基于Simulation 的臥式加工中心底座優(yōu)化設(shè)計及工藝改進*
2022-08-05 06:31:52王建軍張小葉張文帥楊紅軍穆龍濤
制造技術(shù)與機床 2022年8期
王建軍 張小葉 張文帥 楊紅軍 穆龍濤
(①陜西工業(yè)職業(yè)技術(shù)學(xué)院,陜西 咸陽 712000;②航天推進技術(shù)研究院,陜西 西安 710000;③寶雞機床集團有限公司,陜西 寶雞 721000;④咸陽市高端數(shù)控機床關(guān)鍵零部件工程技術(shù)研究中心,陜西 咸陽 712000)
臥式加工中心廣泛應(yīng)用于航空航天、軍工和機械行業(yè)各種精密零件的銑削加工,尤其適合箱體類零件的多面加工,工件一次裝夾能完成復(fù)雜多面體的銑、鉆、擴、鏜、攻及锪等加工工序。與立式加工中心比較,臥式加工中心因結(jié)構(gòu)優(yōu)勢具有顯著的高加工精度、高加工效率、排屑流暢等優(yōu)勢。加工精度高是臥式加工中心設(shè)備的顯著優(yōu)勢,從設(shè)備研發(fā)制造角度,要達到臥式加工中心整機的高精度,機床支承件足夠的剛度是其自身制造精度及機床整機精度的關(guān)鍵,因此臥式加工中心的底座、立柱等關(guān)鍵支承件都采用了高剛性結(jié)構(gòu)設(shè)計[1],同時在剛性一定的條件下,通過有限元分析來提高支承件加工制造工藝水平,能有效提高支承件的加工精度與效率,從而提高裝配效率和整機的精度水平[2]。
1 問題的引出
臥式加工中心是寶雞機床近年來研發(fā)的新產(chǎn)品,目前現(xiàn)有500、630、800 臥式加工中心系列產(chǎn)品。800 規(guī)格產(chǎn)品是最新產(chǎn)品,產(chǎn)品處于試制階段。在試制過程中,該規(guī)格機型底座在大隈龍門加工中心被精加工后,轉(zhuǎn)運至裝配車間裝配時,整體式底座調(diào)整導(dǎo)軌水平,通過調(diào)整地腳支撐螺釘,底座導(dǎo)軌安裝面直線度及平行度無法達到設(shè)計與工藝要求,且與設(shè)計要求存在較大差距,需要重新精加工返修才能繼續(xù)裝配。因筆者公司內(nèi)部其他臥式加工中心產(chǎn)品未出現(xiàn)類似問題,加之該產(chǎn)品內(nèi)部支撐筋板結(jié)構(gòu)與其它產(chǎn)品不同,經(jīng)與車間現(xiàn)場多位加工、裝配方面技師討論,認(rèn)為應(yīng)該屬于設(shè)計結(jié)構(gòu)剛性不足問題。使用有限元分析技術(shù)對底座進行研究分析,找到設(shè)計或加工工藝系統(tǒng)的問題所在并加以改進,是提高該臥式加工中心產(chǎn)品制造質(zhì)量和效率的必然選擇。本文使用SolidWorks 的Simulation 有限元分析軟件,采用剛度對比、單獨裝夾自重變形影響分析,找到了問題所在,為后續(xù)同類產(chǎn)品的結(jié)構(gòu)設(shè)計與加工工藝提供了參考。
