基于精梳毛紡系統的棉/毛混紡紗的開發
2022-07-14 05:57:30肖建波汪愛舉
毛紡科技 2022年6期
關鍵詞:工藝
肖建波,于 勤,王 英,秦 浩,汪愛舉
(1.天宇羊毛工業(張家港保稅區)有限公司,江蘇 張家港 215600; 2.沙洲職業工學院,江蘇 張家港 215600;3.張家港市普坤紡織實業有限公司,江蘇 張家港 215600)
羊毛纖維是一種天然環保的高檔紡織原料,彈性好、身骨挺、光澤自然柔和,深受人們的喜愛。但是羊毛纖維手感偏硬,吸濕性不夠好,作為貼身衣物穿著會有刺癢的感覺。棉纖維是傳統綠色環保的天然纖維,手感柔軟、透氣、吸濕性好。但是棉纖維由于缺乏彈性,制成的衣服塑形性不好。2種纖維按一定比例混紡制成的紡織品,可發揮優勢互補,提高成品的服用性、美觀性及產品附加值,增加企業的經濟效益。
由于棉纖維與毛纖維的長度差異大,混合后長度離散高,造成棉、毛混紡時紡紗難度大。本文針對上述問題,對傳統毛紡精紡工藝路線的設備專件進行改造及工藝優化,形成了基于精梳毛紡系統紡制棉/毛50/50混紡紗的工藝,效果良好,提高了精紡棉/毛混紡紗線產品的附加值和經濟效益,提高了企業競爭力。
1 工藝路線
傳統精紡工藝路線包括前道工序和精紡生產工序。前道工序:制條→針梳機(一道)→針梳機(二道)→復精梳→針梳機(一道)→針梳機(二道)。精紡生產工序:針梳機(一道)→針梳機(二道)→針梳機(三道)→針梳機(四道)→無捻粗紗→細紗→絡筒→并線→倍捻。
優化精紡工藝路線包括前道工序和精紡混紡生產工序。前道工序分別為棉纖維工藝:精梳棉染色→和毛→梳棉(改造設備)→并條;毛纖維工藝:毛條染色→復洗→頭針→二針→復精梳→末針成球。精紡混紡生產工序為:針梳超喂混條(改造設備)→針圈混條1、2(改造設備)→無捻粗紗1、2、3(改造設備)→有捻粗紗→細紗→絡筒→并線→倍捻。
2 主要工序工藝設計與設備改造
2.1 和毛工序
為增加纖維間的潤滑,防止棉纖維纏繞,減少纖維在開松過程中反復打擊形成毛粒,減少靜電,和毛工序對棉纖維進行逐層噴灑抗靜電劑,和毛工藝參數為:和毛油和抗靜電劑的用量占棉纖維質量的0.1%和1.0%,平衡時間控制在6~8 h,回潮率控制在7%。
