基于有限元的半軸擺輾成形分析
2022-08-07 05:43:54張雷
內(nèi)燃機(jī)與配件 2022年11期
0 引言
半軸是車(chē)輛系統(tǒng)的重要零部件,它在傳遞動(dòng)力的同時(shí),需要不斷承受交變力矩和沖擊載荷,其復(fù)雜的工作環(huán)境對(duì)其生產(chǎn)工藝提出了更高要求。現(xiàn)在國(guó)內(nèi)的半軸生產(chǎn)主要使用擺動(dòng)碾壓技術(shù)成形,該工藝成形的鍛件質(zhì)量好、精度高、節(jié)省原材料。通過(guò)數(shù)值模擬的方法仿真半軸擺動(dòng)碾壓成形過(guò)程,有助于預(yù)測(cè)鍛造缺陷,提升半軸力學(xué)性能。
1 國(guó)內(nèi)外研究現(xiàn)狀
擺輾技術(shù)首創(chuàng)于20世紀(jì)初,是由美國(guó)科學(xué)家E.E.Slick提出的加工工藝,他造出了第一臺(tái)擺輾機(jī)用于鋼錠的開(kāi)坯鍛造
。隨后擺輾機(jī)的方向主要是不斷提升其公稱(chēng)壓力,1960年英國(guó)設(shè)計(jì)了一臺(tái)100kN的擺輾機(jī)。1967年華沙第一壓力自動(dòng)機(jī)廠(chǎng)研制出了第一臺(tái)四軌跡擺輾機(jī),并且該廠(chǎng)還是最早開(kāi)始出口1600kN和2000kN擺輾機(jī)的廠(chǎng)家
。1973年日本設(shè)計(jì)出公稱(chēng)壓力為1200kN的擺輾樣機(jī),并于1983年設(shè)計(jì)出2000kN的擺輾機(jī)。
首先,知識(shí)產(chǎn)權(quán)評(píng)議是制定科技發(fā)展規(guī)劃的重要依據(jù),也是評(píng)估規(guī)劃實(shí)施績(jī)效的重要方法。制定科學(xué)技術(shù)發(fā)展規(guī)劃和計(jì)劃是國(guó)家促進(jìn)科技進(jìn)步的重要方式,在規(guī)劃制定過(guò)程中,通過(guò)知識(shí)產(chǎn)權(quán)評(píng)議,可以分析關(guān)鍵技術(shù)和關(guān)鍵技術(shù)領(lǐng)域,確定技術(shù)發(fā)展路線(xiàn),防范和規(guī)避重大知識(shí)產(chǎn)權(quán)風(fēng)險(xiǎn);而在規(guī)劃制定后的實(shí)施過(guò)程中,通過(guò)知識(shí)產(chǎn)權(quán)評(píng)議,則可以評(píng)估相關(guān)技術(shù)領(lǐng)域的發(fā)展?fàn)顩r和政策績(jī)效,并為后續(xù)政策修訂提供參考。
中國(guó)研究擺輾機(jī)時(shí)間上滯后于國(guó)外,1973年上海電機(jī)鍛造廠(chǎng)研制出第一臺(tái)2000kN的擺輾機(jī)。1978年上海新華軸承廠(chǎng)開(kāi)始使用擺輾機(jī)生產(chǎn)止推軸承溝道。隨后,中國(guó)逐步將擺輾工藝運(yùn)用于齒輪坯料、法蘭、凸輪軸等鍛件的生產(chǎn)。自擺輾技術(shù)在中國(guó)發(fā)展以來(lái),熱擺輾技術(shù)獨(dú)具特色,特別是汽車(chē)后橋半軸的擺輾成形。這是中國(guó)首創(chuàng)的技術(shù),并研發(fā)出了半軸擺輾機(jī),具有獨(dú)特的結(jié)構(gòu),至今國(guó)外還沒(méi)有這種擺輾機(jī)的生產(chǎn)及應(yīng)用。汽車(chē)半軸擺輾成形生產(chǎn)技術(shù)經(jīng)過(guò)多年的生產(chǎn)實(shí)踐的考驗(yàn),已大批量投入生產(chǎn),收到了明顯的經(jīng)濟(jì)效益。
國(guó)內(nèi)也有不少對(duì)半軸擺輾成形過(guò)程的數(shù)值模擬分析的研究,如毛春燕等人使用DEFORM對(duì)半軸的擺動(dòng)輾壓成形可行性進(jìn)行研究,分析其受力情況和金屬流動(dòng)性能
。王春玲著重研究了半軸擺輾過(guò)程中摩擦系數(shù)對(duì)成形力的影響
。隨著擺輾工藝的進(jìn)一步發(fā)展,擺輾復(fù)合精密成形技術(shù)以及擺輾工藝數(shù)值分析技術(shù)都將成為擺輾技術(shù)新的發(fā)展契機(jī)
。
2 擺動(dòng)碾壓原理簡(jiǎn)介
