溝槽的超聲振動輔助磁性復(fù)合流體拋光仿真分析
2022-07-21 19:52:44魏久翔
軟件工程 2022年7期
關(guān)鍵詞:溝槽


摘 ?要:為了探究溝槽工件在超聲振動輔助磁性復(fù)合流體(Ultrasonic Vibration-assisted Magnetic Compound Fluid, UVMCF)拋光過程中流體性能對拋光加工的影響,對溝槽的超聲振動輔助磁性復(fù)合流體拋光進(jìn)行仿真分析并通過工藝實(shí)驗(yàn)進(jìn)行驗(yàn)證。首先利用COMSOL Multiphysics有限元分析軟件建立UVMCF拋光過程中拋光液流動的數(shù)學(xué)模型,進(jìn)而分析超聲振動下拋光液的流動特性;再以316L型不銹鋼溝槽作為加工對象,進(jìn)行UVMCF拋光工藝實(shí)驗(yàn)并獲得最佳工藝參數(shù)。研究結(jié)果表明:磁性復(fù)合流體(Magnetic Compound Fluid, MCF)拋光液在溝槽中流動的過程中,對溝槽表面壓力呈現(xiàn)周期性變化,在1/4周期處取得最大值;當(dāng)拋光時間為5 min、拋光輪轉(zhuǎn)速為500 rpm、振幅為5 μm時拋光效果最佳,溝槽頂部表面粗糙度Ra達(dá)到0.217 μm;槽底表面粗糙度Ra達(dá)到0.403 μm,去除率為4.74 mg/min。
關(guān)鍵詞:超聲振動;磁性復(fù)合流體;COMSOL;仿真分析;溝槽
中圖分類號:TP391.9 ? ? 文獻(xiàn)標(biāo)識碼:A
Simulation Analysis of Ultrasonic Vibration-assisted
Magnetic Compound Fluid Polishing of Grooves
WEI Jiuxiang
(School of Mechanical Engineering, University of Shanghai for Science and Technology, Shanghai 200093, China)
wei_jiuxiang@126.com
Abstract: In order to explore the influence of fluid properties on the polishing process of grooved workpiece in ultrasonic vibration-assisted magnetic compound fluid (UVMCF) polishing, this paper proposes to simulate and analyze