飛機垂尾裝配孔徑超差分析及工藝優化
2022-07-13 21:44:57梁曉宇邵名煊淡琳堯
裝備維修技術 2022年25期
梁曉宇 邵名煊 淡琳堯

摘 要:垂尾對接是大部件對接中的重要組成部分,是飛機裝配的關鍵環節,對接質量的優劣直接影響飛機的飛行安全及使用壽命。本文以垂尾對接過程中產生孔徑超差的主要原因,即鉸孔損傷及冷擠壓失敗進行分析、論述,給出工藝改進的具體措施。
關鍵詞:垂尾對接、孔徑超差、鉸孔、冷擠壓 問題描述
垂尾對接是大部件對接中的重要組成部分,是飛機裝配的關鍵環節,對接質量的優劣直接影響飛機的飛行安全。垂尾對接工藝流程中又以冷擠壓為一項重要的工藝過程,冷擠壓技術是一種冷加工工藝,主要用于提高飛機緊固件孔的疲勞壽命,施工過程是最大直徑大于孔直徑的高強度錐形芯棒從初孔內拉過,錐形芯棒將軸向拉力轉變成對孔壁的徑向壓力和拉力,使孔邊區域產生塑性形變,目的是在孔邊形成切向殘余壓應力,提高孔壁周圍材料的疲勞強度。
飛機總裝階段在進行垂尾對接時,經常發生垂尾對接孔孔徑超差問題,孔徑超差產生的原因一類為鉸孔過程中出現問題;另一種產生原因主要為冷擠壓失敗,二次擠壓或芯棒卡滯取卸過程中損傷孔壁,在精鉸時無法消除損傷處所致。針對這兩類問題,從故障現象出發,對垂尾對接鉸孔工藝過程進行簡述,同時從人、機、料、法、環五個影響產品質量的方向分析造成垂尾鉸孔超差、冷擠壓過程失敗的原因。
一、垂尾對接工藝過程
總裝階段飛機垂尾對接在全機大部件對接的最后一步進行,即機身各段對接完成→中外翼對接完成→外翼對接完成→垂平尾吊裝→平尾調姿態配鉸對接孔→垂尾對接配鉸對接孔。
垂尾的吊裝——調孔——初孔預制(邊校邊鉸)——精度銷插入——對角線鉸孔直至最后一個孔鉸完直接冷擠壓(一般來說,階差最大的孔最后一個鉸第一個冷擠壓,防止鉸孔及冷擠壓過程中因震動原因導致銅墊塊從單耳下方被擠出,使對接孔內工藝銷“憋勁”——受徑向拉力而導致孔內裝配位置變差)—— 鉸至終孔——塞規檢查——上對應尺寸精度銷——對角線冷擠壓,鉸孔并經塞規檢查完畢直至最后一個孔后安裝螺栓,其余孔按照對角線法依次將精度銷替換成螺栓。
1.調孔
垂尾與機身尾段連接結構為單雙耳接頭裝配,因同軸度偏差,對接前必須先進行調孔,檢查調整后的后梁孔階差能否滿足鉸孔條件,是否需要銑孔處理同軸度過大問題。首先選用適合的工藝銷插入前梁初孔,選擇銅墊塊墊在單耳下部,消除對接孔上下階差,保證前梁單雙耳孔位匹配。因為銅的硬度低,延展性好,相互擠壓不會損傷單耳。若先調整后梁孔,前梁孔徑小,正常裝配尺寸偏差積累下可能會造成前梁階差過大,無法調整至鉸孔狀態。然后在后梁選擇合適尺寸的工藝銷插入對接孔內完成調孔工作。后梁孔插入工藝銷同軸度偏差不得大于0.5mm,若高于這個尺寸,會存在無法在設計要求終孔尺寸內鉸掉臺階而造成初孔尺寸超差的風險。
