基于LLE激光雙電弧復(fù)合焊接過程穩(wěn)定性研究
2022-07-11 02:43:06張潔琦顧小燕
激光技術(shù) 2022年4期
王 耀,張潔琦,顧小燕
(1.山西機電職業(yè)技術(shù)學(xué)院 材料工程系,長治 046000; 2.九江職業(yè)技術(shù)學(xué)院 機械工程學(xué)院,九江 332100; 3.江蘇科技大學(xué) 材料科學(xué)與工程學(xué)院,鎮(zhèn)江 212003)
引 言
在焊接過程中,焊接電信號是最重要的參數(shù),其中包含了大量能反映焊接電弧行為和熔滴過渡的信息。基于電參數(shù)的焊接過程監(jiān)控和評價是保證焊縫質(zhì)量提高生產(chǎn)效率的重要手段[1]。
非線性時間序列處理方法是一種用于量化混沌程度的重要手段,它被廣泛地應(yīng)用在生物醫(yī)學(xué)、非線性電子學(xué)和機械工程領(lǐng)域,以及應(yīng)用在一些焊接制造監(jiān)控和評價中。LUO等人計算分析了點焊過程中的電極位移信號的混沌特征[2]。CAO等人描述了短路過渡CO2氣體保護焊的穩(wěn)定性[3-4],定量計算了方波交流埋弧焊不同參數(shù)下電流的最大李雅普諾夫指數(shù)(the largest Lyapunov exponent,LLE)[5]。實踐證明,混沌現(xiàn)象不僅存在焊接過程中,而且混沌程度與焊接過程中的穩(wěn)定性有關(guān)。焊接電信號的LLE可以作為焊接穩(wěn)定性的指標(biāo)。
激光-熔化極氣體保護(gas metal arc,GMA)復(fù)合焊接是在激光-電弧復(fù)合焊接的基礎(chǔ)上發(fā)展起來的一種新型高效焊接方法[6-8],是將3個熱源緊密接觸,產(chǎn)生1個單一的高強度能量源[6-9]。與激光-電弧復(fù)合焊相比,激光-雙GMA復(fù)合焊具有熔敷量大、間隙橋接能力強、熔深深等優(yōu)點。激光-電弧復(fù)合焊軸對稱且無方向性,所以不存在由于焊接方向引起的焊接質(zhì)量問題[10-11]。此外,與激光-電弧復(fù)合焊相比,在激光-雙GMA復(fù)合焊接中增加了一道電弧,降低了激光功率,節(jié)約了生產(chǎn)成本[12-13]。激光-雙GMA復(fù)合焊是一個相對比較復(fù)雜的系統(tǒng),但它是一種很有前景的焊接方法。由于能量、力和場的相互作用,激光-雙GMA復(fù)合焊接是一個復(fù)雜的物理和化學(xué)冶金過程,有許多隨機和不確定的影響因素。由于其高度非線性特征和參數(shù)間的相互耦合,很難建立反映其變化規(guī)律的質(zhì)量評價數(shù)學(xué)模型[14-15]。
