1Cr18Ni9Ti不銹鋼電阻點焊接頭界面結構及性能
2022-07-12 07:50:56晁耀杰張義文周元彪滿常厚李德勝張季童李勇李敬高育林席家利
金屬加工(熱加工) 2022年7期
關鍵詞:界面
晁耀杰,張義文,周元彪,滿常厚,李德勝,張季童,李勇,李敬,高育林,席家利
1.大連長豐實業總公司 遼寧大連 116038
2.大連工業大學信息科學與工程學院 遼寧大連 116034
1 序言
1Cr18Ni9Ti屬于典型的18-8型鎳-鉻奧氏體不銹鋼,是我國產量最多的奧氏體不銹鋼,因其具備優良的抗腐蝕性能而被廣泛應用于航空航天、石油化工、食品及醫療等領域[1,2]。在1Cr18Ni9Ti不銹鋼的實際生產應用中,各種焊接結構件必然要實現接頭的可靠連接[3,4]。
目前,在針對1Cr18Ni9Ti不銹鋼焊接的研究中,廣泛采用熔焊、釬焊和壓力焊等多種焊接方法。其中,電阻點焊作為壓力焊的一種,在工業部門各種1Cr18Ni9Ti不銹鋼材質卡箍零件的制造中展現出了不可替代的優勢,因此在應用范圍上有繼續增加的趨勢[5,6]。電阻點焊作為一種高速、經濟的焊接方法,適用于制造可以采用搭接、接頭無氣密性要求且厚度<3mm的沖壓及軋制的薄板構件。該工藝既能夠避免焊接熱量對母材性能造成的損傷,同時又克服了釬焊接頭強度低、脆性大的缺點[7]。但為保證連接接頭的服役可靠性,在1Cr18Ni9Ti不銹鋼電阻點焊工藝中選擇合適的焊接參數至關重要。
本文采用電阻點焊方法實現了1Cr18Ni9Ti不銹鋼板料的可靠連接,研究了電阻點焊接頭組織的形成過程,分析了焊接參數對接頭界面組織和性能的影響。此外,通過單一變量法優化工藝參數,研究了電流參數與接頭的組織形貌、力學測試和焊點尺寸特征之間的關系。
2 試驗材料與方法
試驗材料采用的是厚度為1mm的1Cr18Ni9Ti不銹鋼板,其化學成分見表1,熱處理狀態為:1030~1070℃熱軋+空冷。試驗采用的點焊設備型號為DN-63-1,焊接參數見表2。采用線切割方法將1mm厚的1Cr18Ni9Ti不銹鋼板加工出100mm×20mm試樣,并采用SiC砂紙沿著長度方向進行機械打磨直至露出金屬光澤,表面粗糙度達到1000目(13μm),然后采用干凈的棉布蘸取工業無水酒精進行擦拭,保障試樣表面無油污存在。本文采用單一變量方法開展電阻點焊試驗,在保證焊前加壓時間、加熱時間、降壓時間和電極壓力不變的前提下,通過改變焊接電流參數,將試驗分為5組,編號為1~5。

表1 1Cr18Ni9Ti不銹鋼板化學成分(質量分數) (%)
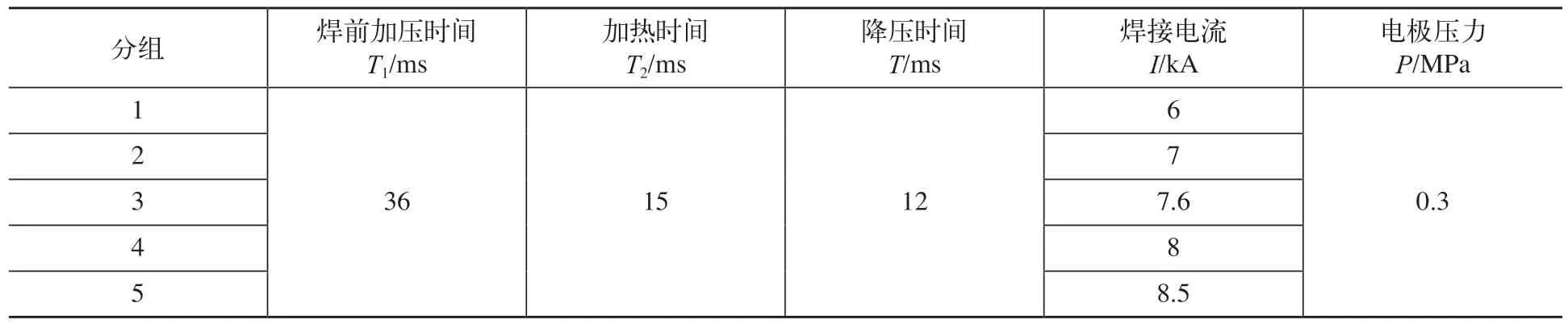
表2 點焊焊接參數
3 試驗結果與分析
3.1 點焊接頭界面組織
采用光學金相顯微鏡觀察到的點焊接頭宏觀形貌如圖1所示。由圖1可知,接頭由焊核區、熱影響區和母材區等3部分構成,熱影響區位于焊核區和母材區之間。以上3個區域對應的微觀形貌分別如圖2a~c所示。由圖2a可知,母材區由奧氏體和少量鐵素體組成,晶粒內分布著灰色的脆性夾雜,圖2d成分測試表明,該脆性夾雜為不銹鋼冶煉過程中產生的TiN。焊核區的晶粒形貌呈現為柱狀晶,且晶粒垂直于結合面。這是因為點焊過程中焊核區域發生重熔形成液態金屬,并在電動力的作用下發生強烈攪拌,使液態金屬成分均勻化,結合面消失。在停止加熱后,液態金屬首先從自由能最低的焊核邊界開始結晶凝固,然后以柱狀晶形式向焊核中心延伸。熱影響區位于焊核邊界附近,在焊接熱的作用下焊核邊界形成半熔化區,熱影響區的寬度較小(150~250μm),且基本由等軸晶構成。焊核區、熱影響區和母材區內部的亮白色組織均為奧氏體,晶界處灰黑色組織為鐵素體。

