冠帶層張力分段控制對轎車子午線輪胎性能的影響
2022-07-20 12:38:54杜傳永楊和濤李娜娜
輪胎工業 2022年3期
關鍵詞:測量
杜傳永,楊和濤,李娜娜
(中策橡膠集團股份有限公司,浙江 杭州 310018)
冠帶層在子午線輪胎中屬于小部件,但其作用卻不可小視。輪胎在高速旋轉時產生的離心力導致輪胎在非接地處直徑增大,帶束層擴張,而在接地處離心力則被路面抵消。帶束層經過周而復始的變形作用,產生的能量轉換成熱能積蓄在輪胎肩部,導致輪胎溫度上升,尤為嚴重的是帶束層邊部,其裁斷端因無黃銅鍍層而與橡膠粘合不好,通常成為破壞起始點。當溫度超過臨界值時,輪胎胎肩部位會出現崩花、掉塊甚至爆破問題[1-4]。
在輪胎中配置冠帶層可起到以下作用:(1)抑制帶束層在高速旋轉狀態下的擴張幅度;(2)降低帶束層的溫升;(3)在帶束層的工作溫度下長時間保持冠帶層的熱收縮力。
在胎肩部位增加1層或以上冠帶層能大幅度降低帶束層邊部的應力峰值。因為冠帶層的箍緊作用可在很大程度上減小帶束層邊部的變形,提升高速行駛下帶束層的穩定性,使輪胎結構更加合理與完善,大大延長輪胎使用壽命。
針對我公司雪地轎車子午線輪胎肩部3層冠帶層的現狀,對輪胎進行輕量化設計,以滿足綠色環保的發展需求。本工作以225/50R18 99H輪胎為例,研究肩部2層冠帶層纏繞方式及冠帶層張力分段控制對輪胎室內性能,尤其是耐久性能的影響[5-8]。
1 實驗
1.1 主要設備和儀器
二十四工位冠帶層簾布分條纏繞機,江陰市勤力橡塑機械有限公司產品;Vacuum型一次法子午線輪胎成型機,VMI公司產品;LLY-B型輪胎液壓雙模硫化機,巨輪智能裝備股份有限公司產品;TBUT-3型汽車/摩托車輪胎脫圈阻力/強度/靜負荷試驗機,汕頭市浩大輪胎測試裝備有限公司產品;TGIS-SL16-AKRO型輪胎均勻性試驗機,俄羅斯Micro-Poise測試系統公司產品;TJR-2-PC(Y)型轎車輪胎高速耐久性試驗機,天津久榮車輪技術有限公司產品。