本文作者計算了不同焊絲間距下焊接電流信號的LLE,結(jié)合對電信號、電弧形態(tài)和熔滴過渡的觀察,探討了焊絲間距對激光雙弧復(fù)合焊接穩(wěn)定性的影響。
1 理論和算法
計算Lyapunov指數(shù)方法有多種,例如Wolf、Jocobian、C-C法等。相較其它方法,C-C法是一種高精度、計算量小的計算方式。本文作者采用C-C法來分析激光-雙電弧復(fù)合焊接過程中電流信號的Lyapunov指數(shù)[16-17]。
C-C法的相關(guān)函數(shù)可以同時估算最優(yōu)延遲時間τd和延遲時窗τw。嵌入維數(shù)m可通過公式τw=(m-1)τ獲得。延遲時間τ和嵌入維數(shù)m是相空間重構(gòu)過程的兩個非常重要的參數(shù),直接關(guān)系到相空間重構(gòu)的質(zhì)量。這里采用一種基于關(guān)聯(lián)積分的統(tǒng)計量來描述非線性時間序列的相關(guān)性:

(1)
S(m,N,r,t)=C(m,N,r,t)-Cm(1,N,r,t)
(2)
式中,C(m,N,r,t)為關(guān)聯(lián)積分;S(m,N,r,t)為統(tǒng)計量,由于S(m,N,r,t)的公式中含有兩個關(guān)聯(lián)積分函數(shù),因此稱為C-C法;r為搜索半徑,σ/2≤r≤2σ(σ是時間序列的標(biāo)準(zhǔn)差);t表示時間序列;N為時間序列的數(shù)據(jù)編碼;M=N-(m-1)τ是m維空間里的嵌入點數(shù)目;dij表示上確界范數(shù)。
為了研究非線性相關(guān),計算t個不相交的時序。當(dāng)N→∞時,對固定的m和t和所有的r,如果數(shù)據(jù)獨立同分布,則S(m,r,t)=0,然而實際數(shù)據(jù)有限且存在序列相關(guān),因此一般S(m,r,t)≠0。S(m,r,t)的局部最優(yōu)時間不是零交叉就是關(guān)于r變化最小的時間。選擇r的幾個代表值,ΔS(m,t)則度量了關(guān)于r的變化。
取m=2,3,4,5,N=5000,代表值rk=kσ/2,k=1,2,3,4。
S(t)的平均值為:
(3)