2.初孔預制
為開縫襯套冷擠壓強化工藝過程的前期準備,包括鉸孔和初孔檢測。被擠壓初孔的尺寸精度控制在H9,表面粗糙度應控制在Ra1.6以下,孔口無毛刺,孔壁無軸向刮痕。在鉸制初孔時,尤其是使用公差為0.05,精度為H9的精加工鉸刀時,選擇刀刃完好及刃帶磨損小的鉸刀,勻速鉸孔,及時上油,保證初孔粗糙度、垂直度、孔精度均滿足設計要求。將前后梁孔鉸至要求尺寸孔徑后,再進行后續的冷擠壓工作。
3.冷擠壓過程
3.1冷擠壓過程
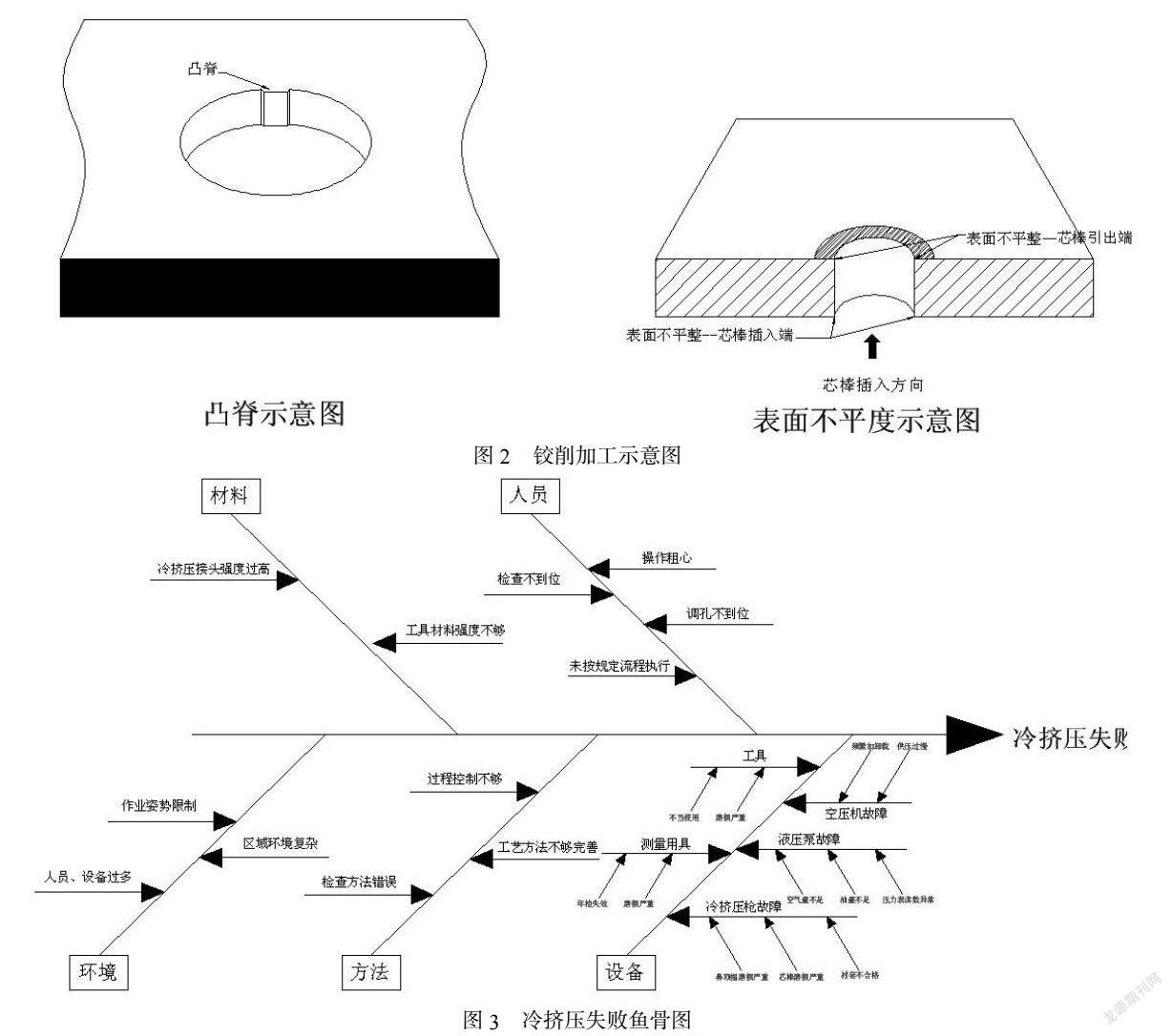
冷擠壓是強化工藝的關鍵過程,包括芯棒的檢測、清理,鼻頂帽的檢查、安裝,芯棒的安裝,設備試驗,襯套安裝,冷擠壓,拆除襯套一整個過程。擠壓過程保證手持設備姿勢不變、無顫抖,擠壓速度穩定、無振動,動力源持續供壓,否則容易導致卡棒甚至斷棒等事故發生,冷擠壓過程如下圖1所示。
在整個強化過程中,芯棒大端通過孔時,孔內壁受到擠壓先發生彈性變形,當擠壓變形力超過材料屈服極限時,發生塑性變形。因此,在孔壁一定深度范圍內的金屬層發生彈性變形,與該層相鄰的材料發生塑性變形。當芯棒拉出孔后,孔壁表層發生彈性變形的材料在內應力的作用下開始回彈,并對塑性變形層形成反向擠壓,從而在孔壁一定范圍內形成殘余壓應力區。其中負值為壓應力,正值為拉應力。
影響冷擠壓的主要工藝參數包括:初孔直徑、擠壓量、擠壓力等。
3.2影響冷擠壓的工藝參數
3.2.1初孔直徑
初孔直徑的大小直接影響后續冷擠壓的擠壓量及擠壓力大小,選擇主要依據擠壓量、回彈量和鉸削量大小。合適的初孔孔徑直接影響孔內形成的切向殘余壓應力,隨著擠壓量的增加,殘余壓應力沿徑向呈現先增大后減小的趨勢。
3.2.2擠壓量
擠壓量直接影響冷擠壓工藝帶來的抗疲勞強度效果;若擠壓量過小,彈塑性變形區域小,強化效果有限;若擠壓量過大,容易在孔口周圍產生微裂紋等微觀缺陷,從而降低疲勞壽命。
在多架機實際擠壓過程中,發現芯棒與襯套也會隨著孔壁的擴大而受壓變形。即在擠壓力作用下,擠壓量的大小由孔壁、襯套以及芯棒吸收。一般情況下,擠壓量的70%被孔壁吸收,擠壓量大小主要取決于被擠壓孔的材料強度、熱處理方法、初孔直徑、孔深及孔邊距等因素。
3.2.3擠壓力
擠壓時產生的塑性形變直接決定擠壓力的大小,主要影響因素有孔的材料強度、擠壓量、孔深度及孔的結構關系,其中對接孔的裝配結構是導致擠壓力增大的重要原因。
4.終孔鉸制
