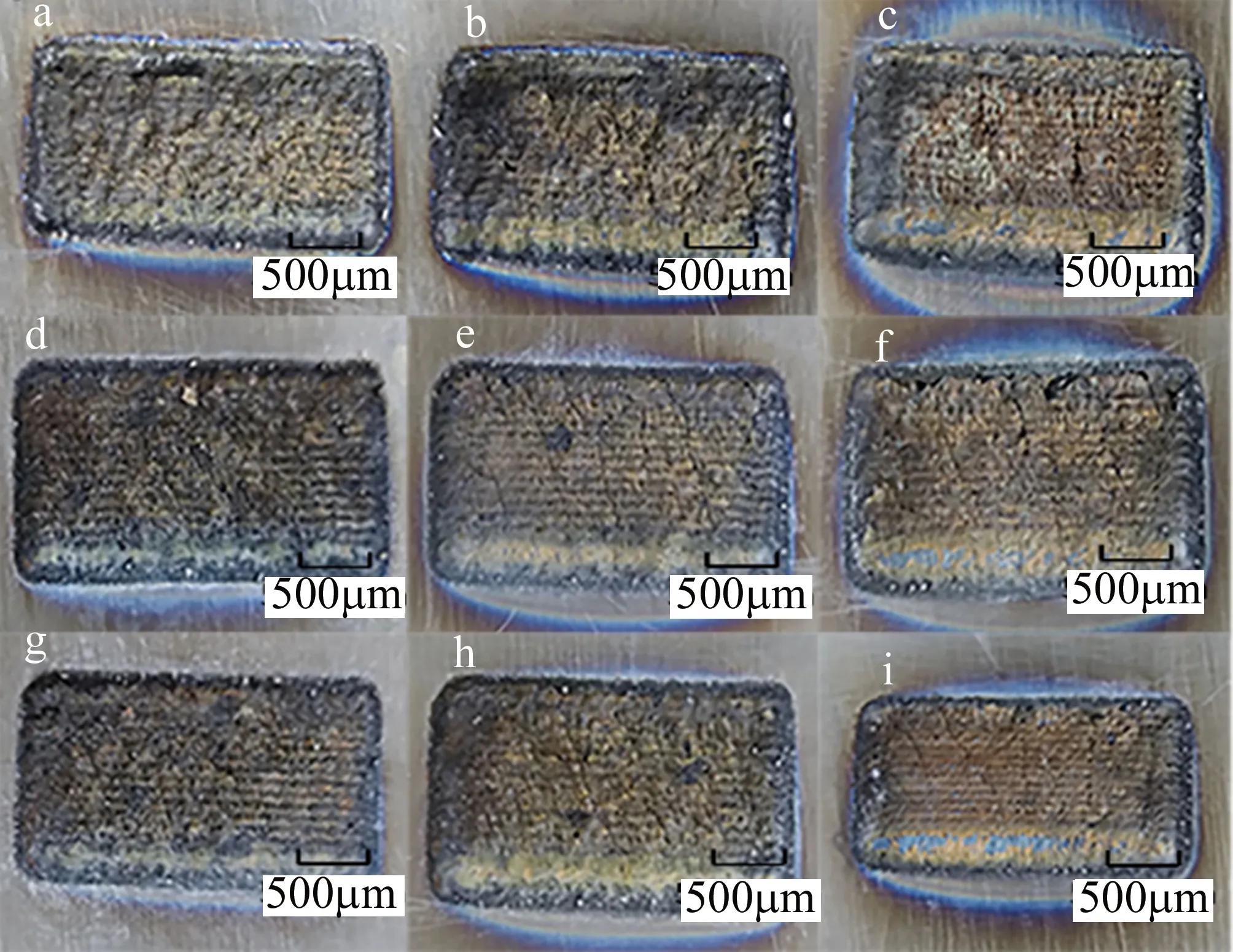
Fig.4 Macro topography
對(duì)于同功率不同TiO2粉末含量的情況下,以圖3d、圖3e、圖3f為例,發(fā)現(xiàn)圖3d的熔覆效果最差,圖3f的熔覆效果最好;這是因?yàn)镕e60與基體TC4的熱膨脹系數(shù)差異較大引起裂紋。所以在激光熔覆時(shí),在保證所要達(dá)到性能的同時(shí),應(yīng)盡量選擇熱膨脹系數(shù)相同或相近的粉末和基材。
2.2 維氏硬度分析
使用數(shù)顯顯微硬度機(jī)(MHVD-1000AT),選取試樣中的3#、6#、9#進(jìn)行硬度檢測(cè),利用硬度測(cè)試儀沿多涂層截面進(jìn)行測(cè)試,每個(gè)試樣分別測(cè)試7個(gè)點(diǎn),加載力1.96N、保荷時(shí)間10s,結(jié)果如圖5所示。3#試樣的平均維氏硬度是645.21HV,6#試樣的平均維氏硬度為446.63HV,9#試樣的平均維氏硬度為834.07HV。由此可見功率對(duì)熔覆層的硬度有很大影響。