S(t)的變化量ΔS(t)的平均值為:
(4)
S(t)的估計值為:

(5)
設(shè)t≤200,取下述統(tǒng)計量最小值,作為延遲時間窗τw的最優(yōu)值。在重構(gòu)拓撲空間時,可以從觀測到的時間序列中通過基準(zhǔn)軌跡來確定LLE,它可以度量附近軌跡偏離率。
對于拓撲空間里的每個點,計算出該點在j個離散時間后的距離dj(i)為:
dj(i)=dj(0)exp[λmax(Δt)]
(6)
式中,Δt為時間序列變化量;用最小二乘法作回歸線,該線斜率即為LLE,定義為λmax。對于已知j,兩邊取對數(shù)后得到距離平均值為y(i):
(7)
式中,q是所有非零dj(i)的數(shù)目。
本文作者利用MATLAB軟件建立數(shù)學(xué)模型,對電信號數(shù)據(jù)進行處理,從而得到λmax。
2 實 驗
激光雙脈沖電弧復(fù)合焊接實驗系統(tǒng), 它包括一臺交流焊機(Lincon INVERTEC V350-PRO)、兩個自耗電極、兩個送絲裝置、一臺最大輸出功率2kW的Nd∶YAG激光器(JK2003SM)。波長為1064nm的激光束,由焦距300mm的透鏡聚焦到工件表面大約0.8mm處。激光點位于兩焊絲尖端連接線的中點。焊槍和工件夾角為60°。母材采用尺寸為310mm×150mm×12mm的Q235B低碳鋼板,焊絲采用直徑為1.2mm的H08Mn2SiA。干伸長度為15mm。保護氣為氬氣(質(zhì)量分數(shù)為0.9999),流量為20L/min。具體焊接參數(shù)見表1。

Table 1 welding process parameters
監(jiān)控系統(tǒng)由電信號采集系統(tǒng)和高速攝影系統(tǒng)組成。電信號采集系統(tǒng)包含兩個電流傳感器和兩個電壓傳感器,分別記錄焊接過程的焊接電流和電弧電壓。采用頻率為10kHz的PCI-1742數(shù)據(jù)采集卡采集焊接電流,采集時間為8s。從采集庫中隨機抽取50000個數(shù)據(jù)點,定義LLE為λmax,計算λmax及其焊接系統(tǒng)中的標(biāo)準(zhǔn)偏差σ(λmax)。利用高速攝像機(CPL 250 K CMOS)垂直放置于焊接方向,采樣頻率為1000幀/s,對熔滴過渡和等離子體行為進行同步監(jiān)測。
3 結(jié)果與討論
3.1 焊絲間距對焊接過程穩(wěn)定性的影響
