去除扇形段末端氧化鐵皮的裝置
2022-07-13 21:45:25林興
裝備維修技術 2022年26期
林興
摘? 要:連鑄技術的迅速發展是當代鋼鐵工業發展的一個非常引人注目的動向,連鑄之所以發展迅速,主要是它與傳統的鋼錠模澆鑄相比具有較大的技術經濟優越性,經過幾十年的發展,連鑄行業取得了較大的發展,但是在一些細節方面仍然有提升的空間。連鑄作業時,在連鑄機的扇形段末端一般不設噴淋裝置,以避免造成冷卻覆蓋面過大造成鑄坯溫度過低影響下一道工序;但是不設噴淋裝置,在長期的生產實踐中,該方式主要存在如下幾個弊端:第一,扇形段末端無冷卻,鑄坯會急速回溫,從而造成氧化鐵皮增多,影響連鑄機的金屬收得率,從而增加企業的成本;第二,鑄坯表面的氧化鐵皮增多后,一部分會脫落,而扇形段末端后面就是拉矯輥,高溫的情況下,氧化鐵皮很容易附著在拉矯輥上,造成拉矯輥輥面凹凸不平,從而對鑄坯質量造成影響。本文提出了一種去除扇形末端氧化鐵皮的裝置,從而減少企業的輥子維護成本,提高鑄坯表面質量。
關鍵詞:連鑄;扇形段末端;鑄坯;氧化鐵皮;裝置
前言
目前,連鑄機生產過程中,在噴淋段末端一般不設置冷卻以避免冷卻覆蓋面過大造成鑄坯溫度過低影響下一道工序,故而鑄坯表面會產生大量的氧化鐵皮,鑄坯出拉矯機后,氧化鐵皮大塊大塊的脫落,既影響鑄坯質量及鋼水收得率,同時也造成氧化鐵皮清理量大,清理困難。
氧化鐵皮形成機理:高溫鋼水在連鑄結晶器內凝固成型,形成一定厚度的坯殼,鑄坯出結晶器后表面溫度較高,暴露在空氣中,與氧氣及二冷室的水蒸汽發生反應,生成氧化鐵。氧化鐵皮的生成是化學反應與物理擴散的過程。存在三種氧化鐵主要成分是Fe2O3、Fe3O4、FeO,而且形貌、成分、結構不同的氧化層與基體的結合力不同,組織結構轉變,體積產生膨脹,這就是高溫鑄坯表面產生氧化鐵皮并容易脫落的原因。
1.去除扇形段末端氧化鐵皮的裝置
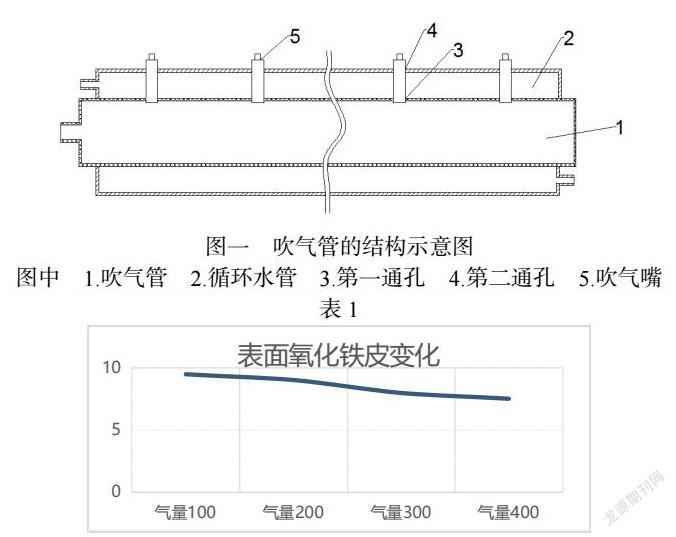
為了解決扇形段末端大量產生氧化鐵皮帶來不利的影響,本文提供了一種去除扇形段末端氧化鐵皮的裝置,包括多根吹氣管,所述吹氣管沿水平方向設置在所述扇形段末端相鄰的傳送輥之間。所述吹氣管一端封閉,且其封閉端延伸至所述扇形段末端內,其開口端通過管道與外接高壓氣源連通,通過閥門控制氣源通斷。所述每根吹氣管上均套設有一循環水管,所述循環水管內部中空且兩端均封閉,所述吹氣管同軸貫穿對應的所述循環水管,以使所述循環水管內形成封閉的冷卻空間,所述吹氣管上開有多個第一通孔,所述循環水管上開有多個與所述第一通孔一一對應的第二通孔,所述第一通孔和和對應的第二通孔之間均設有一吹氣嘴,所述吹氣嘴設置在所述冷卻空間內,其進氣端與對應的所述第二通孔連通,其出氣端穿過所述第一通孔并與所述第一通孔的孔沿密封連接,以朝向所述扇形段末端處的鑄坯的下端吹氣,依靠吹氣嘴噴出的壓力氣體的作用將鑄坯表面生成的氧化鐵皮吹落,以減少鐵皮進入后面的設備,減小鐵皮渣帶來的對設備和產品質量的負面影響。所述循環水管的兩端分別開有進水口和出水口,并接入外接循環水路中水壓0.2~1MPa,通過閥門控制冷卻水路的通斷,以達到冷卻保護設備穩定工況。本文所述去除扇形末端氧化鐵皮的裝置優化的部分有:①吹氣管與所述扇形段末端的下傳送輥平行設置。②吹氣嘴為扇形噴嘴,吹氣嘴與鑄坯夾角為30°~90°,吹氣嘴間距150mm-300mm緊密排列。③吹氣管內通入的氣體氣壓為0.2~1MPa。④吹氣管的兩端均水平延伸至所述扇形段設備外,并分別與一伸縮桿連接固定,以方便檢修時移動。