1.2 試驗方案
試驗方案的2個變量為冠帶層纏繞方式和冠帶層張力,如圖1所示。
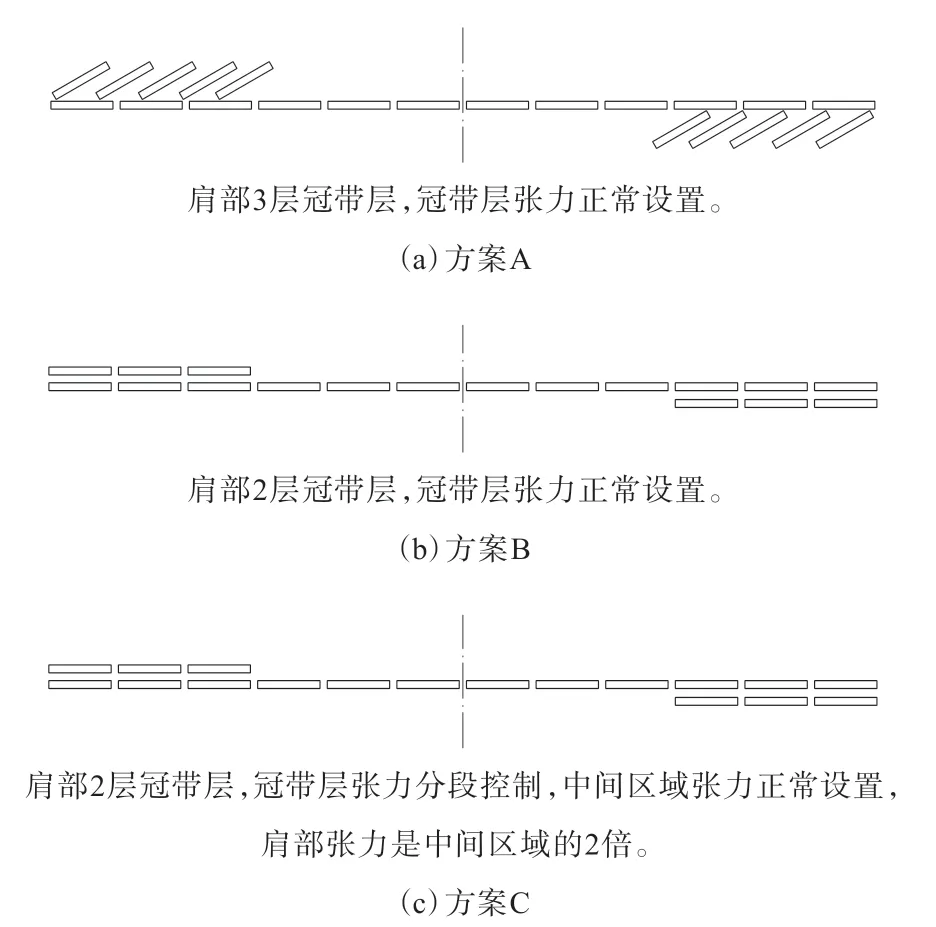
圖1 不同方案冠帶層纏繞工藝示意
方案C冠帶層張力分段控制只需在Vacuum型一次法成型機控制面板上冠帶條供料選項中將肩部張力值變更為2倍即可,其余成型條件同方案B。
1.3 性能測試
成品輪胎的外緣尺寸和性能均按相應的國家標準進行測試。
2 結果與討論
2.1 工藝性能
對3個方案帶束層延伸量、帶束層偏移量和胎坯周長變化量分別進行測量。帶束層延伸量測量方法是在帶束層貼合后對1#帶束層寬度進行第1次測量,在冠帶層纏繞后在傳遞環上對1#帶束層進行第2次測量,延伸量等于第2次測量值減去第1次測量值。帶束層偏移量測量方法是在帶束層貼合完成之后進行第1次測量,在冠帶層纏繞完成后撕去冠帶層,對帶束層進行第2次測量,偏移量等于第2次測量值減去第1次測量值。胎坯周長變化量等于卸胎后立即測量值減去放置2 h后測量值。
帶束層延伸量、帶束層偏移量和胎坯周長變化量測量結果如表1所示。
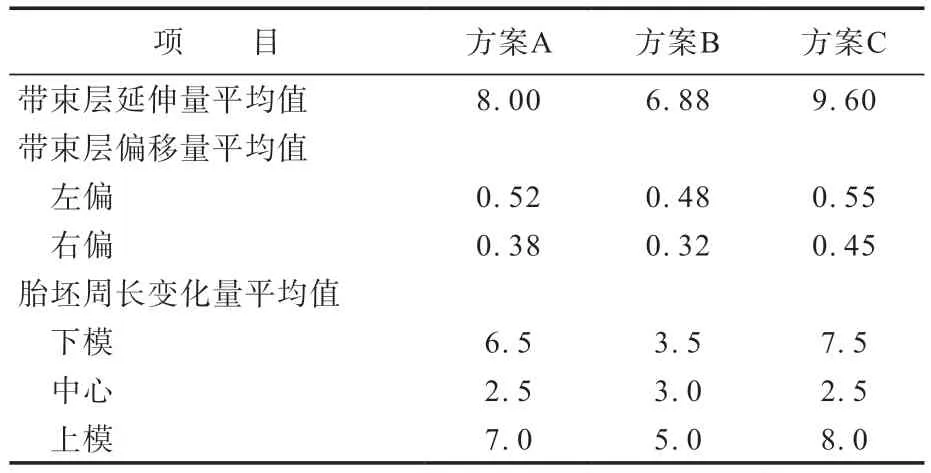
表1 帶束層延伸量、帶束層偏移量及胎坯周長變化量的測量結果 mm
根據表1數據進行分析,可以得到如下結論。
(1)不同方案在傳遞環上對帶束層延伸量影響由大到小的順序為:方案C、方案A、方案B。
(2)不同方案在帶束鼓上對帶束層偏移量影響不大。
(3)3個方案胎坯中心周長變化量相當,對肩部周長變化量影響由大到小的順序為:方案C、方案A、方案B。
