
柴油機高壓噴油器緊帽開裂失效分析
2022-07-21 07:53:42曾光宇陳卓汪宏斌
環境技術 2022年3期
曾光宇,陳卓,汪宏斌
(上海大學材料科學與工程學院,上海 200444)
引言
噴油器的主要作用是將高壓燃油霧化,以利于柴油的充分燃燒。若噴油器出現故障,不僅會影響柴油機的動力性能和經濟性能,更有可能直接導致發動機停轉。為了避免這種現象的發生,提高噴油器的質量,緊帽起到關鍵性作用[1]。在噴油器時效性分析研究中,專家學者作出了諸多貢獻,唐霞等[2]應用有限元方法對噴油器體密封端面開裂處進行應力分析,發現其兩進油孔處應力超出標準,改進工藝后的噴油器總成性能檢測合格。劉顯宏[3]指出發動機裝配過程中,噴油器與氣缸蓋存在干涉。當發動機持續運轉時,噴油器與氣缸蓋之間的接觸應力增大,引起氣缸蓋噴油器孔開裂。于娜紅[4]分析針閥體肩胛倒角處組織過熱,且存在易成為裂紋起始點的機加工缺陷,導致其在發動機運行過程中在交變應力的作用下發生疲勞開裂。何靜等[5]指出針閥體是在較高的壓力波動疲勞載荷條件下,顯微裂紋從進油道與中孔之間下部尖角處起始并快速擴展導致沿晶疲勞開裂,針閥體滲碳層顯微硬度過高是開裂的主要原因。
本文以DL 噴油器緊帽為研究對象,通過研究緊帽在服役前的異常開裂現象,分析了導致開裂的影響因素。并根據影響因素提出了改善方案,通過對比得出最佳方案,最終排除了導致柴油機高壓噴油器緊帽開裂的潛在風險。
1 柴油機高壓噴油器緊帽的現狀
本文以噴油器緊帽作為研究對象,材質為38SMn28含硫中碳易切削鋼。圖1 為噴油器總成圖片,緊帽位于圖片左端。

圖1 噴油器總成外觀
其完整的制造工藝主要包括五個階段。首先是棒材的來料檢驗后進行粗加工,然后進行真空淬火(850±10)℃和油冷(70±10)℃;接著清洗后進行真空回火(420±10)℃;回火之后進行精加工;加工完成后進行鋅磷化處理最后檢驗裝配。為了避免噴油嘴的損壞影響到霧化效果,緊帽的擰緊力一直有著比較高的要求。本次研究的緊帽在裝配過程中發生了開裂,為了找出其開裂的原因,防止今后再次發生,作者對失效緊帽進行了開裂失效分析,并提出了改進措施。為柴油機高壓噴油器緊帽開裂失效分析提供借鑒。
2 理化檢驗及結果
2.1 斷口宏觀形貌分析
圖2為裝配車間自動安裝時發生開裂的異常緊帽。由圖可見緊帽沿軸向存在一條貫穿裂紋,裂紋長度約為35 mm。裂紋形貌在靠近冒口處較寬,并向底部逐漸收窄。靠近冒口的非螺紋處裂紋比較平直,遠離冒口的螺紋處裂紋呈鋸齒狀。

圖2 開裂異常品緊帽外觀
如圖3 所示,將裂紋打開后觀察,近冒口處的螺紋牙底部存在白色物質。將整個斷口分為兩個區,A 區靠近冒口處裂紋呈平直狀;其余斷口為B區,斷口呈木紋狀。根據近冒口處的斷口低倍形貌圖,發現A 處斷口為結晶狀斷口,呈梯形分布,外表面較寬;B 區斷口表面存在白色覆蓋物,該覆蓋物與牙底部位的白色物質一致。因此可以判斷失效件裂紋沿軸向擴展,由冒口向底部傳遞。

圖3 開裂樣品切面部位示意圖
2.2 成分分析
按 照GB/T 4336-2016、GB/T 20123-2006 和GB/T 20125-2006 對失效件進行分析,結果見表1。

表1 失效緊帽樣品II 的化學成分分析
根據材料規范判斷,失效件的化學成分符合38SMn28 的要求。
2.3 斷口分析
從斷口分析可知,近帽口處的A 區斷口的微觀特征為沿晶[6,7],其余斷口的微觀特征為韌窩[8];金屬學理論通常認為晶界是強化的因素,即晶界的鍵合力高于晶內,只有在晶界被弱化時才會產生沿晶斷裂,結合裂紋形貌進行分析,A 區為首先開裂區,由于A 區發生開裂,在應力的作用下,導致B 區發生韌性開裂。
通過對樣品的低倍形貌觀察,發現靠近樣品表面的A 區斷口上存在較多的覆蓋物,B 區斷口和近中心部位的A 區斷口較潔凈。A 區斷口的微觀特征為沿晶,部分晶界面上存在微孔特征,A 區斷口表面上可觀察到條狀夾雜物,靠近樣品表面的斷口上存在覆蓋層。圖4 為A區與B 區斷口交界處高倍形貌,右上方為A 區斷口,左下方為B 區斷口,該處斷口較潔凈。如圖5 所示,A 區斷口微觀特征為沿晶,部分晶界面上存在微孔;斷口表面存在條狀夾雜物。B 區斷口高倍形貌顯微溝槽平行排列,每一個溝槽內都有一條夾雜物;該處斷口的微觀特征為韌窩。近緊帽中間部位(變徑處)的B 區斷口的微觀特征為韌窩,顯微溝槽平行排列,部分夾雜物較粗大。因此可以判定A 區為沿晶斷口;B 區為韌窩斷口。