鑄坯溫度在1000℃以上氧化速度急劇上升,產生大量氧化鐵皮。在1000℃以上停留時間越長,氧化鐵皮越多,1000℃大約是鑄坯在900℃氧化鐵皮產生量的2倍,1100℃大約是鑄坯在900℃氧化鐵皮產生量的4倍。該裝置中,通過密排吹氣管1上的多個氣嘴對鑄坯表面進行壓力吹掃,能夠降低鑄坯表面溫度,抑制氧化鐵皮的產生,在同時吹入的氣體不會造成鑄坯大范圍冷卻,使得鑄坯溫度過低從而影響熱軋,而且還能夠通過氣體的機械能吹落鑄坯上的部分氧化鐵皮,減小了氧化鐵皮粘結的拉矯輥上對鑄坯表面質量的影響;吹氣管1的兩端可通過連接件與扇形段的框架連接,或者通過支架設置在下傳送輥的下方;再吹氣管1工作過程中,鑄坯對其的熱輻射會使得其溫度上升,為了對吹氣管1進行降溫,增加其使用壽命穩定工況,本實施例中在吹氣管1上均套設有一循環水管2,引入外界循環水路的循環水進入到循環水管2內對吹氣管1進行降溫,保證吹氣管1的正常使用。
2.去除扇形段末端氧化鐵皮裝置操作步驟
本論文還描述了采用上述所述去除扇形段末端氧化鐵皮裝置的操作方法,包括以下步驟:
步驟一、在連鑄作業開始后,打開外接氣源,向所述吹氣管內通入高壓氣體,通過多個所述吹氣嘴向所述扇形段末端處的板坯的下端吹氣,以去除所述板坯下端的氧化鐵皮;
步驟二、打開外接循環水路,使循環水流經所述循環水管內被冷卻空間,以對所述吹氣管和多個氣嘴進行冷卻降溫。
該去除扇形段末端氧化鐵皮的裝置可以向鑄坯吹高壓氣體,能夠降低鑄坯表面溫度,抑制氧化鐵皮的產生,同時吹入的氣體不會造成鑄坯大范圍冷卻,使得鑄坯溫度過低從而影響熱軋,而且還能夠通過氣體的機械能吹落鑄坯上的部分氧化鐵皮,減小了氧化鐵皮粘結的拉矯輥上對鑄坯表面質量的影響。
3.效果對比:
吹掃試驗吹掃角度45度,壓縮空氣0.8MPa進行,表面氧化鐵皮進入下道工序前,不同氣量吹掃后,殘存在鑄坯表面的氧化鐵皮量如下表
可見,吹氣嘴噴出的壓力氣體的作用將鑄坯表面生成的氧化鐵皮吹落,并能夠降低鑄坯表面溫度,抑制氧化鐵皮的產生,提高后續設備運行穩定性和鑄坯表面質量。
4.結語:
本文主要是針對扇形段末端因為工藝要求不設置噴淋從而使得鑄坯產生氧化鐵皮這一現象,提出了一種去除扇形段末端氧化鐵皮的裝置及其方法,并且這種裝置經過實際生產實踐,應用效果良好,從而更好的實現扇形段后的工藝,另一方面提高了鑄坯的質量,降低了企業的成本,使得設備的使用壽命加長,從而充分利用好現有連鑄設備的潛力。
參考文獻:
[1]董偉.連鑄機熱坯氧化鐵皮清理裝置的應用實踐[J].設備管理與維修,2017(17):5.
[2]刁興武,李乾坤.連鑄鋼坯氧化鐵皮產生的原因及降低措施[J].黑龍江冶金,2015,35(04):56-57+60.