3#、6#和9#試樣的平均維氏硬度依次升高,這說明在一定范圍內(nèi)適量增加功率可以提高熔覆層的硬度;這是因?yàn)殡S著功率的增加,粉末與基體形成良好的冶金結(jié)合,熔覆層硬度提高。TC4合金的維氏硬度356.43HV,9#試樣熔覆層的表面硬度比基體提高接近2.5倍,很大程度上提高了材料的硬度。
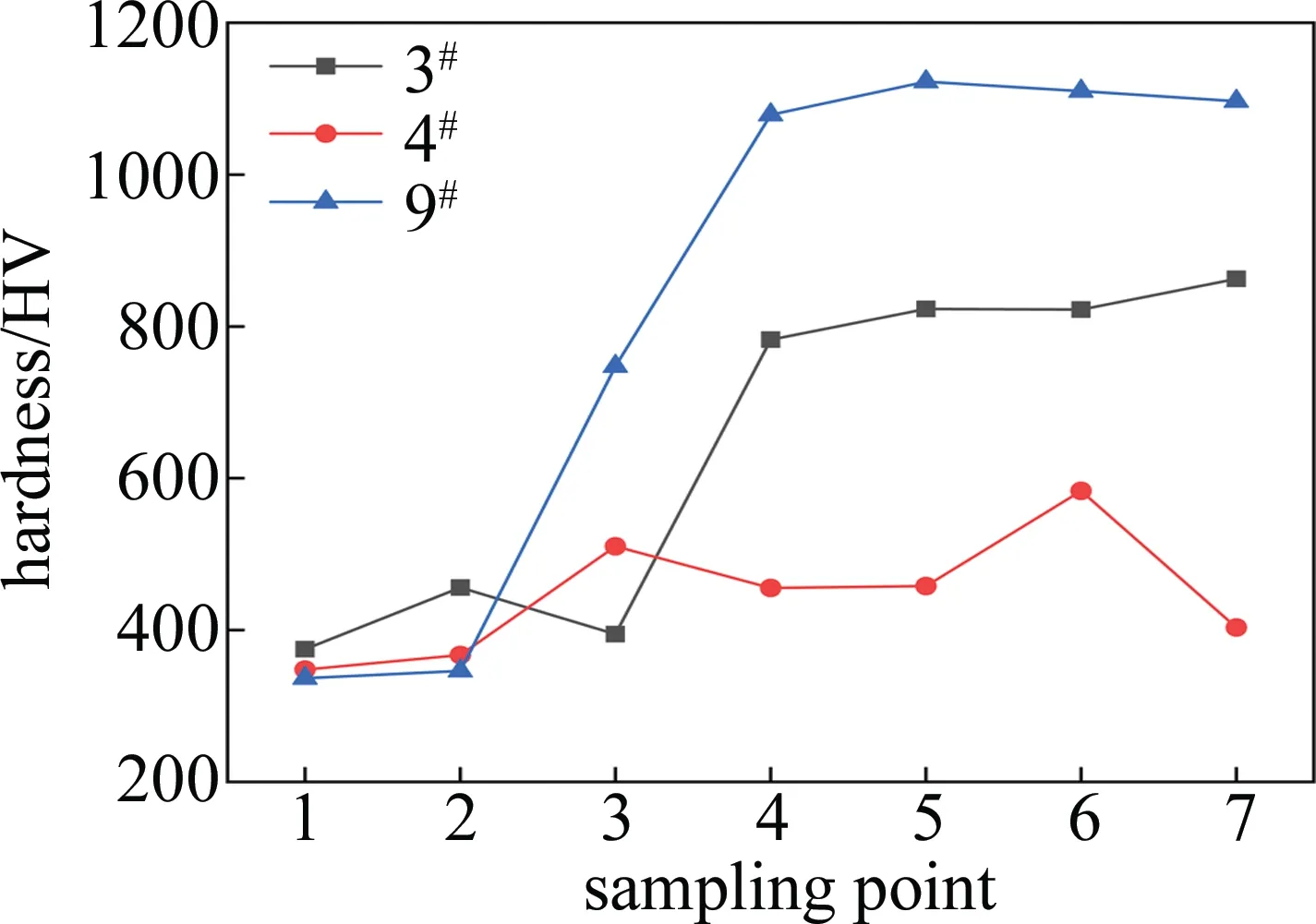
Fig.5 Vickers hardness profile
2.3 減磨性分析
從圖6中基材與含有不同TiO2粉末涂層的摩擦系數(shù)可以看出,TC4基板的摩擦系數(shù)穩(wěn)定在0.65±0.03;當(dāng)未添加TiO2粉末(4#)時(shí),此時(shí)涂層的摩擦系數(shù)在0.5左右浮動(dòng);隨著涂層中TiO2的質(zhì)量分?jǐn)?shù)進(jìn)一步增加,摩擦系數(shù)系數(shù)明顯降低,當(dāng)添加質(zhì)量分?jǐn)?shù)為0.05的TiO2粉末(2#)和0.10的TiO2粉末(3#)時(shí),熔覆涂層的摩擦系