2 分析
SolidWorks 三維CAD 軟件內(nèi)置的Simulation 有限元分析軟件,可利用現(xiàn)有的三維模型,操作簡單,經(jīng)生產(chǎn)實踐分析精度較好,能滿足單個零件靜態(tài)應(yīng)力、應(yīng)變和位移等方面的有限元分析。
本文分析的基本思路是:(1)因臥式加工中心底座結(jié)構(gòu)類型較多,且底座剛性沒有定量數(shù)據(jù)報道,而本公司臥式加工中心為系列產(chǎn)品且產(chǎn)品整體結(jié)構(gòu)相同,除本機型外其他機型尚未發(fā)現(xiàn)類似問題,所以首先采用對比分析法,將該底座和未出問題的其他規(guī)格底座進行各種剛度分析,確定該底座是否存在明顯的結(jié)構(gòu)設(shè)計問題。(2)通過模擬加工環(huán)節(jié)的支撐狀態(tài),分析支撐對加工精度的影響,判斷底座在加工制造環(huán)節(jié)是否存在不足之處。
3 設(shè)計對比分析
因涉及靜態(tài)變形問題,根據(jù)上述思路,將本問題底座各種剛性與其他機型進行對比分析。實際裝配中,出現(xiàn)的問題是底座沿Z軸發(fā)生較大扭轉(zhuǎn)變形,故結(jié)合底座的正T 形結(jié)構(gòu),制定以下剛度對比分析項次:(1)底座沿Z軸方向的抗扭剛度對比。(2)底座X、Z導(dǎo)軌方向的抗彎剛度對比。(3)底座地腳支撐點處的靜剛度對比。
3.1 抗扭剛度分析
本文的扭轉(zhuǎn)剛度是指在底座相應(yīng)方向施加2 個方向相反,大小相等的力,形成扭矩載荷,通過有限元分析獲得扭轉(zhuǎn)變形量,從而得到扭轉(zhuǎn)剛度。從底座裝配中出現(xiàn)的變形部位和其自身幾何結(jié)構(gòu),容易知道底座繞圖1 所示的Z軸扭轉(zhuǎn)剛度最弱,所以只對繞Z軸軸線的扭轉(zhuǎn)剛度進行對比分析。按以下簡化力學(xué)模型,按實際加工中的三點支撐方式固定底座,以Z軸對稱中線為對稱軸,在X導(dǎo)軌安裝面兩側(cè)對稱各加載1 個方向相反的力,形成加載扭矩,使用軟件分析計算底座沿Z 軸方向的扭轉(zhuǎn)變形。支撐及加載模型如圖2 底座支撐及加載模型所示。
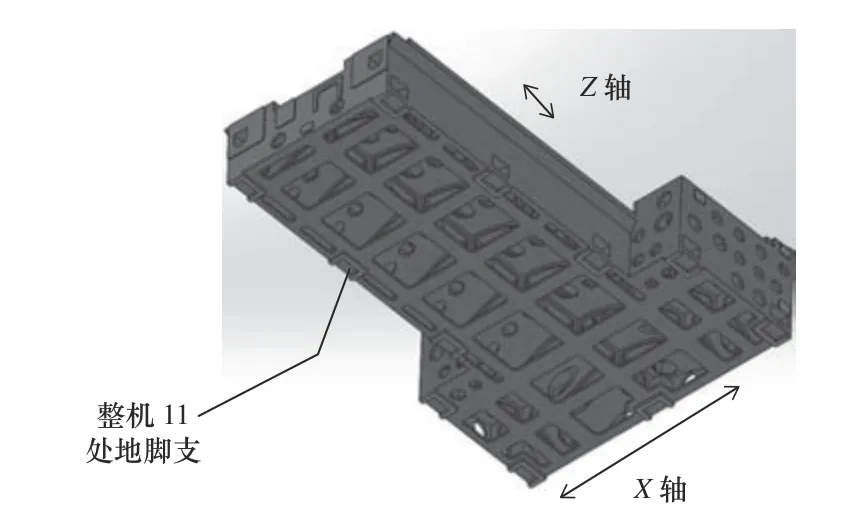
圖1 底座及其地腳支撐點