首先,分析雙電弧焊接中兩個電弧之間的相互作用。電流沿同一方向流過焊絲,分別設(shè)兩根電線中的電流為I1和I2,弧柱半徑為r1和r2,D是焊絲間距,電流1至電弧2的電磁力為F1,2,電流2至電弧1的電磁力為F2,1,α,β是焊槍傾角,如圖1所示。
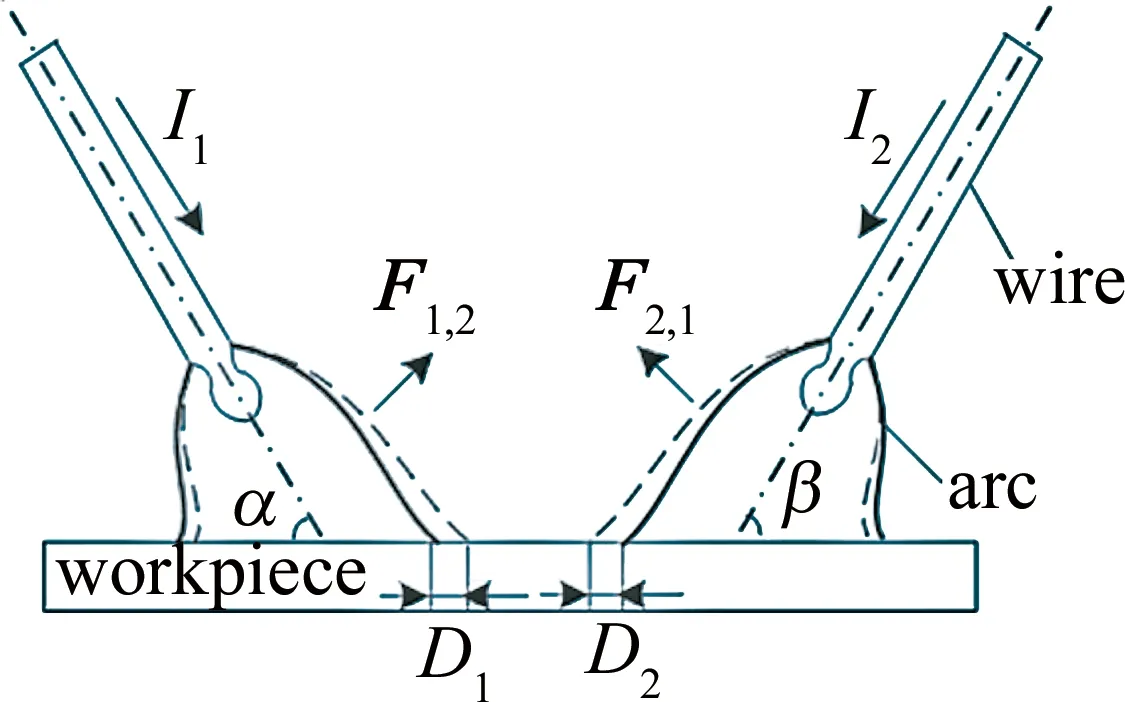
Fig.1 Electromagnetic force of laser double arc welding
根據(jù)電磁學(xué)理論,由兩電弧產(chǎn)生的磁場可以表示為:

(8)
式中,μ0表示磁導(dǎo)率。兩電弧間的作用力可推導(dǎo)如下:
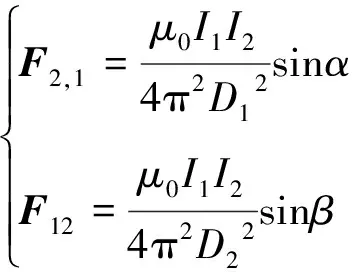
(9)
由此可以看出,電弧之間的吸引力取決于兩個電弧的電流方向和焊絲間距。 此外,吸引力與焊槍的角度也有關(guān)系。 由于電磁場作用,兩電弧弧偏離了焊絲,假設(shè)兩焊槍的角度相同,電弧1的偏差是D1,弧長是L1,電弧2的偏差是D2,弧長為L2,偏差可以表示為:

(10)
可以推斷,偏差由焊接電流、電弧長度(與電弧電壓有關(guān))和焊絲間距決定。 電流越小,弧長越長,偏差越大,說明電弧的剛度越弱[18-19]。因此,在雙弧焊接過程中,電弧的偏差會導(dǎo)致斷弧、熔滴過渡不均勻,難以實現(xiàn)穩(wěn)定的焊接過程。
在YAG激光+雙電弧復(fù)合焊接的情況下,當(dāng)輻照度達到105W/cm2,在激光沖擊工件表面的位置,工件材料發(fā)生明顯汽化,從而形成小孔。原子、電子和離子等大量粒子從“小孔”噴發(fā)出來。由于金屬原子比保護氣體電離電勢低得多,當(dāng)金屬原子在電弧熱的作用下快速電離時,等離子體的有效電離電位降低,形成了一個導(dǎo)電通道。電弧沿著電阻最小的路徑,在通道中穩(wěn)定燃燒,電弧根固定在“小孔”中,稱為“釘扎效應(yīng)”[20-22]。在此次研究中,激光功率為1.5kW,焦點直徑為0.8mm;輻射密度為2.3×105W/cm2。 因此,在一定的工藝條件下,由于激光對電弧的導(dǎo)向和穩(wěn)定作用,實現(xiàn)了穩(wěn)定的焊接工藝。
在YAG激光+雙電弧復(fù)合焊接過程中,激光和電弧間的相互作用分析如下。激光束中的電子不定向運動,很難產(chǎn)生電流。因此,激光束產(chǎn)生的電場可以忽略不計。電弧不受激光束的影響。
假設(shè)電弧1對激光離子體的電磁力是F1,p,電弧2對激光等離子體的電磁力F2,p,如圖2所示。