數(shù)顯著下降,分別為0.47±0.05和0.3±0.03,這是因?yàn)榧す馊鄹策^程中,熔覆層中的與Fe基粉末充分融合,在摩擦過程中能夠TiO2粉末有效的阻止磨粒的顯微切削,降低了復(fù)合涂層的摩擦系數(shù),提高熔覆層的減摩擦性。
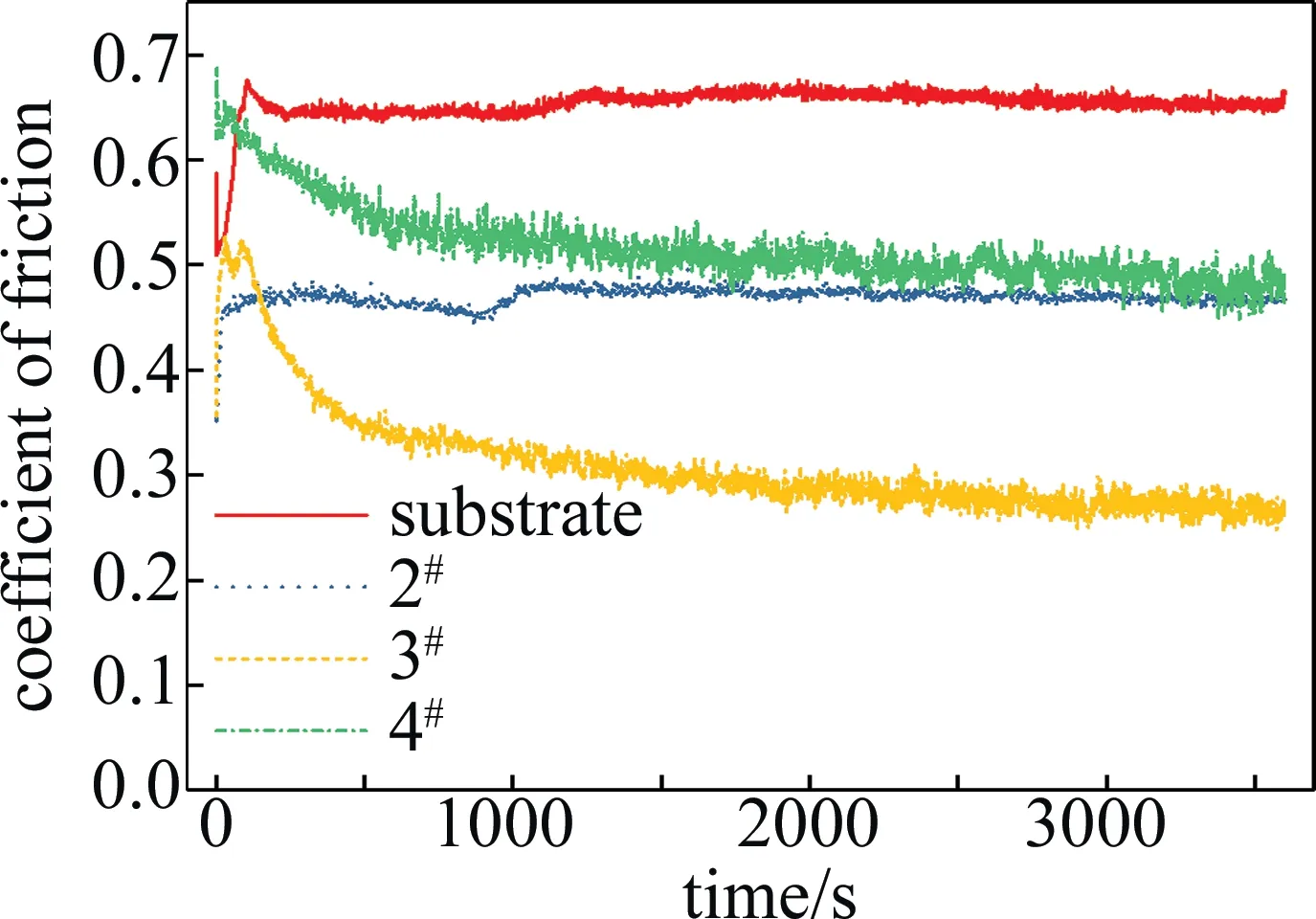
Fig.6 Variation law of friction coefficient of laser cladding sample surface with time
3 熔覆層的微觀組織分析
圖7中給出了不同功率和不同含量的TiO2粉末熔覆后涂層的 X射線衍射(X-ray diffraction,XRD )圖譜。從涂層1#、7#中Ti化合物的衍射峰對(duì)比可以看出,隨著功率的增加,未添加TiO2的7#涂層生成了更多的Ti化合物,這是由于過小的激光功率導(dǎo)致1#涂層生成的Ti化合物較少,而7#涂層生成了更多的Ti化合物;從涂層7#、8#中Ti化合物的衍射峰可以看出,在同功率的情況下,TiO2粉末含量增加致使8#涂層生成了更多的Ti化合物;涂層3#、6#和9#在加入質(zhì)量分?jǐn)?shù)為0.10的TiO2后,只有6#生成了Ti化合物。