the ultrasonic vibration-assisted magnetic compound fluid polishing, and it is verified by a process test. Firstly, finite element analysis software of COMSOL multiphysics is used to establish the mathematical model of polishing fluid flow in UVMCF polishing process, and then the flow characteristics of polishing fluid under ultrasonic vibration are analyzed. Taking 316L stainless steel groove as the machining object, the UVMCF polishing process test is carried out and the best process parameters are obtained. Research results show that during the flow of MCF polishing fluid in the groove, the pressure of the polishing fluid on the groove surface changes periodically, and the maximum value is obtained at 1/4 cycle. When the polishing time is 5 minutes, the speed of the polishing wheel is 500 rpm, and the amplitude is 5 μm, the polishing effect is the best: the surface roughness Ra of the groove top reaches 0.217 μm, the surface roughness Ra of the groove bottom reaches 0.403 μm, and the removal rate is 4.74 mg/min.
Keywords: ultrasonic vibration; magnetic compound fluid; COMSOL; simulation analysis; groove
1 ? 引言(Introduction)
溝槽型通道反應(yīng)器是氫燃料電池制氫系統(tǒng)的核心元件之一[1]。溝槽結(jié)構(gòu)作為微型元器件中常見的結(jié)構(gòu),在國防軍事、汽車電子、精密儀表等領(lǐng)域得到廣泛使用[2]。對于微尺寸零件,表面質(zhì)量對工件性能的影響尤為顯著[3]。對于微流控元器件,表面粗糙度會直接影響流體的流動性[4]。為了去除微型元器件加工中產(chǎn)生的表面缺陷,需要對加工成型后的零件進(jìn)行拋光處理。然而,新穎的超精密表面加工方法往往缺乏理論性研究,針對這些加工方法往往需要進(jìn)行仿真探索。
國內(nèi)外許多研究人員對拋光加工仿真進(jìn)行了深入研究。哈爾濱工業(yè)大學(xué)的常敬忠等對超聲振動輔助拋光的流場進(jìn)行計算流體力學(xué)(Computational Fluid Dynamics, CFD)分析,利用FLUENT非穩(wěn)態(tài)動網(wǎng)格湍流和離散相模型并結(jié)合mixture的空化模塊,研究了不同超聲振動參數(shù)影響下流場絕對壓強(qiáng)、流速和氣含率分布的相互作用規(guī)律[5]。管華雙等基于FLUENT開展了不銹鋼溝槽的磨料水射流拋光仿真研究,分析了不同工藝參數(shù)下溝槽底部剪切力分布并進(jìn)行工藝驗(yàn)證[6]。姚炳廷等利用多物理場數(shù)值計算方法,建立了超聲攪拌磁流變拋光液的聲場仿真模型[7]。王璐璐等基于COMSOL建立了磁性復(fù)合流體拋光的磁流耦合仿真模型,分析了拋光液流動特性并進(jìn)行實(shí)驗(yàn)驗(yàn)證[8]。SKOCZYPIEC研究了超聲輔助電化學(xué)加工間隙內(nèi)電解液壓力流速和氣相分?jǐn)?shù)的數(shù)值模擬[9]。此外,李亞飛等基于COMSOL對非牛頓流體在管道中的流動情況進(jìn)行了仿真研究[10]。
MCF拋光最早由SHIMADA等提出[11]。MCF結(jié)合了磁流變液(Magnetorheological Fluid, MRF)和磁流體(Magnetic Fluid, MF)的優(yōu)點(diǎn)[12],具有拋光液黏度可保持連續(xù)、無級變化,加工過程高效可控,對元件表面和亞表面幾乎無損傷的優(yōu)勢[13]。由于MCF拋光液黏度可控的特點(diǎn),適合對溝槽進(jìn)行光整加工。此外,通過引入超聲振動進(jìn)一步改善溝槽底部的拋光效果。
超聲振動輔助拋光(Ultrasonic Vibration-assisted Polishing, UVP)能夠提高加工性能,目前被廣泛應(yīng)用于輔助加工過程[14]。與其他拋光方式相比,UVMCF拋光作為一種較為新穎的超精密加工技術(shù),切削力小,切削熱低,加工穩(wěn)定,加工效率高,能夠適應(yīng)各類復(fù)雜表面[15]。作為一項(xiàng)新型光學(xué)精密加工技術(shù),國內(nèi)對于UVMCF拋光的研究較少。