圖2 底座支撐及加載力學(xué)模型
將兩種底座分別進行模型簡化、網(wǎng)格劃分、三點支撐點及力偶加載并分析,結(jié)果見圖3 所示。根據(jù)力臂及力的大小值、軟件分析得到的位移值,分別計算出加載扭矩值和扭轉(zhuǎn)變形量,再依據(jù)加載扭矩和扭轉(zhuǎn)變形量計算得到扭轉(zhuǎn)剛度,最終結(jié)果見表1。

圖3 底座扭轉(zhuǎn)結(jié)果及對比底座座扭矩變形結(jié)果
根據(jù)表1 計算分析結(jié)果,對比底座扭轉(zhuǎn)剛性比本問題底座扭轉(zhuǎn)剛性稍大,兩種底座扭轉(zhuǎn)剛度基本相當(dāng),但本問題底座尺寸較大,所承受的負(fù)載也大,所以在相同扭轉(zhuǎn)剛度情況下,離扭轉(zhuǎn)中心遠端的實際變形位移量與對比底座比較會呈線性增加。
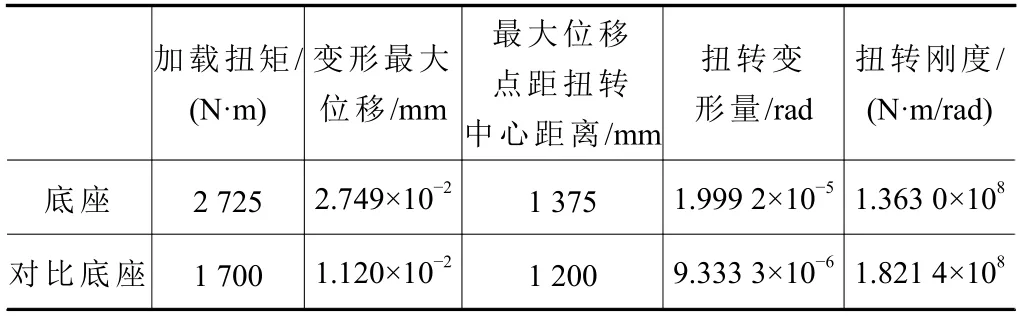
表1 兩種底座扭轉(zhuǎn)剛度分析結(jié)果
3.2 抗彎剛度分析
因裝配時底座水平調(diào)整檢測點在X、Z導(dǎo)軌安裝面上,同時導(dǎo)軌長度貫穿整個底座,因此分別沿X、Z導(dǎo)軌長度方向?qū)Ρ葍煞N底座的抗彎剛度,是對比分析兩種底座性能差距的方向之一。本文的抗彎剛度采用在兩種底座相同部位,分別施加2 個方向與大小相同且具有相同距離的力載荷,用相同位置的變形量來衡量某個方向的抗彎剛度。在1 個方向上,選擇1 地腳支撐點固定,以該支撐點為對稱,在一定距離上,兩側(cè)各施加相同方向的力載荷,采用軟件分析獲得導(dǎo)軌面的最大變形量位移量作為抗彎剛度對比參數(shù)。
在兩底座X導(dǎo)軌方向上,距地腳支撐對稱中心850 mm 處,加載同向各1 000 N 載荷,在兩底座Z導(dǎo)軌方向上,距選擇的地腳支撐對稱中心600 mm處,也加載同向各1 000 N 載荷,分析得到導(dǎo)軌安裝面相對最大變形位移量,作為底座抗彎剛性對比參數(shù)。
在兩底座X、Z導(dǎo)軌方向,在地腳支撐正上方,各加載1 000 N 載荷,分析得到加載點的最大變形位移量,作為底座地腳支撐點位置的剛性對比參數(shù)。
以上兩種分析結(jié)果列于表2 中。

表2 兩種底座抗彎剛度分析結(jié)果
根據(jù)圖4、圖5 及表2 計算分析結(jié)果,問題底座Z向的彎曲變形1.5×10-3mm 明顯高于對比底座4.2×10-4mm。本問題底座Z向采用的圖6a 所示布筋形式,對比底座采用圖6b 布筋結(jié)構(gòu),圖6a 結(jié)構(gòu)抗彎能力弱于圖6b 結(jié)構(gòu),分析原因,圖6a 所示布筋形式筋板上下聯(lián)通性弱,同時因設(shè)計時Z方向筋板間距較大,底面挖空面積大,進一步降低了矩形截面的抗彎能力。

圖4 底座X 向抗彎變形及對比底座X 向抗彎變形

圖5 底座Z 向抗彎變形及對比底座Z 向抗彎變形
圖6a 所示布筋形式一定程度上減輕了底座的整體重量,降低了鑄造難度,降低了零件的材料成本,但因加工時采用的是Z導(dǎo)軌中間兩點支撐+后端一點的三點支撐方式,Z向抗彎能力的不足,將會直接影響裝配狀態(tài)下的導(dǎo)軌對加工狀態(tài)的重現(xiàn),導(dǎo)致裝配精度無法達到。機床關(guān)鍵支承件合理的結(jié)構(gòu)與加工工藝設(shè)計是設(shè)計優(yōu)化重要內(nèi)容。

圖6 底座Z 向布筋結(jié)構(gòu)及其對比底座Z 向布筋結(jié)構(gòu)
4 加工工藝支撐分析
根據(jù)以上對比分析,問題底座與對比底座Z導(dǎo)軌抗彎剛性在設(shè)計上有一定差距,但該剛性差距不能解釋由加工到裝配出現(xiàn)的底座扭曲變形問題,問題的關(guān)鍵點并沒有找到。上述對比分析只是定性對比分析[3],因無定量剛性可參考數(shù)據(jù),且加載負(fù)載較小,雖找到了問題底座在設(shè)計上存在相對薄弱點,但該薄弱點不是引起本底座扭曲問題的關(guān)鍵,還需要繼續(xù)分析。問題底座在加工環(huán)節(jié)采用三點主支撐和其他支撐點輔助支撐方式,上述分析是按結(jié)構(gòu)對稱中心軸線對稱加載,未反應(yīng)出加工支撐時實際操作誤差產(chǎn)生的問題[4]。因三點支撐的兩點位于Z軸下方,操作工為了使X導(dǎo)軌的精加工余量均勻,必須通過X下方的第三點以外的輔助支撐調(diào)節(jié),同時X向?qū)к壨ㄩL上只有中間位置的第三點支撐,考慮加工切削力的影響,X向也需要第三點以外的輔助支撐。輔助支撐力量大小完全依靠操作者經(jīng)驗進行,分析這種狀態(tài)下可能出現(xiàn)的不穩(wěn)定因素是必須的[5]。因此利用偏支撐方式和自身重量載荷分析計算模擬制造環(huán)節(jié)可能出現(xiàn)的狀態(tài),分析生產(chǎn)加工工藝系統(tǒng)可能存在的影響。
根據(jù)上述思路,采用三點支撐,將問題底座Z導(dǎo)軌下方兩支撐對稱布置,X導(dǎo)軌下方支撐偏對稱中心布置,見圖7a,加載底座自重載荷進行靜力分析。結(jié)果見圖7b。