2.2 成品性能
2.2.1 均勻性
3個方案成品輪胎均勻性測試結果如表2所示,RFV和LFV分別表示徑向力波動和側向力波動,CW和CCW分別表示正轉和反轉,CON表示錐度效應。
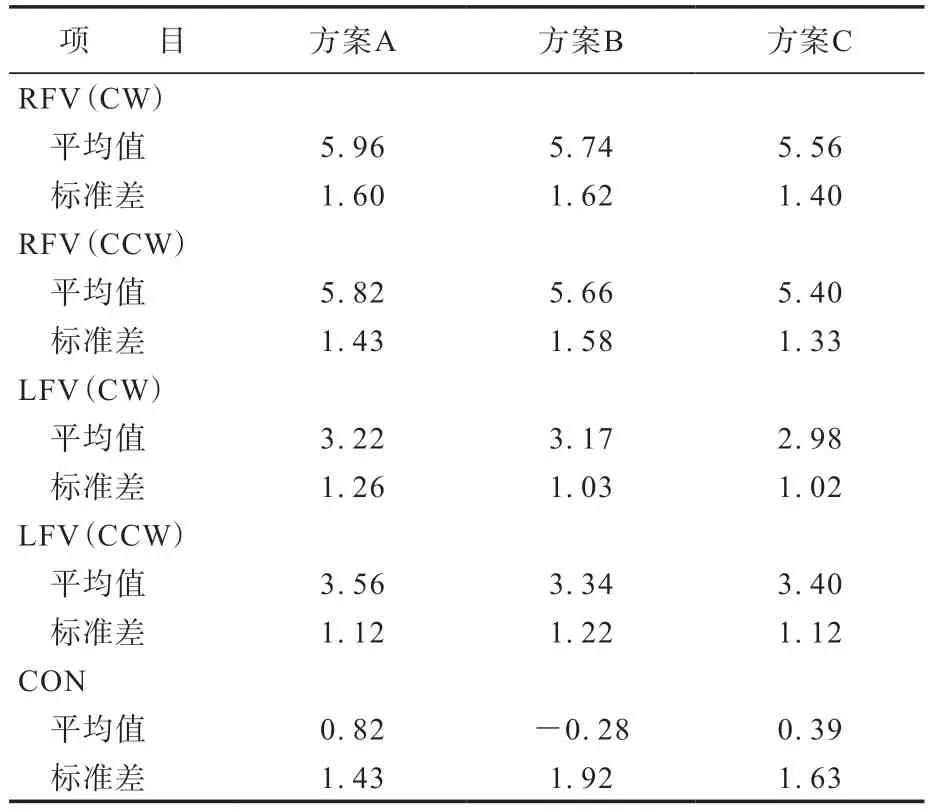
表2 輪胎均勻性測試結果 kg
由表2可知,方案C輪胎均勻性最優,方案A最差。
2.2.2 室內性能
3個方案輪胎室內性能測試結果如表3所示。
由表3可知,與方案A和B輪胎相比,采用冠帶層張力分段控制的方案C輪胎的充氣外直徑和充氣斷面寬基本沒有變化,強度和脫圈阻力也相當,而高速性能、滾動阻力性能尤其是耐久性能有明顯提高。

表3 成品輪胎室內性能測試結果
2.2.3 成品外觀及成本分析
與方案A肩部3層冠帶層設計對比,方案C肩部2層冠帶層設計的成品輪胎胎里拱起和胎肩漏線不良率大大降低,且由于方案C肩部冠帶層較方案A少1層,冠帶層成本降低約18%,每條輪胎可節約1.75元,輪胎生產成本稍有降低,有一定的經濟效益。
3 結論
采用平行對比試驗研究肩部2層冠帶層纏繞方式、冠帶層張力分段控制和肩部3層冠帶層纏繞方式、冠帶層張力正常設置輪胎的性能,得到如下結論。
(1)冠帶層張力分段控制方案輪胎帶束層的延伸量稍有增大,偏移量相當,胎坯中心周長變化量相當,胎肩處稍有增大。
(2)冠帶層張力分段控制方案輪胎均勻性有改善。
(3)冠帶層張力分段控制方案輪胎充氣外緣尺寸、脫圈阻力、耐久性能和高速性能均達到國家標準要求,外觀良好,且輪胎生產成本有所降低。
本工作探討的冠帶層張力分段控制問題對子午線輪胎的結構設計和性能提升有重要的指導意義。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00