本文根據(jù)COMSOL Multiphysics有限元分析軟件建立了UVMCF拋光過程中拋光液流動的數(shù)學(xué)模型,進(jìn)而分析了超聲振動下拋光液的流動特性;再以316L型不銹鋼溝槽作為加工對象,研究不同參數(shù)下進(jìn)行MCF拋光和UVMCF拋光時溝槽表面形貌、去除率和表面粗糙度的變化規(guī)律,獲得最佳拋光參數(shù)。
2 ?UVMCF拋光流場數(shù)值計算模型(Numerical calculation model of UVMCF polishing flow field)
2.1 ? 物理模型和計算域
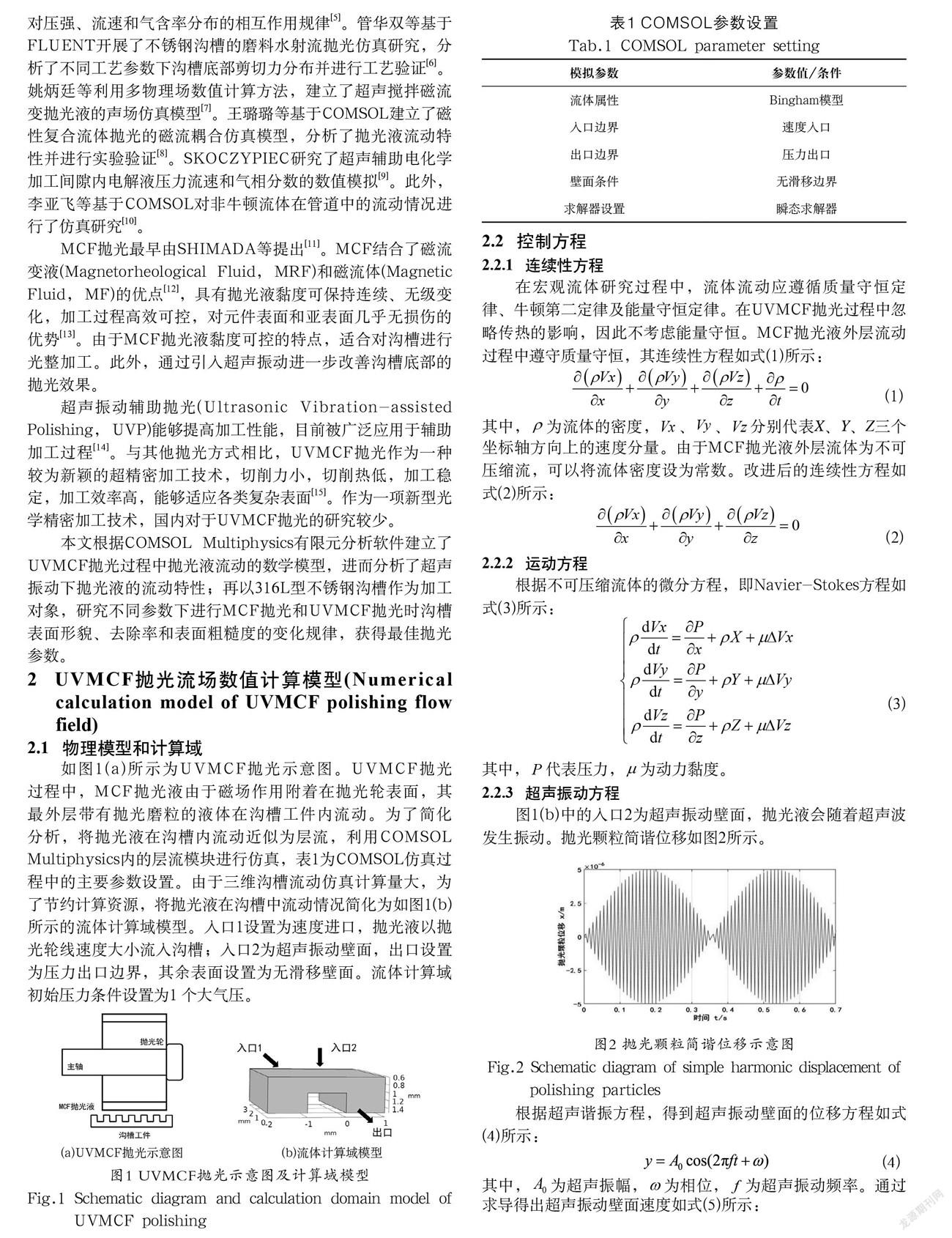
如圖1(a)所示為UVMCF拋光示意圖。UVMCF拋光過程中,MCF拋光液由于磁場作用附著在拋光輪表面,其最外層帶有拋光磨粒的液體在溝槽工件內(nèi)流動。為了簡化分析,將拋光液在溝槽內(nèi)流動近似為層流,利用COMSOL Multiphysics內(nèi)的層流模塊進(jìn)行仿真,表1為COMSOL仿真過程中的主要參數(shù)設(shè)置。由于三維溝槽流動仿真計算量大,為了節(jié)約計算資源,將拋光液在溝槽中流動情況簡化為如圖1(b)所示的流體計算域模型。入口1設(shè)置為速度進(jìn)口,拋光液以拋光輪線速度大小流入溝槽;入口2為超聲振動壁面,出口設(shè)置為壓力出口邊界,其余表面設(shè)置為無滑移壁面。流體計算域初始壓力條件設(shè)置為1 個大氣壓。
2.2 ? 控制方程
2.2.1 ? 連續(xù)性方程
在宏觀流體研究過程中,流體流動應(yīng)遵循質(zhì)量守恒定律、牛頓第二定律及能量守恒定律。在UVMCF拋光過程中忽略傳熱的影響,因此不考慮能量守恒。MCF拋光液外層流動過程中遵守質(zhì)量守恒,其連續(xù)性方程如式(1)所示:
(1)
其中,為流體的密度,、、分別代表X、Y、Z三個坐標(biāo)軸方向上的速度分量。由于MCF拋光液外層流體為不可壓縮流,可以將流體密度設(shè)為常數(shù)。改進(jìn)后的連續(xù)性方程如式(2)所示:
(2)
2.2.2 ? 運(yùn)動方程
根據(jù)不可壓縮流體的微分方程,即Navier-Stokes方程如式(3)所示:
(3)
其中,代表壓力,為動力黏度。
2.2.3 ? 超聲振動方程