通過鉸掉凸脊和孔口堆積獲得所需終孔尺寸,擠壓后的孔要求精度達到H9,表面粗糙度應控制在Ra1.6以下。因為鉸削量過大會導致殘余壓應力最大值逐漸減小,見下圖2。
二、鉸孔過程中出現問題的原因分析
孔徑超差是垂尾對接過程中最容易發生的問題,垂尾對接處的孔徑特性是靠鉸孔工作來加工完成的,包括對接過程中的鉸初孔及冷擠壓后的鉸終孔,全都離不開鉸孔工藝過程,鉸孔中主要影響的因素為調孔的質量,鉸孔過程中的操作,鉸刀選擇及材料的影響。
1.調孔時未消除孔內階差,鉸孔后無法消除
在鉸孔過程中,若操作人員操作粗心,如未按規定調孔,使另一側對接孔單雙耳同軸度相差過大,在后續鉸孔過程中無法消除孔內階差,從而導致無法進行冷擠壓加工或冷擠壓失敗。
2.鉸孔過程中頻率不一致,操作不規范
由于裝配結構及鉸孔所處空間受限,無法滿足自動鉆孔所需的穩定工作環境和精度控制,現階段主要依靠人力鉸孔,若鉸孔頂緊力過大,容易造成進刀口處明顯震刀紋,而當鉸杠擺動頻率變化過大,極易在內孔壁留下明顯的軸向加工刀痕,造成超差。
鉸孔過程中,要經常注意清除粘在刀齒的切屑,若發生鉸刀在孔內卡滯,需順時針退刀,并清理孔內及刀刃部位的切屑,否則切屑隨刀刃在孔內轉動,會造成孔壁劃傷。在最后幾刀精加工鉸孔中,若刀刃加工部位未上油,鉸刀與孔壁則會發生干摩擦,降低終孔表面粗糙度。
3.鉸刀選用不合理,使用過程中磨損
選用鉸刀的尺寸不合理會導致背吃刀量過大或過小,過大會造成鉸削困難吃刀太深,孔壁不光,而且鉸刀易磨損,使用壽命低;過小會造成上刀遺留刀痕無法消除,達不到鉸孔要求。
鉸刀刀刃不鋒利,刃帶粗糙,則鉸出的孔精度無法滿足設計要求,孔壁鉸削量變小,導致冷擠壓時相對擠壓量增大,對于動力源提供的輸出壓力及容積流量要求均提高,增大了冷擠壓孔的風險。
4.垂尾接頭材料鉸孔難度大
主要涉及冷擠壓接頭材料及工具材料,冷擠壓接頭材料為某材料鋼,一種低合金超高強度鋼,強度高,綜合性能好。同時也會造成鉸削困難,鉸削過程中孔內溫度升高極易導致材料產生粘刀情況,所以對鉸刀材料及鉸孔人員技能水平要求極高。
三、冷擠壓過程中出現問題的原因分析
冷擠壓是垂尾對接最為關鍵的環節,絕大多數垂尾接頭對接孔超差都是因為冷擠壓失敗,芯棒卡滯無法取出,在取芯棒時損傷孔口或孔壁導致的,后續鉸孔無法消除損傷。冷擠壓失敗外在表現為芯棒卡滯甚至斷裂,但深層分析原因是人員、設備、材料、方法、環境各方面因素共同影響所造成結果,需要針對各種可能導致冷擠壓失敗的原因進行分類分析,分析見下圖3。
1.人的因素
垂尾對接為多人團隊協作,由開始的調孔,校孔,配合鉸至初孔,冷擠壓擴孔,最后鉸冷擠壓凸臺至終孔。在校孔過程中,操作人員未時刻關注鉸刀出口處引導桿的伸出量,無法保證孔的垂直度,在某一方向校孔過度導致孔出口處橢圓或垂直度差,直接影響冷擠壓的順利進行。