傳統的B262型和毛機開松梳理由工作輥“5”、毛絨羅拉“2”與錫林“4”形成的4個梳理點完成和毛,撕扯作用由3對工作輥—剝毛輥梳理元件組合與錫林配合完成,工作原理見圖1。但是該和毛機對纖維的開松、撕扯作用劇烈。所以和毛機改造時,盡量減少梳理點,減少針排密度,降低開松元件轉速,加快纖維快速轉移。降低轉出輥速度,增加吸風負壓,減少纖維開松時的損傷。
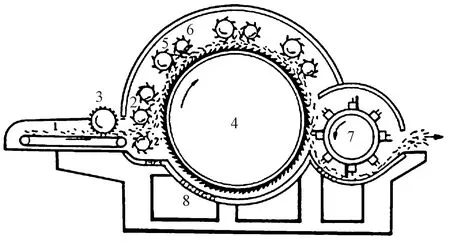
圖1 B262型和毛機Fig.1 B262 wool blending machine
改造后錫林上的梳針從6組變為3組,如圖2所示,有效控制棉纖維過度開松,減少纖維損傷程度,并降低了錫林轉速,和毛后纖維幾乎無纏繞,纖維損傷小,確保了后道加工的纖維品質。改造前后的纖維性能對比見表1。可見,改造后纖維主體長度增加率為2.1%,12.7 mm短絨率(棉纖維中小于12.7 mm的纖維含量)降低率為7.4%。
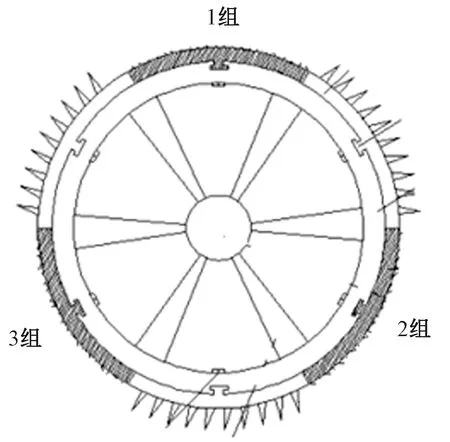
圖2 改造后和毛機錫林表面針的角度排列形式Fig.2 Angle arrangement form of the needle on surface of the cylinder of the blending machine after transformation
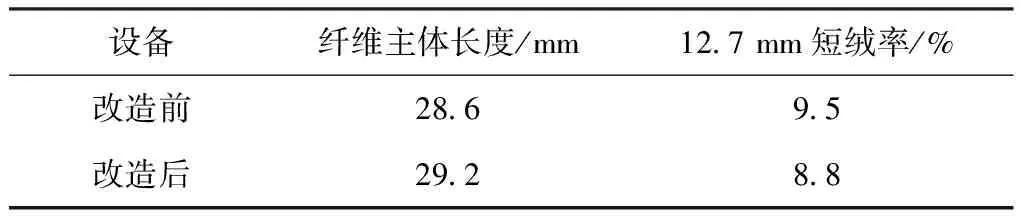
表1 和毛機改造前后纖維性能對比Tab.1 Comparison of fiber properties before and after wool blending machine transformation
2.2 梳毛工序
A186型梳毛機改造目的:一是增大錫林和蓋板隔距,減少梳理強度以降低纖維短絨率含量,讓纖維在錫林針尖上分布通過道夫快速轉移;二是降低錫林與刺輥的轉速來減少纖維的纏繞打擊程度,增大線速比,實現快速轉移。改造前后梳毛工藝參數見表2。
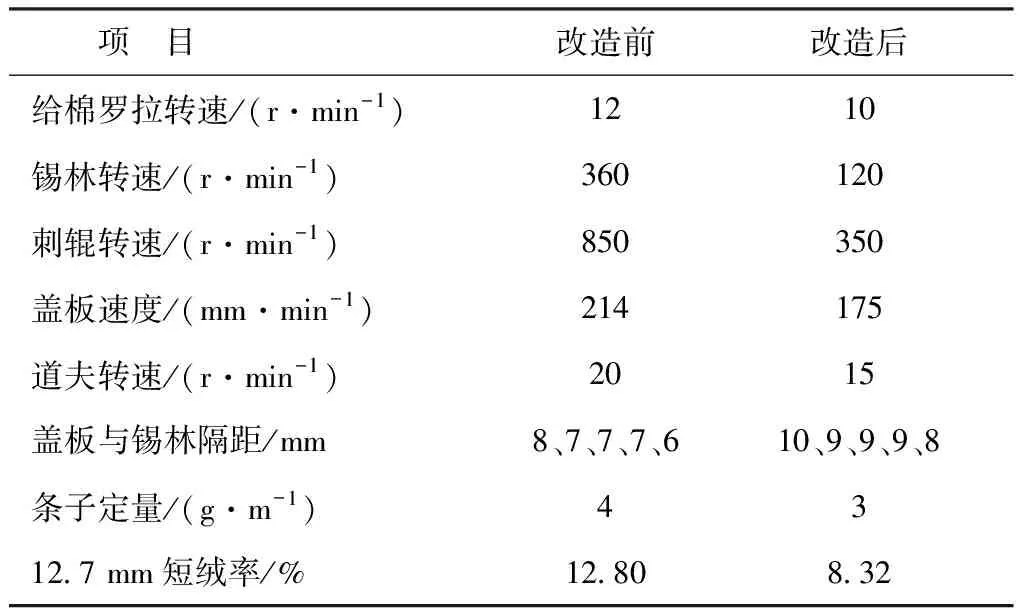
表2 改造前后梳棉工藝參數Tab.2 Carding process parmerters before and after transformation
改造后的梳毛機實現了順利梳理和成條,12.7 mm纖維的短絨率下降了35%,有效防止了纖維纏繞和更多的毛粒產生。
2.3 并條工序