圖1(b)中的入口2為超聲振動壁面,拋光液會隨著超聲波發(fā)生振動。拋光顆粒簡諧位移如圖2所示。
根據(jù)超聲諧振方程,得到超聲振動壁面的位移方程如式(4)所示:
(4)
其中,為超聲振幅,為相位,為超聲振動頻率。通過求導(dǎo)得出超聲振動壁面速度如式(5)所示:
(5)
不考慮流體域熱傳導(dǎo)作用,超聲振幅為5 μm,超聲頻率為20 kHz。
2.3 ? 網(wǎng)格劃分
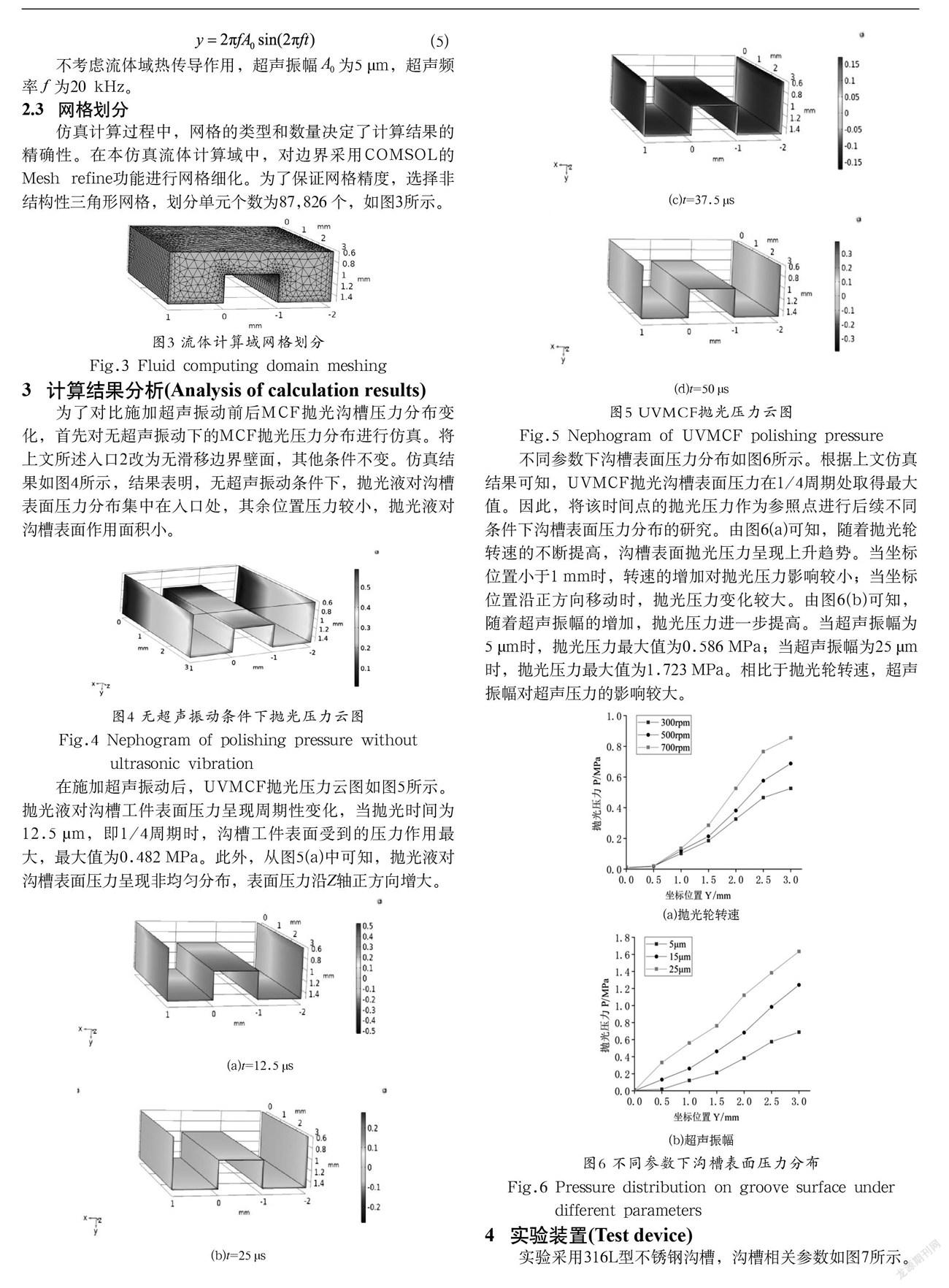
仿真計算過程中,網(wǎng)格的類型和數(shù)量決定了計算結(jié)果的精確性。在本仿真流體計算域中,對邊界采用COMSOL的Mesh refine功能進(jìn)行網(wǎng)格細(xì)化。為了保證網(wǎng)格精度,選擇非結(jié)構(gòu)性三角形網(wǎng)格,劃分單元個數(shù)為87,826 個,如圖3所示。
3 ? 計算結(jié)果分析(Analysis of calculation results)
為了對比施加超聲振動前后MCF拋光溝槽壓力分布變化,首先對無超聲振動下的MCF拋光壓力分布進(jìn)行仿真。將上文所述入口2改為無滑移邊界壁面,其他條件不變。仿真結(jié)果如圖4所示,結(jié)果表明,無超聲振動條件下,拋光液對溝槽表面壓力分布集中在入口處,其余位置壓力較小,拋光液對溝槽表面作用面積小。
在施加超聲振動后,UVMCF拋光壓力云圖如圖5所示。拋光液對溝槽工件表面壓力呈現(xiàn)周期性變化,當(dāng)拋光時間為12.5 μm,即1/4周期時,溝槽工件表面受到的壓力作用最大,最大值為0.482 MPa。此外,從圖5(a)中可知,拋光液對溝槽表面壓力呈現(xiàn)非均勻分布,表面壓力沿Z軸正方向增大。
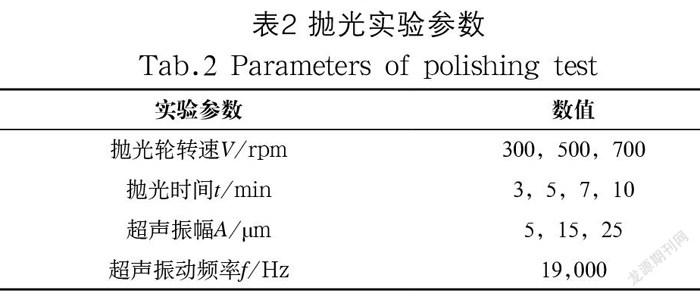
不同參數(shù)下溝槽表面壓力分布如圖6所示。根據(jù)上文仿真結(jié)果可知,UVMCF拋光溝槽表面壓力在1/4周期處取得最大值。因此,將該時間點(diǎn)的拋光壓力作為參照點(diǎn)進(jìn)行后續(xù)不同條件下溝槽表面壓力分布的研究。由圖6(a)可知,隨著拋光輪轉(zhuǎn)速的不斷提高,溝槽表面拋光壓力呈現(xiàn)上升趨勢。當(dāng)坐標(biāo)位置小于1 mm時,轉(zhuǎn)速的增加對拋光壓力影響較小;當(dāng)坐標(biāo)位置沿正方向移動時,拋光壓力變化較大。由圖6(b)可知,隨著超聲振幅的增加,拋光壓力進(jìn)一步提高。當(dāng)超聲振幅為5 μm時,拋光壓力最大值為0.586 MPa;當(dāng)超聲振幅為25 μm時,拋光壓力最大值為1.723 MPa。相比于拋光輪轉(zhuǎn)速,超聲振幅對超聲壓力的影響較大。