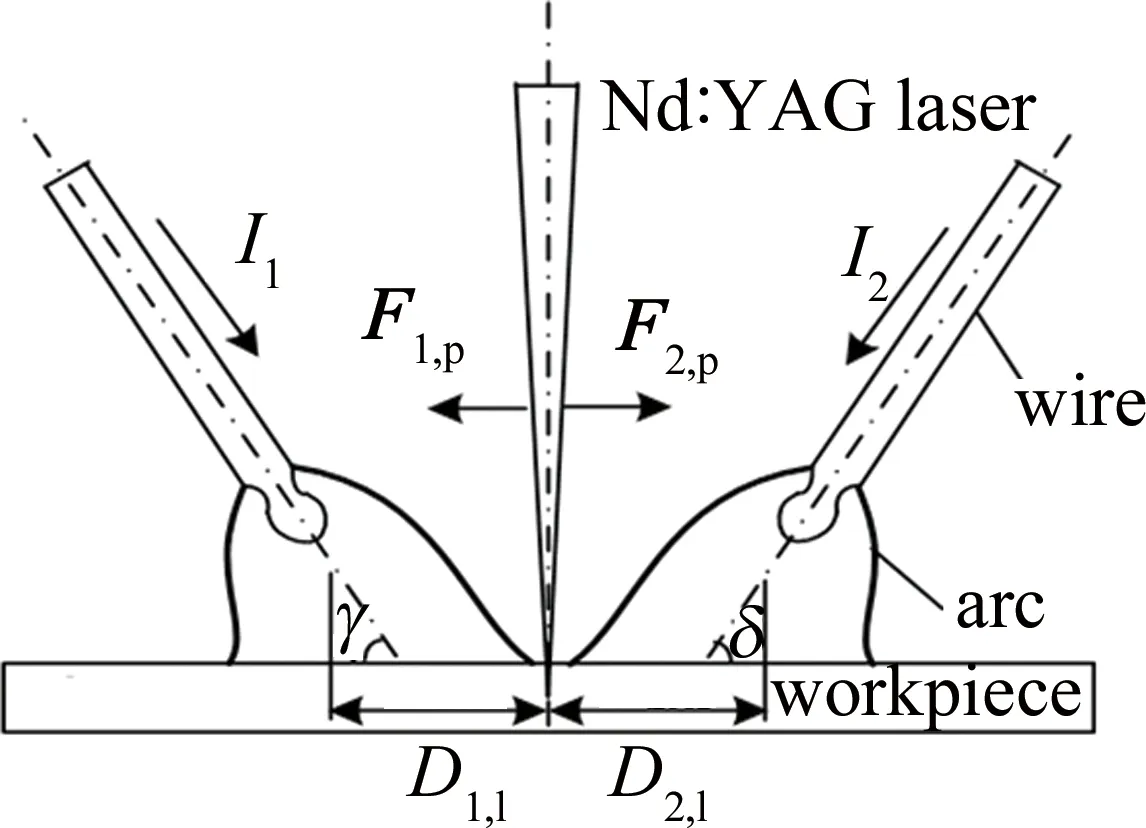
Fig.2 Force diagram of laser induced plasma in laser+double arc hybrid welding
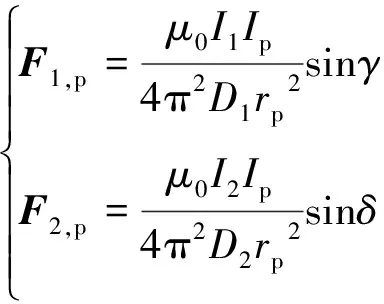
(11)
式中,Ip是激光等離子體中的電流,rp是等離子體半徑,D1,l是電弧1與激光束之間的距離,D2,l是電弧2與激光束之間的距離,γ和δ是焊槍傾角。
在單電源模式下YAG激光+雙電弧復(fù)合焊接過程中,兩個電弧的電壓大致相等,兩電弧產(chǎn)生的磁場大致相同,等離子體的力主要取決于電磁力。激光等離子體將會偏離較大電磁力的電弧,同時受激光點的約束,等離子體的位置和形狀在宏觀上會發(fā)生變化,在微觀方面,等離子體中的帶電粒子在電場力和洛倫茲力作用下運動,等離子體內(nèi)電子的分布也會發(fā)生變化,打破了原來的平衡狀態(tài)。這樣一來,激光等離子體的性質(zhì)就會發(fā)生變化,對電弧的穩(wěn)定作用將減弱。
3.2 YAG激光+雙弧焊接過程的穩(wěn)定性
在兩個電弧電壓相等的前提下,分析YAG激光+雙弧焊接過程的穩(wěn)定性,可分為4種情況。
(1)當(dāng)兩電弧間間距Da,a非常小(例如0mm~3mm)時,兩弧在電磁力的作用下都會產(chǎn)生較大的偏差。當(dāng)激光束以高密度穿過電弧區(qū)時,根據(jù)逆軔致輻射機制,激光能量被電弧等離子體吸收。在這種情況下,激光能量到達工件表面的能量很小,存在“釘扎效應(yīng)”,兩弧之間的引力增強了干涉效應(yīng)。由于兩弧之間的電磁力很強,電弧陰極斑點的漂移不可避免。 如圖3所示,當(dāng)Da,a=0mm時,兩電弧在激光等離子體上方劇烈彎曲燃燒,電弧在脈沖電流的作用下容易與激光等離子體分離,導(dǎo)致斷弧,焊接過程不穩(wěn)定。
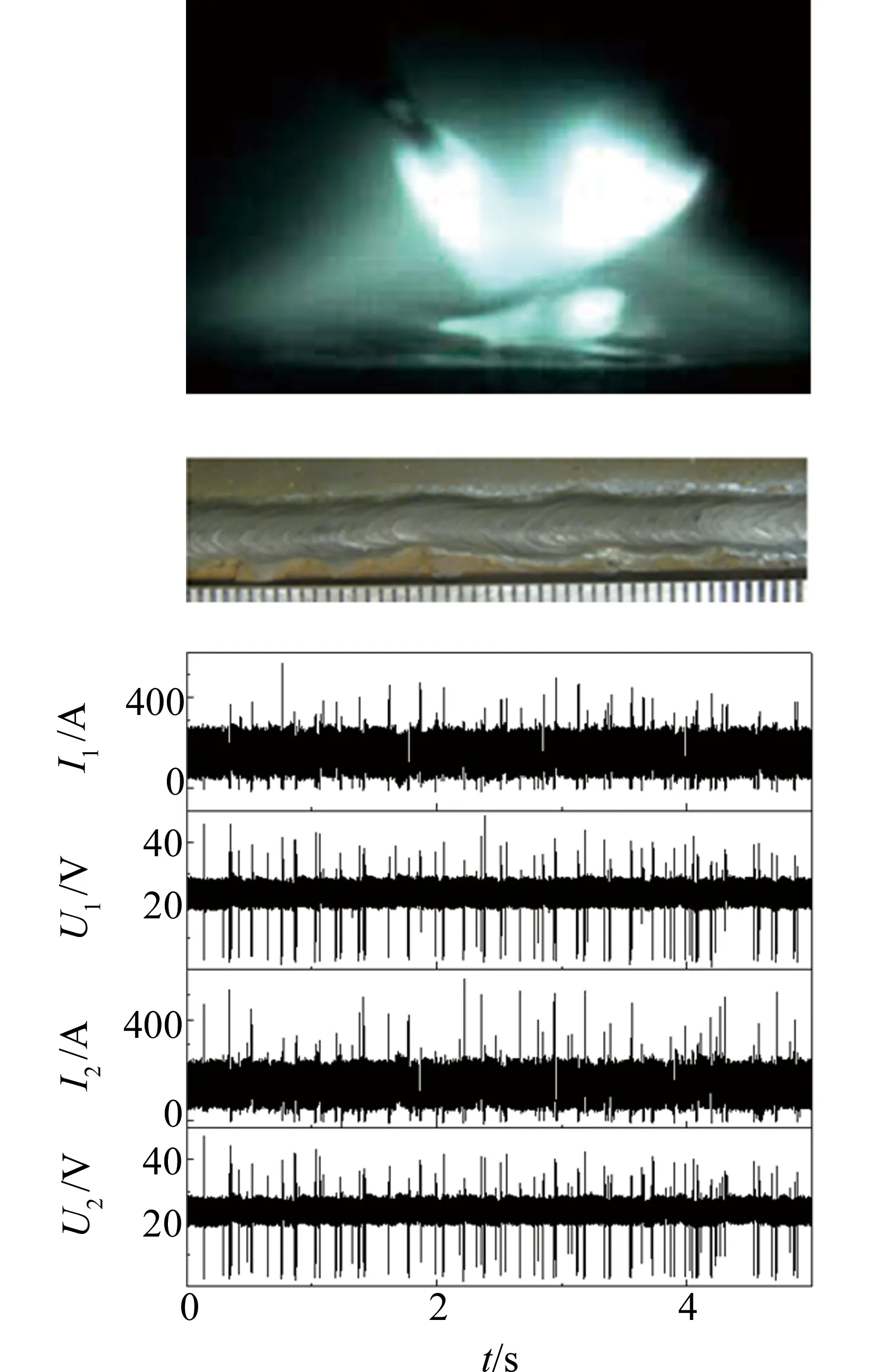
Fig.3 Arcs shap, weld bead and electrical signal when Da,a=0mm