對(duì)比分析可知,不同功率和不同摩爾比粉末對(duì)熔覆后涂層Ti化合物的含量都有影響。在TiO2粉末含量一定的時(shí),隨著激光功率的的增加,有助于熔覆層Ti化合物的形成,但過大的激光功率會(huì)抑制Ti化合物的形成;在同功率情況下,例如功率400W時(shí),添加質(zhì)量分?jǐn)?shù)為0.05的TiO2所產(chǎn)生的Ti化合物較添加0和0.10更多。
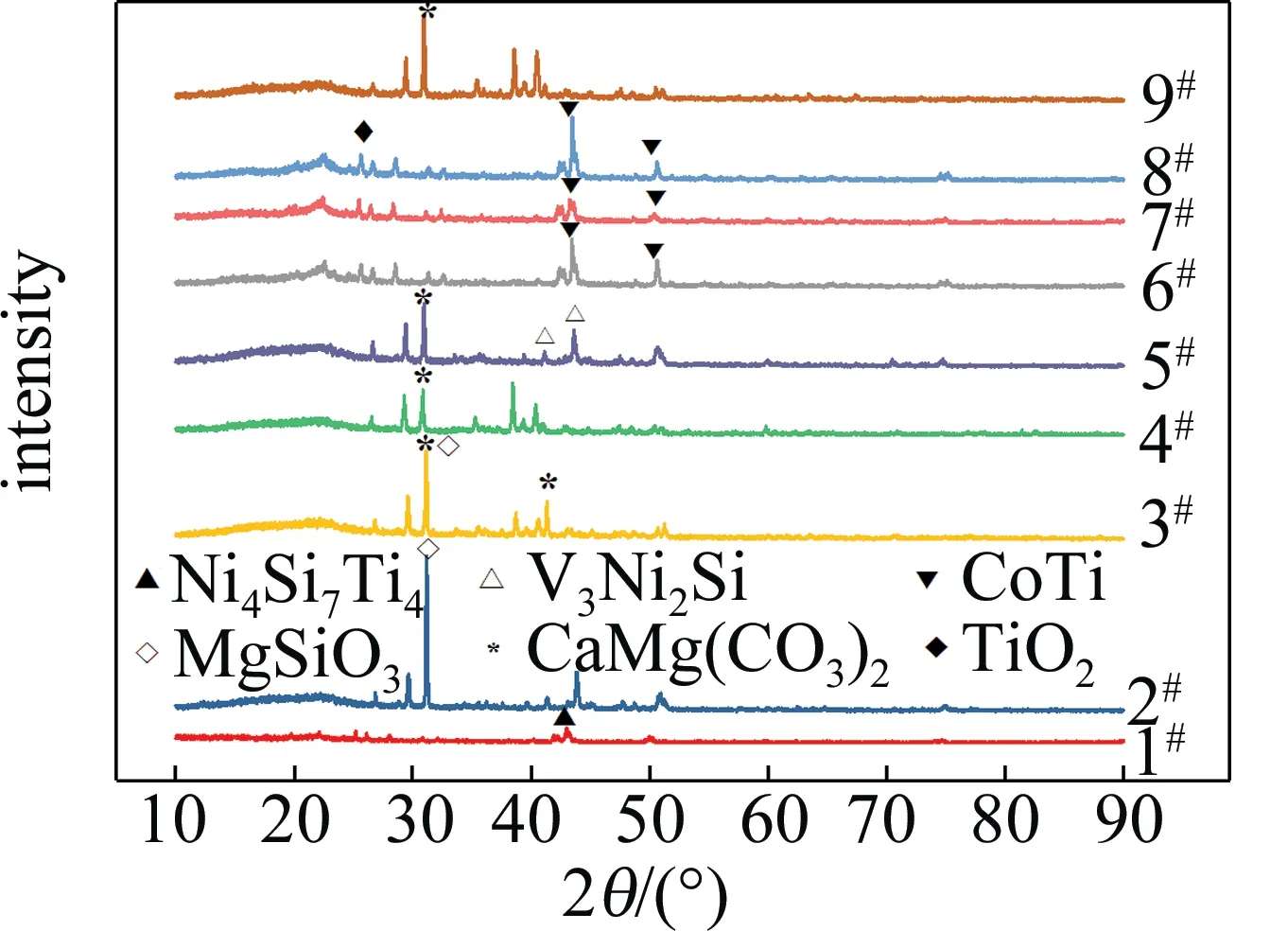
Fig.7 XRD patterns of each coating after laser cladding
4 結(jié) 論
通過多組實(shí)驗(yàn),在TC4 板表面熔覆多道 Fe60-TiO2復(fù)合涂層,對(duì)不同功率和不同TiO2粉末的熔覆層進(jìn)行了宏觀形貌、表面維氏硬度和減磨性的分析。