圖1 點焊接頭宏觀形貌

圖2 點焊接頭界面結構
3.2 點焊接頭顯微硬度測試
為進一步分析電阻點焊接頭力學性能的變化情況,按照圖3所示位置開展了顯微硬度測試,點焊接頭的顯微硬度分布如圖4所示。由圖4可看出,點焊接頭各微區的顯微硬度差別較大,焊核區硬度最低,數值為220HV左右,母材區硬度最高,平均值為345HV,熱影響區的硬度浮動加大,為240~310HV。焊核區硬度最低主要是由于焊核區形成了尺寸較大的奧氏體柱狀晶,而熱影響區形成了等軸奧氏體晶粒和少量鐵素體,且晶粒大小和組織分布不均勻導致了熱影響區硬度浮動較大。母材區未受到焊接熱的影響,晶粒未長大,因此硬度最高。
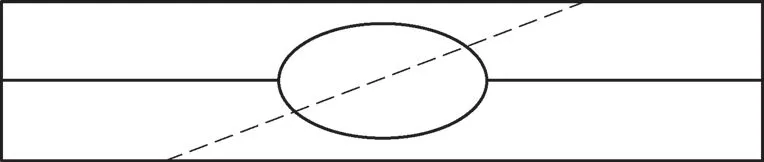
圖3 點焊接頭顯微硬度測試位置示意

圖4 點焊接頭顯微硬度分布
3.3 焊接參數對接頭剪切性能與斷裂模式影響
根據圖5進行剪切試驗。圖6所示為不同焊接電流參數下點焊接頭的剪切力測試結果。由圖6可知,隨著焊接電流的增大,接頭的抗剪切能力先升高后降低,當電流較小時,點焊接頭未充分熔合,故剪切力較小;隨著焊接電流增大,接頭熔合逐漸充分,當電流強度達到7.6kA時,接頭具有最大抗剪切力(5500±50)N。這是因為當焊接電流>8.0kA時,點焊接頭會出現飛濺,且飛濺導致焊核金屬減少,起連接作用的金屬量較少,從而導致強度降低。圖7、圖8所示為不同焊接電流參數下的壓痕深度與熔透率。由圖7、圖8可知,壓痕深度與熔透率均隨著焊接電流增大而增大,壓痕深度的增長速率更快,而熔透率增長速率變緩。這是因為焊接電流越大,用于熔化的熱量增加,點焊受壓部位變軟,導致壓痕深度增大;而當焊接電流>7.6kA時,點焊接頭發生飛濺,飛濺導致厚度方向上的焊核直徑尺寸無較大增長,進而導致熔透率增長緩慢。圖9中焊核直徑隨焊接電流增大而增大,當焊接電流>7.6kA時,焊核直徑增長趨勢緩慢,這與點焊過程中飛濺等因素有關。