2.設備因素
設備一般指機器設備,包括儀器設備,測量用具,工具等。垂尾對接設備主要有鉸刀、鉸杠、精度銷、塞規、空壓機、液壓泵和冷擠壓設備,液壓泵及冷擠壓設備均為進口設備,按照維護保養要求操作進行。根據前期使用情況來看,液壓泵和冷擠壓設備基本未出現過問題,導致冷擠壓過程不可控的主要因素來自于空壓機。
使用空壓機主要問題是供壓不足。空壓機頻繁加卸載、不當操作、儲氣罐未定期排污、管路堵塞、設備額定參數不匹配、輸出壓力上下閾值設置不合理以及空壓機本身的故障都會導致冷擠壓過程中氣源壓力不足。空壓機作為冷擠壓過程中的動力源,如果發生供壓不穩或供壓不足情況,芯棒在初孔中受到拉力不足,將會造成芯棒卡滯無法取出情況。空壓機使用過程中的主要問題有:
1)空壓機輸出壓力設定上下限壓力范圍過小,而空壓機本身增壓快,極易從下限增壓到上限造成加卸載頻繁;
2)空壓機選型與液壓泵不匹配,用氣量過小;
3)其它原因,如單向閥、止回閥松脫等元件問題;
4)空壓機當做風源頻繁使用,導致內部閥門等元件老化故障;
5)未定期排污,回流管路導致部件堵塞,造成空氣壓力不足或流量不足;
6)橡膠管路老化及連接接頭磨損嚴重,動力傳輸損失嚴重。
3.方法因素
因受裝配精度制約,垂尾對接通過配鉸的形式以滿足單雙耳對接孔同軸的裝配關系,然后再進行冷擠壓,單雙耳之間存在軸向間隙,且單耳兩側間隙不一致,加上裝配精度制約,導致單雙耳徑向同軸度差。在芯棒擠壓通過對接孔時,尤其是單雙耳兩側間隙的存在,單耳隨金屬流動方向產生軸向位移,因同軸度差芯棒對周圍孔壁產生受力不均的徑向壓應力,同時對孔內襯套也造成拉扯作用,擠壓力瞬間增大,若此時液壓泵不能提供持續穩定動力,則必將造成芯棒卡滯甚至斷裂,這也是飛機冷擠壓失敗的主要原因之一。
4.環境因素
作業空間受限,平尾工作平臺工作面過高。在進行冷擠壓時,需人持冷擠壓設備保持設備輸出端口與擠壓端面相對垂直以保證同軸度,而平臺工作面過高導致蹲姿手持設備時,背后無承力點且設備在冷擠壓過程中反作用力大,高空作業危險,而坐姿狀態則需操作者彎腰前傾,增大操作困難。平臺工作區域相對較小,設備工具占用空間大,冷擠壓過程屬于關鍵工序,涉及人員多,工作環境相對復雜。
四、根據以上影響垂尾對接過程的因素提出解決整改措施
根據以上分析內容,垂尾對接過程中出現問題的主要原因為冷擠壓失敗,冷擠壓失敗最主要原因為空壓機供壓不足,垂尾接頭單雙耳存在間隙,冷擠壓時單耳軸向竄動,增大了冷擠壓棒受到的阻力。其余原因為鉸孔人員、環境、工具等因素,針對這些問題分別制定相應的措施。
1.動力源