(1)在進(jìn)行激光熔覆實(shí)驗(yàn)時(shí),激光功率過低,熔覆層和基體之間有明顯的裂紋,成形效果差;在一定范圍內(nèi),隨著功率增加熔池內(nèi)的熱量增加,熔池內(nèi)有更多的粉末融合,使得熔覆層與基體結(jié)合良好。在同功率下隨著TiO2粉末的增加熔覆層的裂紋明顯減少。
(2)一定范圍內(nèi)適當(dāng)增加激光功率可以提高熔覆層的硬度,在激光功率為500W時(shí)熔覆層的硬度增大到基體的2.5倍左右。
(3)在一定范圍內(nèi),隨著TiO2粉末質(zhì)量分?jǐn)?shù)的增加,涂層的摩擦系數(shù)降低,減磨性提高。
(4)不同激光功率和不同TiO2粉末質(zhì)量分?jǐn)?shù)對(duì)熔覆后涂層Ti化合物的質(zhì)量分?jǐn)?shù)都有影響。在TiO2粉末質(zhì)量分?jǐn)?shù)一定的情況下,激光功率的增加有助于熔覆層Ti化合物的形成,但過大的激光功率會(huì)抑制Ti化合物的形成;在激光功率相同的情況下,添加質(zhì)量分?jǐn)?shù)為0.05的TiO2所產(chǎn)生的Ti化合物較添加質(zhì)量分?jǐn)?shù)為0和0.10更多。