將傳統精紡針梳機上針板上下運動的梳理形式改成針圈旋轉運動的新型梳理形式,避免快速運動的針板與纖維相互摩擦而產生的大量靜電;同時改變前牽伸皮輥的運動,有效地梳理短纖維,降低纖維層中的毛粒數量,提升毛條的條干均勻度。并條工藝參數見表3。
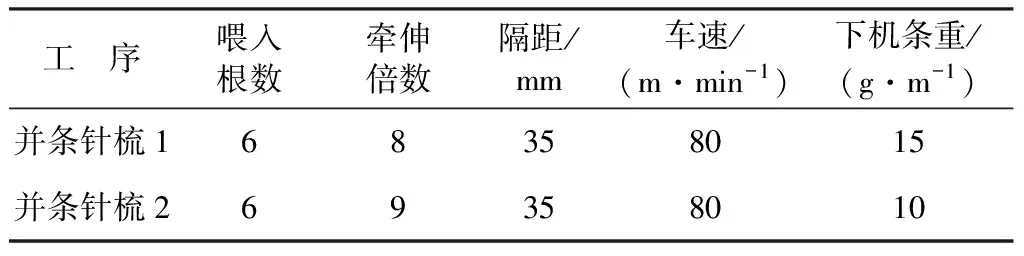
表3 針圈式并條針梳工藝參數Tab.3 Process parameters of needle loop drawing carding
2.4 精梳工序
精梳機的喂入部分的改進是采用12根條子喂入,每次給毛量為5.5 mm,條子排列稀散輕薄整齊,有利于條子進入梳理區清除毛粒和短毛;梳理部分的改進是對精梳錫林進行型號和針密排列更換,錫林針數從5排改為3排,更有效地梳理和清除毛粒、短絨。
精梳工序采用小隔距、輕定量、低車速工藝,以合理去除雜質、毛粒及短絨。精梳工藝參數為:喂入根數12根、牽伸倍數8倍、隔距為35 mm、出條速度86 m/min、下機條重15 g/m、給毛長度5.5 mm、后3排針密排列為30/30/30。
2.5 針梳工序
采用2道針梳,輕定量、中車速工藝,針梳工藝參數見表4。
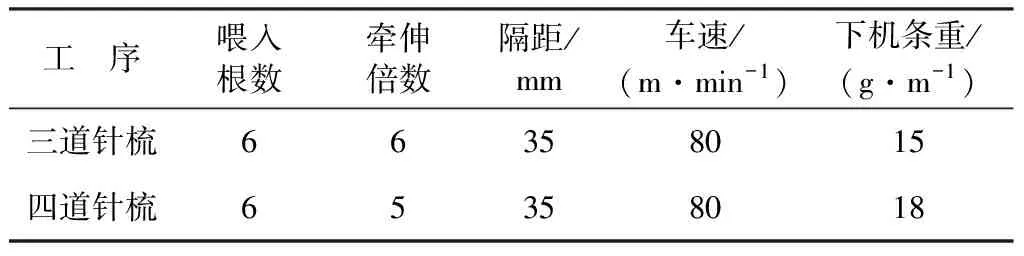
表4 針圈式針梳工藝參數Tab.4 Needle carding process parameters
2.6 混條工序
采用3道針梳,輕定量、慢車速工藝,混條工藝參數見表5。

表5 混條工藝參數Tab.5 Blending process parameters
2.7 粗紗工序
粗紗工序分為無捻工序和有捻工序2種形式。
①無捻工序。無捻粗紗機中,采用搓捻的形式,通過搓皮板的來回往復運動使得粗紗條中纖維表層之間互相黏連、糾纏,從而形成一定的粗紗強力,牽伸和搓捻同步進行,即在搓捻的同時也進行牽伸作用。無捻粗紗機的牽伸效率較低。所以工藝改造時,牽伸倍數控制不超過5倍,有利于改善纖維長度離散大混合后的條干粗細節,使得產品質量穩定。粗紗工藝如表6所示。
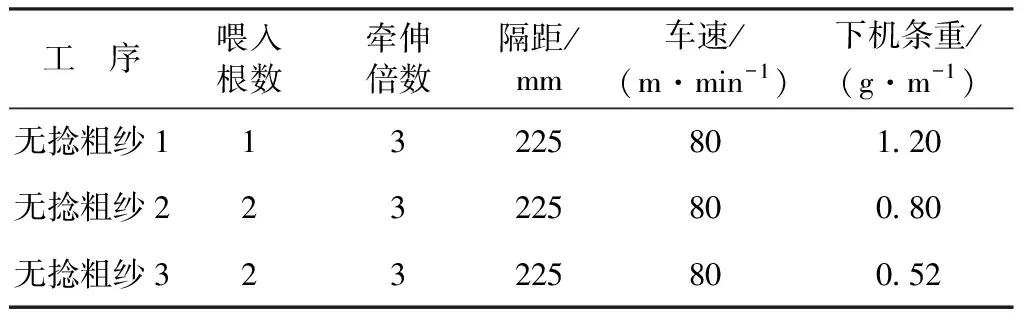
表6 粗紗(無捻)工藝參數Tab.6 Roving (untwisted) process parameters