圖7 底座三點偏支撐及自重載荷下的變形
根據(jù)圖7b 分析結(jié)果,底座在這種支撐方式下,因自重產(chǎn)生了0.814 5 mm 的扭曲變形,該變形量與實際裝配環(huán)節(jié)產(chǎn)生的變形比較接近。因加工環(huán)節(jié)還有切削力疊加,扭轉(zhuǎn)變形還有加大趨勢[6],故在這種情況下,底座在裝配環(huán)節(jié),即使采用懸空支撐狀態(tài),依然無法原復(fù)原加工姿態(tài),導(dǎo)致導(dǎo)軌水平調(diào)整失敗,產(chǎn)生加工返修[7]。通過再次詢問加工操作者,因要保證導(dǎo)軌等部位精加工余量均勻,同時保證底座裝夾穩(wěn)定性,底座精加工時在三點支撐后,需要通過輔助支撐找正半精加工面,這時主支撐會出現(xiàn)隱性轉(zhuǎn)移移位,在半精加工精度不良和操作工經(jīng)驗不足時,會出現(xiàn)圖7b 的大扭轉(zhuǎn)變形問題。
三點支撐要求底座結(jié)構(gòu)合理,自身剛性高,支撐點布局合理,才能盡量減小底座及整機在各種狀態(tài)下的變形與振動。三點支撐不僅要整體布局合理,而且需要在整體布局下做細(xì)節(jié)優(yōu)化[8]。三點支撐整體布局設(shè)計時需要保證各部件各工況下的重心必須位于三角形支撐范圍內(nèi),更進一步,為得到底座變形、導(dǎo)軌安裝面精度和低階頻率的最優(yōu)化設(shè)計,還可以對底座三點支撐點的位置進行優(yōu)化設(shè)計。如圖8 所示,本底座加工工藝采用的這種三點支撐方式采用了與底座結(jié)構(gòu)相反的倒三角整體布局,明顯不符合重心在三角支撐范圍內(nèi)的原理,該支撐方式整個底座繞Z軸支撐剛性較弱,因此容易受到操作工經(jīng)驗及加工時切削力的影響,導(dǎo)致底座扭曲從而產(chǎn)生過大的制造精度偏差,最終導(dǎo)致裝配時底座精度超差返修。

圖8 不合理的底座三點支撐方式
5 結(jié)論與改進
綜上所述,問題底座裝配環(huán)節(jié)出現(xiàn)的扭曲過大不能調(diào)平問題,其產(chǎn)生的主要原因是制造過程精加工導(dǎo)軌面工序,工藝支撐設(shè)置的不合理,三點支撐不合理使底座懸伸過大,加工需要多處增加輔助支撐,在不合理的輔助支撐下產(chǎn)生三點主支撐偏移,導(dǎo)致底座在自重作用下產(chǎn)生扭轉(zhuǎn)變形,產(chǎn)生本問題。
根據(jù)以上結(jié)論,改進從結(jié)構(gòu)設(shè)計和工藝兩方面進行。對于精加工工序的三點支撐問題,進行三點支撐位置改進,改進為三點布置與底座T 形結(jié)構(gòu)方向一致,擴大三點對導(dǎo)軌的支撐范圍。在設(shè)計上現(xiàn)行不合理三點支撐產(chǎn)生的1 個原因是底座Z導(dǎo)軌端頭下方設(shè)計缺少工藝支撐面,故在該處設(shè)計增加一處工藝支撐面,改進為圖9 所示加工支撐方式。該方式因支撐剛性足夠,可不用輔助支撐,或僅在Z端頭a、b兩處輔助支撐,這樣的少支撐結(jié)構(gòu)和支撐位置的明確,可基本杜絕操作人員失誤及操作經(jīng)驗不足導(dǎo)致的制造問題。