圖5 剪切試驗示意
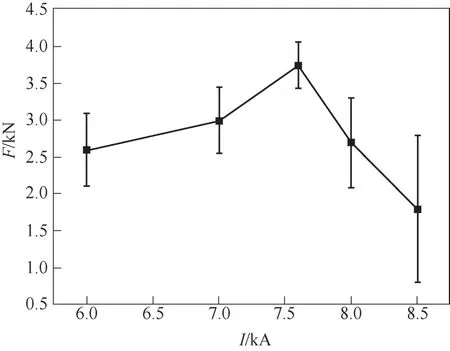
圖6 不同焊接電流參數下的剪切力
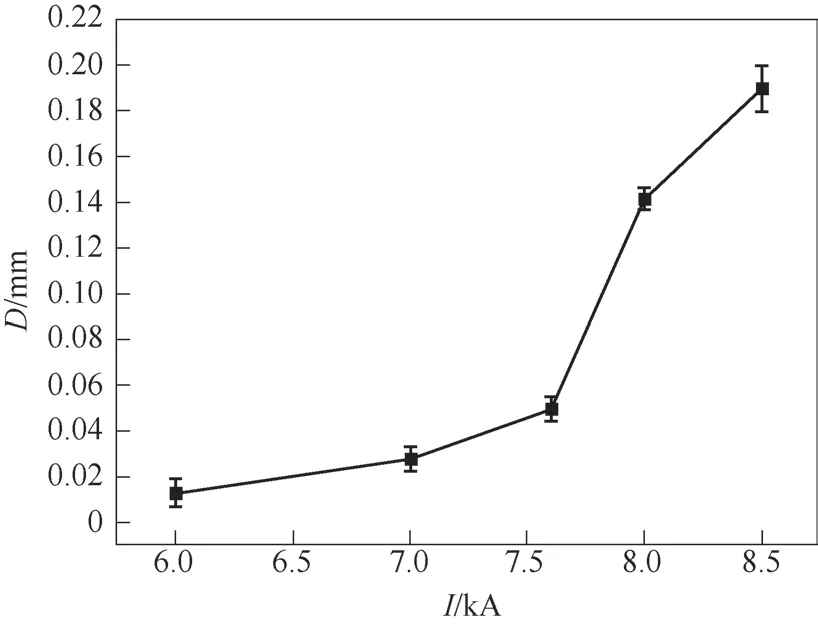
圖7 不同焊接電流參數下的壓痕深度

圖8 不同焊接電流參數下的熔透率

圖9 不同焊接電流參數下的點焊接頭特征與電流關系
針對剪切試驗的斷口進行觀察,主要分為界面斷裂和焊核剝離斷裂兩種斷裂模式[8,9],圖10a所示為界面斷裂,圖10b所示為焊核剝離斷裂,又稱“紐扣式斷裂”。界面斷裂發生在點焊的焊核中心位置,焊核剝離斷裂發生在熱影響區,焊核整體基本未發生損傷,而是從焊點周圍的熱影響區發生撕裂。當焊接電流<7.0kA時,剪切試樣的斷口為界面斷裂;當電流>7.0kA時,剪切試樣會產生焊核剝離斷裂。通過相關文獻[10,11]可知,剪切試樣的焊核尺寸低于臨界尺寸時會發生界面斷裂,大于該尺寸時焊點會發生焊核剝離斷裂。

圖10 點焊接頭剪切斷裂形貌
臨界尺寸計算公式為
式中t——板材厚度(mm);
HFZ——焊核區的硬度值(HV);
HFL——焊核剝離斷裂模式下斷裂位置的硬度值 (HV);
f——焊核區剪切強度與抗拉強度的比值。
點焊接頭剪切斷口掃描形貌如圖11所示。通過圖11可觀察到,兩種點焊接頭剪切斷裂模式斷口的微觀形貌均呈現出了微孔聚集型斷裂特征,均具有韌窩和撕裂楞,因此都有明顯的塑性斷裂特征,但與圖11b相比,圖11a顯示其韌窩數量更少且尺寸較小,由此可判斷出界面斷裂斷口的塑性明顯低于焊核剝離斷裂。這是因為界面斷裂位置是焊核中心,焊核位置主要由粗大的柱狀晶構成,而焊核剝離斷裂的位置是焊核外圍的熱影響區,熱影響區組織主要由等軸晶構成,且等軸晶比粗大的等軸晶塑性要好。

圖11 點焊接頭剪切斷口掃描形貌
4 結束語
1)1Cr18Ni9Ti鋼點焊接頭由焊核區、熱影響區和母材區構成,焊核區呈現為垂直于結合面的柱狀晶,熱影響區位于焊核邊界外圍,主要由等軸晶構成,焊核區與熱影響區晶粒內部的亮白色均為奧氏體組織,晶界處灰黑色的為鐵素體組織,母材區由奧氏體和少量鐵素體組成。
2)隨著焊接電流的增大,1Cr18Ni9Ti鋼點焊接頭的抗剪切能力先升高后降低,當達到7.6kA時,接頭獲得最大抗剪切力(5500±50)N,壓痕深度與熔透率均隨著焊接電流增大而增大,壓痕深度的增長速率更快,焊核直徑也隨著焊接電流的增大而增大,當焊接電流>7.6kA時,焊核直徑增長趨勢緩慢。
3)當焊接電流<7.0kA時,剪切試樣的斷口為界面斷裂;當焊接電流>7.0kA時,剪切試樣會產生焊核剝離斷裂,兩種點焊接頭剪切斷裂模式的微觀斷口均呈現出明顯的塑性斷裂特征,但界面斷裂斷口的塑性明顯低于焊核剝離斷裂。
猜你喜歡
艦船科學技術(2022年16期)2022-09-22 02:15:00
北京航空航天大學學報(2021年6期)2021-07-20 07:23:54
當代陜西(2020年13期)2020-08-24 08:22:02
制造技術與機床(2017年5期)2018-01-19 02:49:17
制造技術與機床(2017年11期)2017-12-18 06:47:29
金秋(2017年4期)2017-06-07 08:22:16
蘇州科技大學學報(自然科學版)(2017年1期)2017-03-20 15:25:18
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