4 ? 實(shí)驗(yàn)裝置(Test device)
實(shí)驗(yàn)采用316L型不銹鋼溝槽,溝槽相關(guān)參數(shù)如圖7所示。自行搭建的UVMCF拋光裝置如圖8所示,超聲振子產(chǎn)生軸向超聲振動,拋光輪位于超聲振子上方,溝槽工件利用石蠟與超聲振子固定。
UVMCF拋光實(shí)驗(yàn)參數(shù)如表2所示。
5 ? 實(shí)驗(yàn)結(jié)果和討論(Test results and discussion)
5.1 ? 溝槽表面形貌
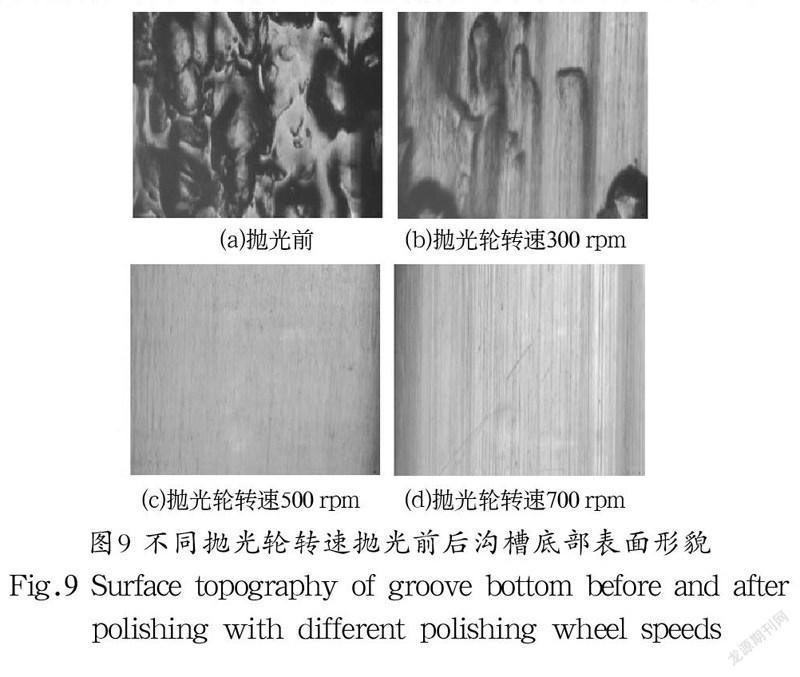
在金相顯微鏡(AOSVI,M230-21BLC)下觀察溝槽的表面形貌。由于溝槽結(jié)構(gòu)存在槽底和槽頂兩個部分,因此需要分別拍攝溝槽上下表面的表面形貌。不同拋光輪轉(zhuǎn)速拋光前后溝槽底部表面形貌如圖9所示,隨著拋光輪轉(zhuǎn)速的提高,UVMCF拋光后溝槽底部的毛刺和劃痕得到明顯改善,當(dāng)拋光輪轉(zhuǎn)速為500 rpm時表面形貌最佳。不同拋光輪轉(zhuǎn)速拋光前后溝槽頂部表面形貌如圖10所示,相比于溝槽底部,溝槽頂部在UVMCF拋光后表面形貌更好。隨著拋光輪轉(zhuǎn)速的提高,表面缺陷得到明顯改善,拋光后溝槽頂部表面形貌趨于穩(wěn)定。
5.2 ? 表面粗糙度
5.2.1 ? 溝槽底部表面粗糙度
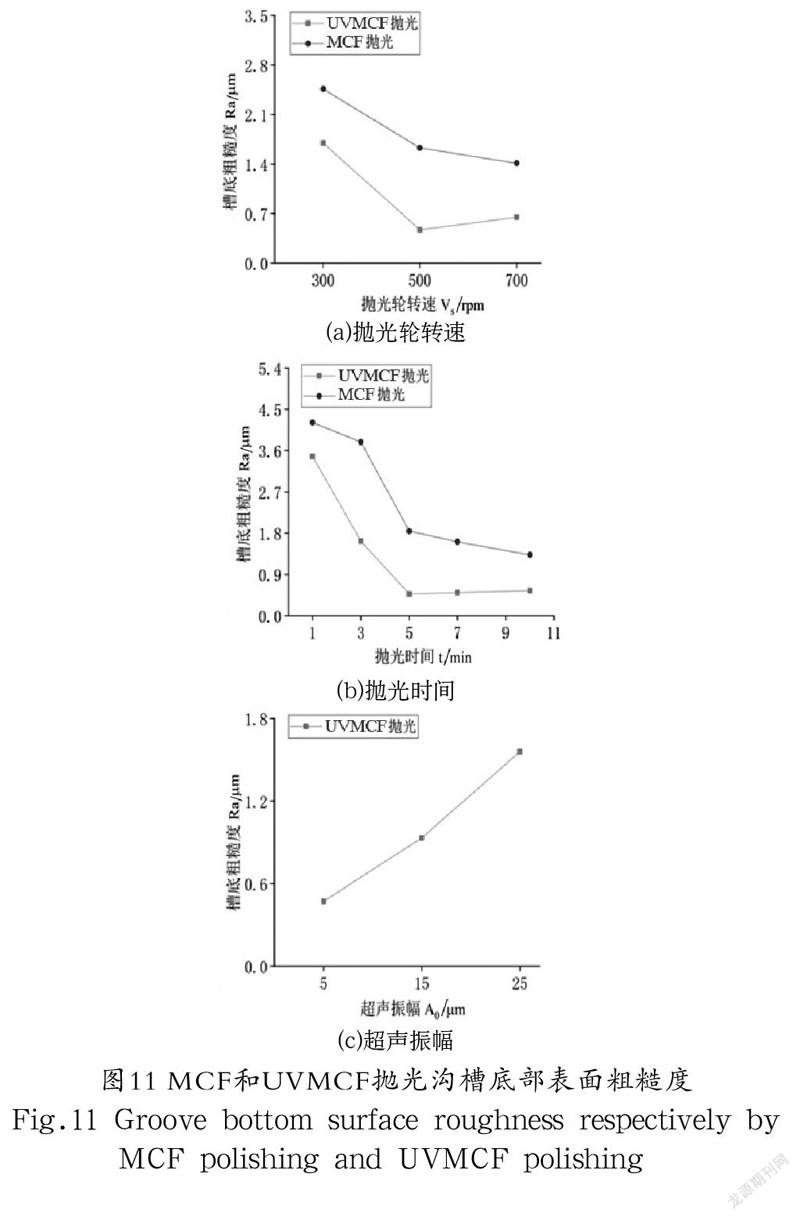
不同條件下MCF拋光和UVMCF拋光后溝槽底部表面粗糙度Ra的變化如圖11所示。圖11(a)中,UVMCF拋光后溝槽底部表面粗糙度隨拋光輪轉(zhuǎn)速提高而減小,溝槽底部表面粗糙度在拋光輪轉(zhuǎn)速為500 rpm時達(dá)到最小值。圖11(b)中,溝槽底部表面粗糙度在UVMCF拋光5 min左右達(dá)到最小值。隨著時間的增加,粗糙度變化趨于平緩。圖11(c)表明,隨著超聲振幅的提高,溝槽底部表面粗糙度增加,這和上文仿真結(jié)果存在一定差異,由于超聲振幅提高,拋光液的損失加劇,從而導(dǎo)致拋光效果下降。
不同加工條件下,UVMCF拋光后溝槽底部表面粗糙度達(dá)到0.403 μm,而MCF拋光后溝槽底部表面粗糙度為1.219 μm。由此表明,MCF拋光很難對溝槽底部產(chǎn)生光整效果,而UVMCF拋光顯著改善了溝槽底部表面質(zhì)量。
5.2.2 ? 溝槽頂部表面粗糙度
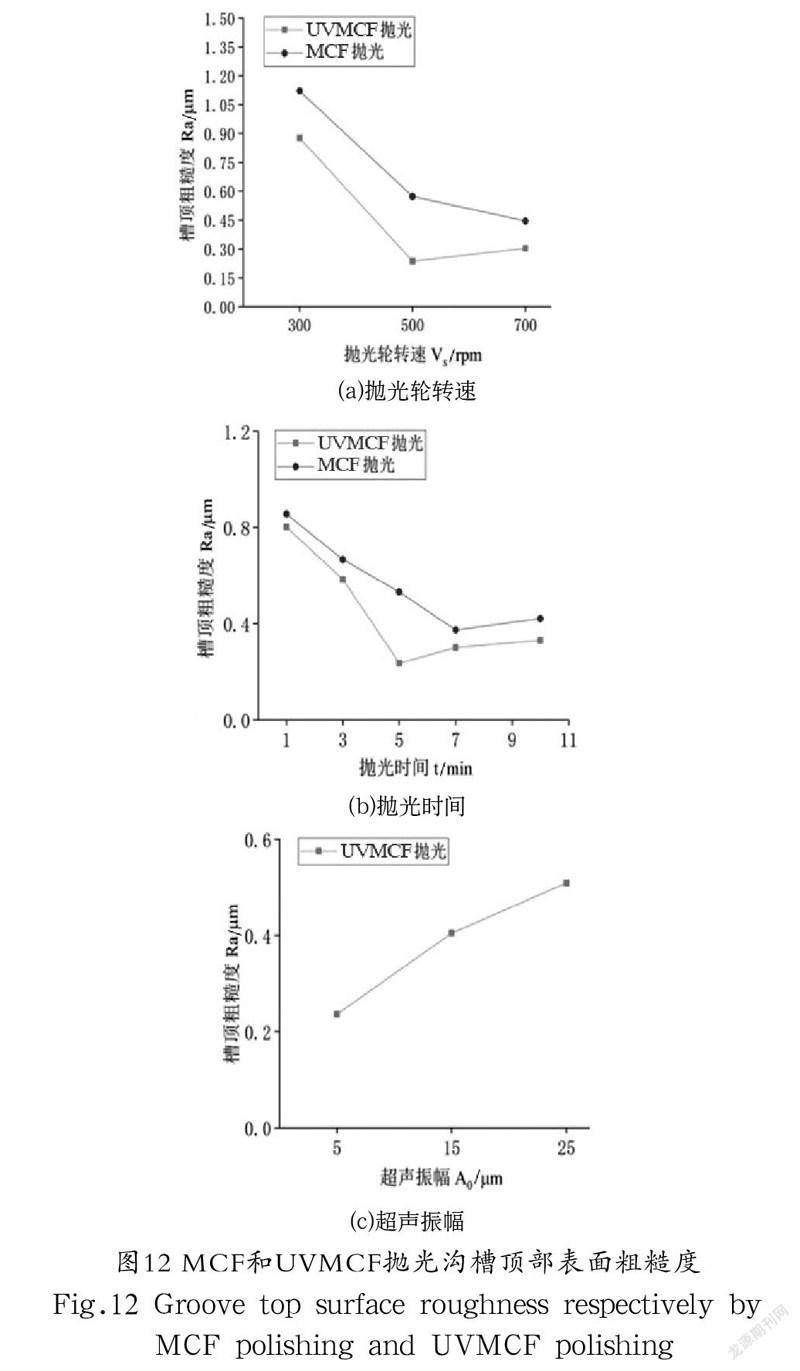