當(dāng)Da,a=0mm時,焊絲末端熔化形成熔滴。兩個焊絲末端的熔滴在電磁力的作用下偏離了各自的軸線,并逐漸合并成一個更大的熔滴。在重力和等離子體射流力的共同作用下,合并的熔滴增大并過渡到熔池中。完成一個過渡周期需要12個脈沖。 此外,在該過程中,熔滴形成過多,與熔池接觸頻繁,故發(fā)生短路過渡。電弧由于兩弧之間的強烈干擾而不穩(wěn)定,且熔滴過渡為大顆粒過渡,導(dǎo)致焊接飛濺過大。圖3中,Da,a=0mm時5s內(nèi)的電信號表明,焊接過程中焊接電壓和電流波動較大,熔滴過渡主要為短路過渡。
(2)當(dāng)Da,a為中間值、激光束偏離其中一個電弧時,離激光束最近的電弧產(chǎn)生的電磁力比遠離激光束的電弧產(chǎn)生的電磁力強。在不平衡力作用下,激光誘導(dǎo)等離子體在不平衡力的作用下向較大電磁力電弧彎曲,從而遠離另一個電弧。
當(dāng)激光等離子體與近端電弧等離子體耦合時,在洛倫茲力和電場力的作用下,激光等離子體中的自由電子向電弧等離子體移動,從而導(dǎo)致激光等離子體另一端的電子數(shù)量減少。 電子數(shù)量的急劇減少,不再需要為電弧燃燒提供足夠的電子。根據(jù)電弧傾向于電子密度集中區(qū),遠離激光點的弧根會向激光等離子體的上部偏移,并引起較大彎曲。焊絲軸線上電磁力和離子流的減小,使得熔滴過渡困難。隨著焊絲的熔化,熔滴逐漸長大,重力逐漸增大。 最后,當(dāng)重力增加到足以克服過渡阻力時,熔滴轉(zhuǎn)移到熔池,這是一種不穩(wěn)定的球狀排斥過渡。在這種情況下,遠離激光束的電弧激光穩(wěn)定性較小,在熔滴落入熔池時,電弧的陰極斑點很容易從激光等離子體的頂部移動到工件的表面,從而導(dǎo)致電弧和激光束的分離。在這種情況下,電弧和熔滴過渡都不穩(wěn)定,無法實現(xiàn)穩(wěn)定的焊接過程。
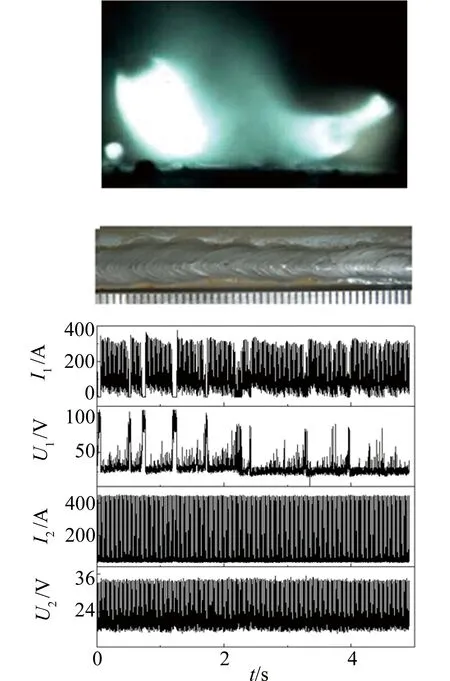
Fig.4 Arcs shap, weld bead and electrical signal when D1,l=2mm,D2,l=5mm
圖4為D1,l=2mm和D2,l=5mm時電弧形態(tài)、焊道和電信號。靠近激光束的弧根被約束在“小孔”附近,呈現(xiàn)出復(fù)合電弧的特征。 熔滴過渡是穩(wěn)定的一滴一脈沖,遠離激光束的弧根向上彎曲,熔滴嚴重偏離焊絲軸向,甚至沖出了熔池,飛濺較大。
D1,l=2mm和D2,l=5mm時5s內(nèi)的電信號表明,由于激光束的穩(wěn)定性,靠近激光束電弧的電壓和電流波形沒有存在異常波動。 然而,由于陰極斑點的漂移,遠離激光的電弧的電流和電壓信號波動明顯。