圖4 A 區與B 區斷口交界處高倍形貌
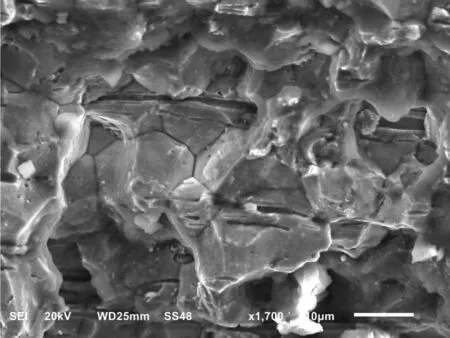
圖5 A 區斷口高倍形貌
2.4 能譜及元素分布分析
對失效件外表面及A 區斷口分別進行能譜分析,失效件外表面能譜分析結果見圖6(a),A 區斷口(近外表面處,該處斷口表面存在覆蓋層)能譜分析結果見圖6(b)。從能譜分析結果可知,失效件外表面除含有鋅磷化處理的主要元素(Zn 和P)外,還含有一定量的Cl腐蝕性元素;近外表面處的A 區斷口上未見Zn 和P 元素,但存在一定量的Cl 腐蝕性元素;外表面下方潔凈處的A區斷口未見Zn、P 和Cl 等元素。
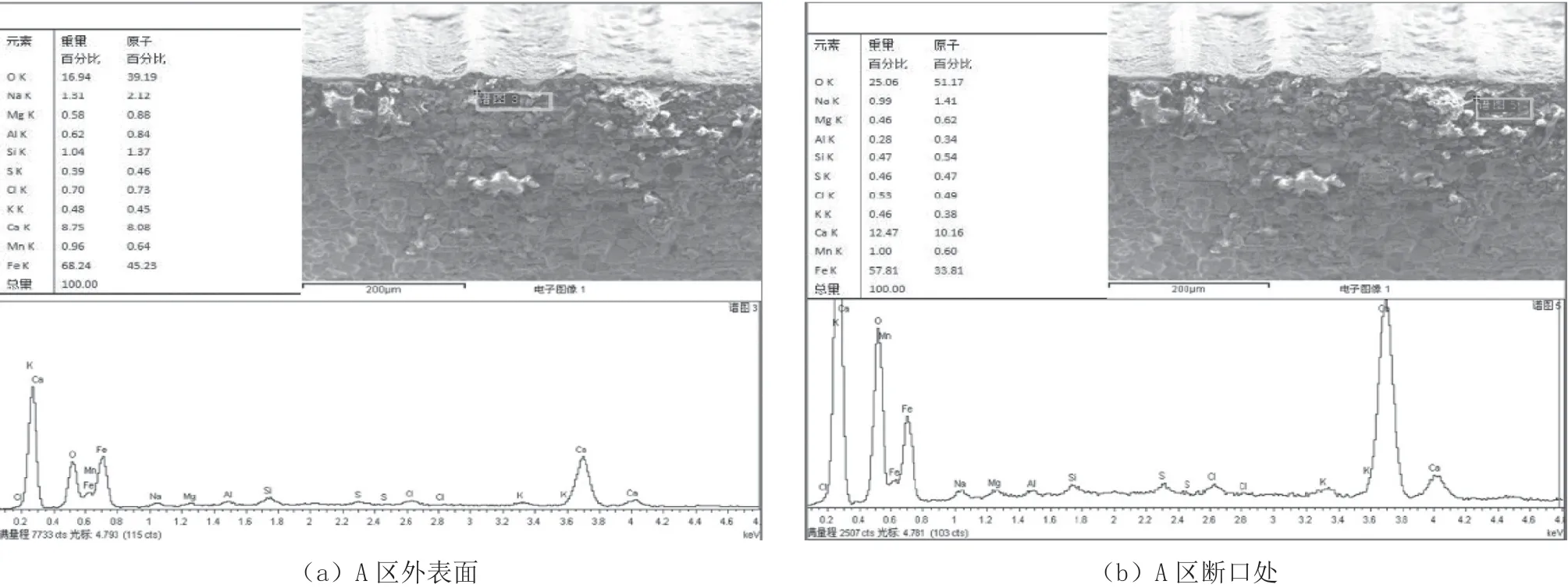
圖6 失效件外表面能譜分析結果
能譜分析結果表明,失效件外表面除含有鋅磷化處理的主要元素(Zn 和P)外,還含有一定量的Cl 腐蝕性元素;A 區斷口上未見Zn 和P 元素,但在近外表面處(A區斷口)存在一定量的Cl 腐蝕性元素。
通過對開裂品做元素分布分析,得到EDS 掃描分布圖像(圖7)。從圖中可以判斷,失效緊帽內外側都分布有線狀錳和硫[9-12],且在螺紋附近的外側觀察到分布有線狀錳和硫。因此,通過觀察開裂工件錳和硫的線狀分布[13],認為工件有易于從縱向裂開的傾向,進而導致工件的開裂。