調整參數或更換大功率空壓機,以解決空壓機供壓不足問題。空壓機作為冷擠壓專用設備,合理設置空壓機參數以滿足冷擠壓要求,且不得用于其它氣源工作。
1)輸出壓力設定為0.75MPa~0.8MPa,滿足液壓泵工作壓力的同時,盡可能擴大輸出壓力范圍;
2)現空壓機為螺桿空壓機,排氣壓力為0.8MPa,容積流量為5m3/min,而液壓泵需90—120psi(6.2—8.3bar)輸入壓力,40—50cfm(即1.3-1.4m3/min)空氣流量通過12.7mm內徑空氣軟管提供動力,算上動力輸送過程中管路及接頭處的損耗,設備完全能夠滿足動力源要求。建議配置有兩個100L容量,最高工作壓力為1.25MPa的儲氣瓶,能夠有效平衡系統壓力及減少空壓機頻繁加卸載;
3)及時清理。定期清理儲氣罐內的油水。現用空壓機與液壓泵相連管路為外徑16mm,內徑12mm的空氣軟管,軟管與接頭部位連接牢固可靠,完全滿足使用需求。
2.接頭間隙
接頭單雙耳間隙處墊錫紙消除間隙,減少冷擠壓過程中接頭軸向竄動增大芯棒阻力。在冷擠壓時,加裝工裝夾具保證冷擠壓過程中芯棒沿擠壓方向保持軸向運動,不晃動;在接頭處填入錫紙耳片消除間隙,以防冷擠壓過程中芯棒在間隙處受力不均,擠壓力瞬間過大而液壓泵動力不足導致芯棒卡滯的情況,保證間隙及單耳處擠壓力均處于平衡狀態。
3.人員方面
加強操作團隊的協作意識和責任心教育,杜絕隨心操作。通過老師傅與新工人的傳幫帶,鼓勵新工人多觀察,多發問,勤動腦,多上手的方式,培養新工人實際操作能力,了解垂尾對接相關基本知識,熟悉相關工藝方法及工藝流程。
4.測量用具方面
測量工具包括精度銷、塞規、環規。按規定定期送檢,使用前目視檢查測量用具外表有無破損,嚴格按照使用要求檢測孔口大小是否滿足設計尺寸要求,芯棒能否正常使用。
5.工具方面
1)申請與機上被加工材料及熱處理條件一致的試驗件,新鉸刀在地面進行試刀試驗,用油石去除刀刃毛刺;
2)在使用鉸刀上機鉸孔前,需目視檢查鉸刀刀刃磨損程度,有無崩裂、缺口,不合格刀具需做報廢處理,不得上機使用。
6.環境控制方面
1)專人指揮,禁止無關人員在工作平臺及周圍出現;
2)冷擠壓過程中以手持設備的人為主,其余兩人在旁輔助,在冷擠壓設備相對對接面豎直狀態下按動設備扳機并保持作業姿勢不變,待冷擠壓完畢后,松開扳機將設備歸位,并斷開設備氣源。
五、驗證情況
通過上述工藝措施的執行,經過后續幾架飛機垂尾對接過程驗證,均未出現芯棒卡滯及孔徑超差問題,說明針對此問題的分析到位,改進措施針對性強,效果明顯。
作者簡介:
梁曉宇,男,漢族,重慶萬州1988.5.25,碩士,航空工業陜飛,工程師,航空裝備制造,723213。