不同條件下MCF拋光和UVMCF拋光后溝槽頂部表面粗糙度Ra的變化如圖12所示。由于溝槽深度的影響,相較于溝槽底部表面粗糙度,UVMCF拋光后溝槽頂部表面粗糙度顯著降低。圖12(a)中,UVMCF拋光后溝槽頂部表面粗糙度在拋光輪轉(zhuǎn)速為500 rpm時達(dá)到最小值。圖12(b)中,溝槽頂部的表面粗糙度在UVMCF拋光5 min左右達(dá)到最小值,隨著時間的增加,粗糙度略有提高。圖12(c)表明,隨著超聲振幅的提高,溝槽頂部表面粗糙度增加。
對于溝槽頂部表面,添加超聲振動后表面質(zhì)量略有提高,提升效果不如溝槽底部明顯。不同加工條件下,UVMCF拋光后溝槽頂部表面粗糙度最小值為0.217 μm。由此表明超聲振動能夠改善溝槽頂部表面質(zhì)量。
5.3 ? 材料去除率
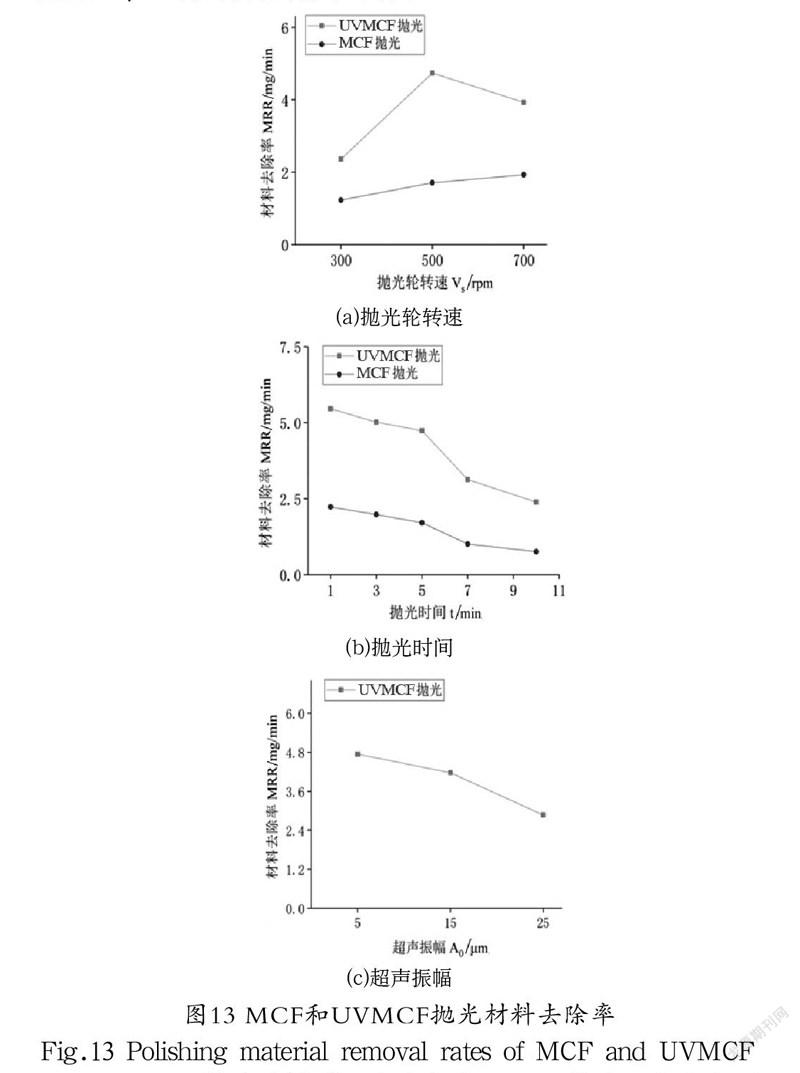
圖13表明了不同條件下兩種拋光方式對溝槽的材料去除率MRR。圖13(a)中,UVMCF拋光下的材料去除率隨著拋光輪轉(zhuǎn)速增加呈現(xiàn)出先增大再減小的趨勢,當(dāng)拋光輪轉(zhuǎn)速為500 rpm時材料去除率最大。圖13(b)中,兩種拋光方式下材料去除率隨著拋光時間的增加而減少。圖13(c)表明,超聲振幅超過15 μm時,材料去除率下降。
UVMCF拋光溝槽時,去除率高于MCF拋光,由此表明超聲振動的作用顯著提高了拋光加工效率。
6 ? 結(jié)論(Conclusion)
本文針對UVMCF拋光過程中拋光液在溝槽表面的流動情況建立數(shù)學(xué)模型,仿真分析了拋光液的流動特性。UVMCF拋光流場仿真結(jié)果表明:由于超聲振動的影響,溝槽底部壓力隨時間呈現(xiàn)周期性改變,在1/4周期處取得最大值。溝槽底部壓力隨著拋光輪轉(zhuǎn)速以及超聲振幅的增大而增大,超聲振幅對溝槽表面壓力影響較大,當(dāng)超聲振幅為5 μm時,拋光壓力最大值為0.586 MPa;當(dāng)超聲振幅為25 μm時,拋光壓力最大值為1.723 MPa。并且,在仿真分析的基礎(chǔ)上進(jìn)行了實(shí)驗(yàn)驗(yàn)證,得到UVMCF拋光溝槽的最優(yōu)參數(shù):拋光時間為5 min,拋光輪轉(zhuǎn)速為500 rpm,振幅為5 μm時,UVMCF拋光加工后得到的溝槽頂部表面粗糙度Ra達(dá)到0.217 μm,槽底表面粗糙度達(dá)到0.403 μm,去除率為4.74 mg/min。
參考文獻(xiàn)(References)
[1] 許楨英,張園園,王勻,等.微型燃料電池雙極板成形工藝的研究進(jìn)展[J].電源技術(shù),2015,39(4):861-863.