圖7 開裂品中Mn 和S 元素的分布
2.5 金相分析
分別從A 區斷口和B 區斷口取垂直于斷口方向的剖面試樣進行金相分析,試樣按照GB/T 13298-2015 進行制備,隨后在光學顯微鏡下觀察,獲得樣品的磷化結晶照片及組織成分。通過圖8 可以發現,失效件與正常品的磷化結晶相似,沒有明顯差異。因此磷化皮膜屬于相同等級。
通過將樣品I 和樣品II 進行拋光觀察,并對A 區和B 區的顯微組織進行對比。可以看見硫化物分布較均勻;A 區斷口處的顯微組織為回火托氏體,如圖9(a);近斷口處的夾雜物分布和顯微組織均未見異常。B 區斷口硫化物分布同樣較均勻;顯微組織為回火托氏體,見圖8(b)。近斷口處的夾雜物分布和顯微組織均未見異常。同時發現基體縱向剖面上存在較多的硫化物夾雜,部分硫化物較粗大,未見嚴重的B、C、D 類夾雜物;其顯微組織為回火托氏體[9]。

圖8 開裂品和良品的磷化結晶

圖9 A 區和B 區的顯微組織
2.6 硬度分析
按照GB/T 4340.1-2009 對近斷口處和基體分別進行維氏硬度測試,測試結果見表2。從表2 中可看出,正常緊帽與失效緊帽的A 區、B 區硬度一致,沒有明顯區別。因此熱處理工藝及組織特征不存在差異。

表2 硬度測試結果
3 開裂原因分析
經過一系列的分析,從宏觀、斷口、成分、元素分布、金相及硬度等方面對失效工件進行了分析。失效件與正常品在成分上、微觀結構上、硫化物形態以及力學性能上沒有明顯差異。磷化結晶也基本一致,因此材質本身的差異較小。
結合失效件的制造工藝可推斷,最有可能出現沿晶開裂或導致后期發生沿晶開裂的階段是熱處理淬火冷卻時和磷化處理過程中,如果是淬火冷卻時發生開裂,那么在斷口處會檢測到Zn 和P 元素(鋅磷化處理的主要元素),但是從能譜分析結果可知,沿晶斷口上未檢測到Zn 和P 元素,由此可以排除緊帽在熱處理淬火冷卻時發生沿晶開裂的可能。緊帽在磷化過程中可能存在氫的滲入,組裝后在靜拉應力的作用下,帽口處發生氫脆開裂,進而導致緊帽開裂失效。另外,通過對微觀組織形態的研究,觀察到了較為粗大的錳元素和硫元素的分布,這樣的形態有一定沿工件軸向開裂的傾向。
4 結論與措施
綜上所述,導致緊帽失效是由于兩個因素的疊加導致的結果。首先是粗大的線狀硫、錳化合物組織導致緊帽有開裂傾向;當緊帽在磷化過程中的進行酸洗的時候,誘發了氫脆導致沿晶斷裂。對于本文所研究的緊帽失效案例,有兩個改善建議:①磷化工藝中不再使用酸洗工藝,或在磷化工藝的最后增加去氫工藝;②線材的選擇上增加組織形態的標準,盡可能選擇球形或紡錘形等有助于鋼材切削性能的硫、錳化合物分布的材料。后續的改善情況還需要在實際生產匯總進行驗證。考慮到實際生產過程中的可操作性及生產效率,最優的改善方案是將易切削鋼中的硫、錳化合物形態制定為棒材來料檢測的標準之一,并在后續磷化過程匯總嚴格要求控制酸洗時間并通過去氫工藝來規避導致失效的風險因素。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
電子制作(2018年18期)2018-11-14 01:48:24
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
山東工業技術(2016年15期)2016-12-01 05:31:22
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
建筑材料學報(2014年3期)2014-03-11 17:08:02
終身教育研究(2014年5期)2014-02-28 01:23:06