(3)當(dāng)Da,a為中間值、兩弧之間的距離適當(dāng)、且激光束位于兩弧的中心時,兩弧對激光束的反電磁力相等。激光等離子體的電子在兩弧產(chǎn)生的洛倫茲力和電場力的作用下大致平衡,電子均勻分布在等離子體兩側(cè)。激光等離子體為兩弧提供自由電子,電弧穩(wěn)定。
圖5所示為Da,a=7mm時的電弧形態(tài)、焊道和電信號。可以看出,在兩電弧電磁力作用下,激光等離子基本處于平衡狀態(tài)。激光等離子體和兩弧相互耦合良好,激光等離子體為兩弧提供穩(wěn)定的電離通道,防止弧根的漂移。從Da,a=7mm時5s內(nèi)的電流信號可以看出,在整個焊接過程中無異常波動,焊接過程穩(wěn)定。
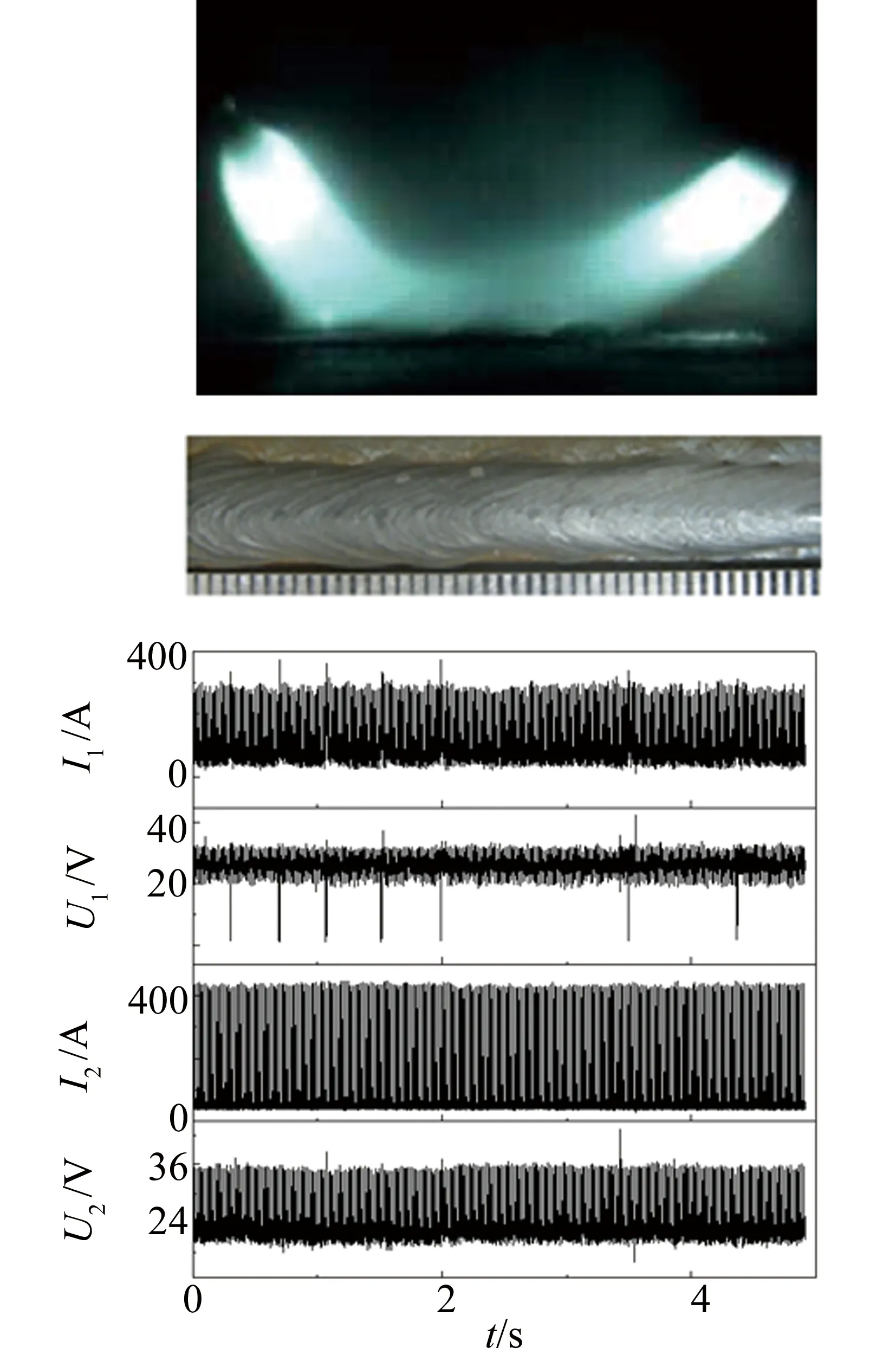
Fig.5 Arcs shap, weld bead and electrical signal when Da,a=7mm
(4)當(dāng)Da,a足夠大時(通常超過9mm),激光束與電弧之間的電磁力顯著降低。圖6為Da,a=12mm時的電弧形態(tài)、焊道和電信號。激光等離子體與電弧之間不存在耦合效應(yīng)。在高速焊接條件下,焊接速度超過了電弧移動速度,導(dǎo)致電弧漂移,激光束不穩(wěn)定。在單電源模式,兩電弧交替燃燒。
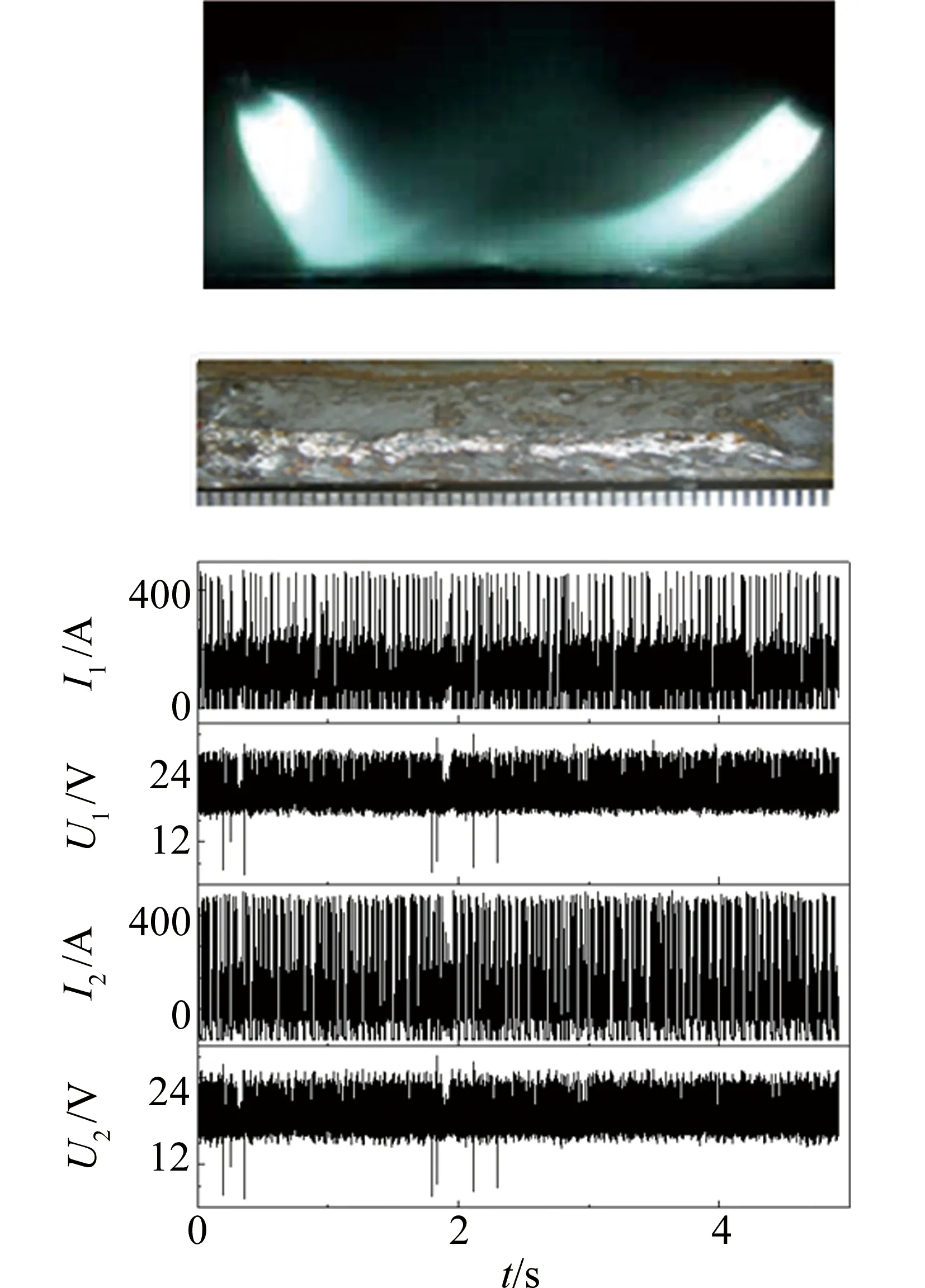
Fig.6 Arcs shap, weld bead and electrical signal when Da,a=12mm
Da,a=12mm時,單電源模式下兩電弧與激光束分離,周期性地交替燃燒。熔滴過渡周期為0.018s,熔滴過渡為穩(wěn)定的一脈沖一滴。然而這種情況下,沒有激光和電弧的耦合效應(yīng),復(fù)合焊接是毫無意義的。
3.3 基于LLE的焊接過程穩(wěn)定性評價
以上基于觀察法的研究和分析只能定性地分析激光雙弧復(fù)合焊接過程中不同弧間距焊接穩(wěn)定性,有必要采用定量分析和定性分析相結(jié)合的方法,來全面研究焊絲間距對焊接過程穩(wěn)定性的影響。圖7中給出了不同焊絲間距焊接電流的λmax及其標(biāo)準(zhǔn)偏差σ(λmax)的計算結(jié)果。
焊接電流的λmax的計算結(jié)果為正,表明激光+雙電弧復(fù)合焊接過程處于混沌狀態(tài)。 因此,λmax可以反映過程中的混沌程度。λmax越小,焊接過程的混沌程度越小,相應(yīng)地,焊接過程越穩(wěn)定。