[2] 趙清亮,孫智源,郭兵.碳化硅圓柱槽微結(jié)構(gòu)表面的化學(xué)機(jī)械拋光[J].機(jī)械工程學(xué)報,2015,51(15):183-189.
[3] WANG L L, ZHAO X T, HE M, et al. Effect of micro grooves on lubrication performance of friction pairs[J]. Meccanica, 2021, 56:351-364.
[4] 蘇奇名.激光加工微流控生物芯片儲液池的工藝研究[D].北京:北京工業(yè)大學(xué),2006.
[5] 常敬忠,翟文杰.超聲輔助拋光流場規(guī)律CFD仿真分析[J].哈爾濱工業(yè)大學(xué)學(xué)報,2018,50(07):23-29.
[6] 管華雙,姜晨,李佳音,等.微通道反應(yīng)器溝槽底面的磨料水射流拋光研究[J].流體機(jī)械,2021,49(03):8-13.
[7] 姚炳廷,楊勝強(qiáng),郭策,等.超聲攪拌磁流變拋光液的聲場仿真分析[J].應(yīng)用聲學(xué),2020,39(05):784-790.
[8] 王璐璐,姜晨,管華雙,等.磁性復(fù)合流體的深孔拋光工藝試驗(yàn)研究[J].上海理工大學(xué)學(xué)報,2021,43(02):127-133.
[9] SKOCZYPIEC S. Research on ultrasonically assisted electrochemical machining process[J]. The International Journal of Advanced Manufacturing Technology, 2011, 52:565-574.
[10] 李亞飛,周懿,胡鉞,等.基于COMSOL的非牛頓流體在管道中的流動特性研究[J].科技與創(chuàng)新,2020(05):21-25.
[11] SHIMADA K, WU Y B, WONG Y C. Effect of magnetic cluster and magnetic field on polishing using magnetic compound fluid (MCF)[J]. Journal of Magnetism and Magnetic Materials, 2003, 262(2):242-247.
[12] 錢大兵,姜晨,姚磊,等.非球面磁性復(fù)合流體拋光路徑誤差分析與仿真[J].光學(xué)儀器,2019,41(5):59-64.
[13] 王嘉琪,肖強(qiáng).磁流變拋光技術(shù)的研究進(jìn)展[J].表面技術(shù),2019,
48(10):317-328.
[14] JIANG C, WU T, YE H, et al. Estimation of energy and time savings in optical glass manufacturing when using ultrasonic vibration-assisted grinding[J]. International Journal of Precision Engineering and Manufacturing-Green Technology, 2019, 6(1):1-9.
[15] SAEED M, MOHSEN S, ALIREZA F, et al. Improving the
quality of surface in polishing process with the magnetic
abrasive powder polishing (MAPP) by use of ultrasonic oscillation of work-piece on a CNC table[J]. International Journal of Precision Engineering and Manufacturing, 2011, 12(2):601-610.
作者簡介:
魏久翔(1996-),男,碩士生.研究領(lǐng)域:精密表面加工技術(shù).
猜你喜歡
艦船科學(xué)技術(shù)(2022年20期)2022-11-28 08:19:28
西北工業(yè)大學(xué)學(xué)報(2022年2期)2022-05-11 07:50:12
建材發(fā)展導(dǎo)向(2022年1期)2022-03-08 01:52:36
輪胎工業(yè)(2021年10期)2021-12-24 17:23:35
機(jī)械制造(2021年8期)2021-08-23 10:12:44
裝備制造技術(shù)(2020年3期)2020-12-25 05:22:30
輪胎工業(yè)(2020年9期)2020-03-01 18:58:44
中國機(jī)械工程(2018年14期)2018-09-22 01:14:04
電子制作(2018年14期)2018-08-21 01:38:30
江西理工大學(xué)學(xué)報(2015年3期)2015-12-22 05:26:21