②有捻工序。有捻粗紗機中,通過粗紗機自身軸線轉動加捻,使得粗紗中的纖維產生螺旋狀的卷曲,同時粗紗中外層纖維緊壓內層纖維,通過增加纖維間的摩擦力而增加抱合力。在粗紗退繞時不易產生意外伸長、不易產生纖維繞羅拉、繞膠輥等現象。有捻粗紗為握持牽伸,牽伸和加捻分2步進行,且在細紗牽伸過程中有利于對纖維的控制,有捻粗紗機同時適合紡制長度離散較大的混合纖維條,可以提高紗線品質。粗紗(有捻)工藝為喂入根數2根、牽伸倍數3倍、隔距28、38 mm、車速18 m/min、下機條重0.35 g/m。
2.8 細紗工序
細紗設備的改進是調整中羅拉上方的膠輥工作面滑溜槽的深度,以改善棉、毛纖維的受力狀況,保證混合纖維在運動中能夠在指定的牽伸區范圍內運動,最終紡成58 Nm的紗線。細紗工藝為:喂入根數1根、牽伸倍數20.35倍、隔距95~105 mm、錠速8 000 r/min、鋼絲鉤Fo29/0、隔距塊紅色4.5 mm。細紗主要性能指標測試結果為:條干均勻度12.8%、斷裂強力431 cN、捻度820 捻/m、毛粒9個/km。
3 結 論
采用精梳毛紡系統,改造了和毛機、梳毛機、精梳機及細紗機等設備,改進了梳毛、梳毛、并條、精梳、針梳、混條、粗紗、細紗等工序的工藝參數,成功紡制了棉/毛50/50混紡紗,解決了棉、毛纖維長度差異大而造成混紡過程中短纖落毛問題和混紡條產生易斷現象。
①通過改變工藝流程、改造加工設備,利用毛精紡系統,解決了由于棉纖維與毛纖維二者長度差異大而不能正常紡紗的困境,開發并生產了高比例棉/毛混紡紗線。
②和毛機設備改造時減少了梳理點和針排密度、降低開松元件轉速,減少纖維開松時的損傷。改造后棉纖維12.7 mm短絨率降低率為7.4%。
③梳毛機中增大錫林和蓋板間距、降低錫林與刺輥的轉速,順利完成梳理和成條,棉纖維12.7 mm纖維的短絨率下降了35%,有效防止纖維纏繞和更多的毛粒產生。
④并條機中將針板上下運動的梳理形式改為針圈旋轉運動的梳理形式,降低了纖維層中毛粒數量,提高了毛條的條干均勻度。精梳機中改進了喂入部分和梳理部分,更加有利于條子進入梳理區清除毛粒和短毛。
⑤通過無捻粗紗與有捻粗紗相結合,有效控制了棉/毛混紡紗的條干不勻和粗細節等現象,并利用有捻粗紗自身軸線轉動加捻,螺旋狀卷曲,使外層纖維緊壓內層纖維,增加了抱合力,退繞時不易產生意外伸長、纖維繞羅拉、繞膠輥等現象。
⑥細紗機中調整了中羅拉上方的膠輥工作面滑溜槽的深度,確保了混合纖維在規定的牽伸范圍內運動。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52