Fig.7 Welding current λmax and standard deviation of different wire spacing σ(λmax)
當(dāng)激光束偏離至其中一個弧時(D1,l=2mm,D2,l=5mm),激光等離子體中電子分布不均勻,導(dǎo)致兩個電弧受力不平衡,導(dǎo)致焊接過程中嚴重不穩(wěn)定,λmax達到最大值1.12。
當(dāng)激光束位于兩弧中心時,焊絲距離分別是0mm,3mm和7mm,λmax分別是0.89,0.47和0.25。結(jié)果表明,隨著焊絲間距從0mm增加到7mm,激光對電弧的穩(wěn)定性增強,因此焊接過程的穩(wěn)定性提高。當(dāng)距離持續(xù)增加到9mm,甚至是12mm時,λmax值減少到0.61和0.56。雖然焊接過程再次呈現(xiàn)穩(wěn)定的趨勢,但激光等離子體和兩個電弧不再相互耦合,激光焊接和電弧焊接分別表現(xiàn)出各自的特性。 焊接過程中能夠滿足激光與電弧良好耦合、焊接過程穩(wěn)定的最佳焊絲間距約為7mm(激光位于兩弧中心),計算結(jié)果與觀測結(jié)果吻合。同樣也可以通過焊接成形來驗證。
結(jié)果表明,當(dāng)間距為7mm時(激光位于兩弧中心),焊縫表面平整光滑,且熔深最大。 激光偏離到其中一個弧會引起大量的飛濺,導(dǎo)致焊接過程不穩(wěn)定。焊絲間距過大或過小都會導(dǎo)致焊縫熔深減少。 因此,在這種焊接條件下,焊接過程穩(wěn)定得到的λmax<0.61。 既能滿足熱源的良好耦合,又能滿足焊接過程穩(wěn)定的最佳焊絲間距為3mm~9mm,激光束位于兩條弧的中間的最佳焊絲間距為7mm。
4 結(jié) 論
LLE反映了焊接系統(tǒng)的混沌程度,為焊接穩(wěn)定性提供了判據(jù)。不同焊絲間距下焊接穩(wěn)定性的計算結(jié)果與電信號、電弧形狀和熔滴過渡的觀察結(jié)果吻合較好,既能滿足熱源的良好耦合,又能滿足焊接過程穩(wěn)定的焊絲間距為3mm~9mm,激光束位于兩條弧的中間時焊絲間距為7mm。
本文中以激光+雙電弧焊接中的焊絲間距為例,探討了Lyapunov指數(shù)評價焊接過程穩(wěn)定性的可行性。 這項研究雖然可行,但還需繼續(xù)深入。 下一步將結(jié)合焊接性能來獲取λmax,電弧穩(wěn)定則可以進一步優(yōu)化焊接參數(shù)。本研究也可用于評價其它焊接過程的穩(wěn)定性。