圖9 改進底座三點支撐方式
改進后的三點支撐點之間距離加長,需要底座自身要有足夠的剛性。對于問題底座Z導(dǎo)軌抗彎剛度相對較弱問題,對比對標(biāo)機型底座布筋結(jié)構(gòu),不難發(fā)現(xiàn)問題所在:本問題底座Z向截面筋板布置不合理,截面上下之間筋板貫通性不足以及底面挖空太大影響了截面的抗彎模量。所以在設(shè)計改進中采用和對比底座同樣的M 型布筋結(jié)構(gòu),底面筋板間距縮短,如圖10 所示。改進后的底座Z向?qū)к壝鎻澢冃我妶D11 所示,底座改進前后抗彎剛性對比見表3 所示,由原設(shè)計的1.5×10-3mm 減小到9.9×10-4mm,底座Z方向的抗彎剛性比原設(shè)計提高30%,剛性提升明顯。抗扭剛度的提升見表4 所示,抗扭剛度由1.363×108Nm/rad 提升到1.921 4×108Nm/rad,比原設(shè)計提高40.9%。
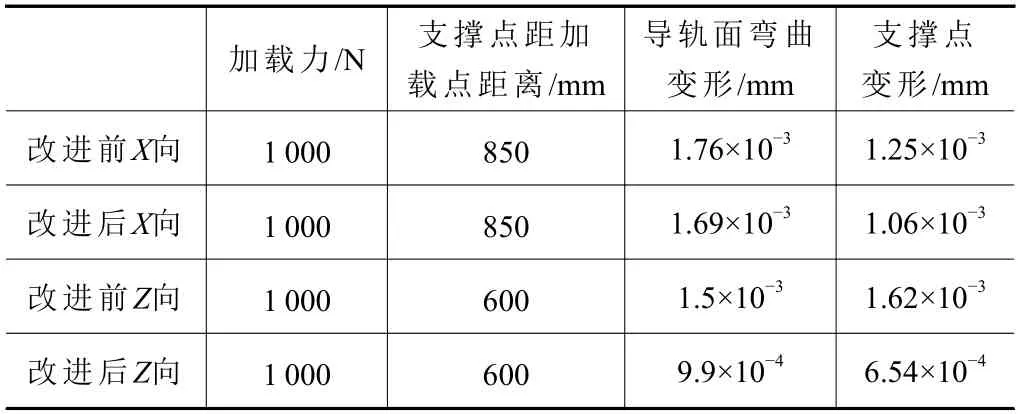
表3 底座改進前、后抗彎剛性對比
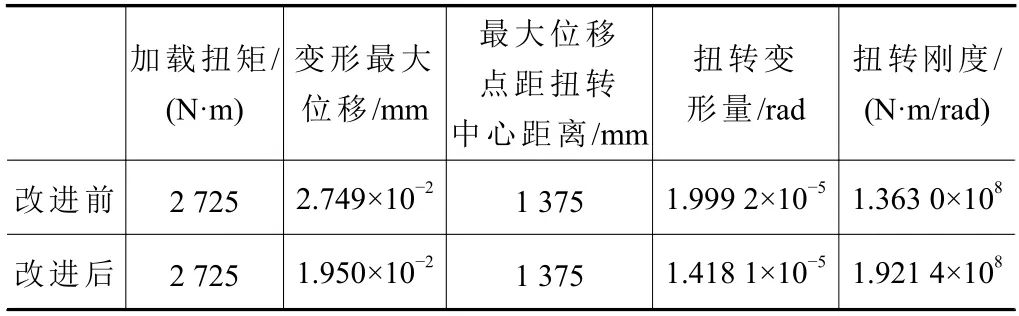
表4 底座改進前、后抗扭剛度對比

圖10 改進Z 向內(nèi)部筋板結(jié)構(gòu)

圖11 改進后的抗彎剛性
以上三點支撐方式的改進效果已通過在底座底面補充加工支撐位置而得到驗證,底座的精度在裝配和整機檢驗環(huán)節(jié)都達到技術(shù)指標(biāo)要求,見圖12所示。本文方法使本型號臥式加工中心底座在設(shè)計結(jié)構(gòu)和工藝上得到改進提升,達到了提高產(chǎn)品精度和加工效率的雙重目標(biāo)。

圖12 改進工藝支撐后成功應(yīng)用
猜你喜歡
民用飛機設(shè)計與研究(2020年4期)2021-01-21 09:15:02
中華詩詞(2020年1期)2020-09-21 09:24:52
電子制作(2018年18期)2018-11-14 01:48:24
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