2.1 擺輾成形的運(yùn)動(dòng)學(xué)原理
使用有限元分析軟件DEFORM-3D模擬半軸擺輾成形過(guò)程,并對(duì)結(jié)果進(jìn)行分析,從工件成形質(zhì)量、成形應(yīng)力以及預(yù)測(cè)成形缺陷等角度判斷設(shè)計(jì)合理性。本文確定3組擺輾進(jìn)給速度進(jìn)行數(shù)值模擬,如表2。
《幾何》可以培養(yǎng)學(xué)生邏輯思維能力和邏輯推理能力,是大腦的“智力操”。它涉及的內(nèi)容大多是現(xiàn)實(shí)生活素材,能夠在一定程度上開(kāi)闊學(xué)生視野,啟迪學(xué)生思維,但在實(shí)際應(yīng)用中抽象思維多,邏輯思維嚴(yán)密,推理嚴(yán)謹(jǐn),理解起來(lái)有一定的難度。對(duì)于初學(xué)幾何的學(xué)生來(lái)說(shuō),如果教師教學(xué)方法不當(dāng),學(xué)生就會(huì)覺(jué)得幾何高不可攀,產(chǎn)生厭學(xué)情緒,影響以后的學(xué)習(xí)。正確引導(dǎo)學(xué)生解決幾何“入門(mén)”難的問(wèn)題,是學(xué)好平面幾何的關(guān)鍵,也是數(shù)學(xué)教學(xué)的重要任務(wù)。那么,在教學(xué)中,教師如何引導(dǎo)學(xué)生越過(guò)這道“門(mén)檻”呢?下面,筆者根據(jù)教學(xué)實(shí)踐談一下平面幾何“入門(mén)”教學(xué)中的做法和體會(huì)。
2.2 擺輾成形的重要工藝參數(shù)
(1)接觸面積系數(shù)
擺輾成形的加工接觸面形狀類(lèi)似一個(gè)螺旋曲面。波蘭的馬爾辛尼克教授提出了接觸面積系數(shù)的計(jì)算方程式
:
近年來(lái),城市軌道交通高速發(fā)展,極大地減輕了傳統(tǒng)地上交通的壓力,為人們出行提供方便,同時(shí)在各個(gè)方面促進(jìn)著社會(huì)的發(fā)展[1].但是,地鐵帶來(lái)的噪聲問(wèn)題,嚴(yán)重影響著乘客乘坐舒適性和地鐵工作人員的正常工作與身心健康.調(diào)查表明,長(zhǎng)期受到噪聲困擾的人們?nèi)菀桩a(chǎn)生頭疼、失眠、煩躁、記憶力衰退,嚴(yán)重者造成聽(tīng)力損傷,精神抑郁等嚴(yán)重后果[2-3].地鐵噪聲成為了衡量地鐵質(zhì)量的重要指標(biāo)之一,全國(guó)各地乘客、工作人員對(duì)地鐵噪聲問(wèn)題的投訴日益頻繁.因此,必須做好地鐵噪聲控制,提高乘客乘坐舒適性,改善地鐵從業(yè)人員工作環(huán)境.

式中:
—每轉(zhuǎn)進(jìn)給量(mm/r);
—擺輾角(°);
—毛坯原始半徑(mm)。
(2)擺頭傾角
擺頭傾角是指擺頭軸線(xiàn)與擺輾機(jī)機(jī)床軸線(xiàn)之間的夾角
,也稱(chēng)為擺輾角。通常,當(dāng)
越小,擺頭的軸向運(yùn)動(dòng)和工件的軸向變形更為突出;當(dāng)
越大,擺頭的擺輾運(yùn)動(dòng)和工件的徑向變形更為突出。中國(guó)的擺輾機(jī)其擺頭傾角主要為2°或3°
。
(2)擺輾轉(zhuǎn)速擺輾轉(zhuǎn)速的快慢直接影響擺輾成形金屬流動(dòng)快慢,影響半軸成形質(zhì)量的高低。經(jīng)查閱相關(guān)資料和擺輾機(jī)參數(shù),確定擺輾轉(zhuǎn)速為200r/min,即20.95rad/s。
(3)每轉(zhuǎn)進(jìn)給量
每轉(zhuǎn)下壓量的值主要由鍛件生產(chǎn)所需確定。很明顯進(jìn)給量越大,接觸面積也就越大,那么就會(huì)更加突出擺輾中的鐓粗成形部分,使得擺輾力增加。但是如果進(jìn)給量
過(guò)小,金屬易產(chǎn)生卷曲折疊。為了提高效率,在金屬卷曲度合適的前提下,一般
會(huì)取較大值。進(jìn)給量與進(jìn)給速度的關(guān)系如下:

據(jù)葉靄玲說(shuō),當(dāng)白麗筠去拉房地產(chǎn)大鱷森達(dá)房地產(chǎn)公司李老板的存款時(shí),被李老板招了安,成為身家上億的李老板的小三,順便在李老板的公司當(dāng)了售樓小姐。這里的主次關(guān)系是與白麗筠的講述顛倒的。我不知道究竟該相信哪一個(gè)版本,但是所謂兼聽(tīng)則明,兩方面都聽(tīng)到,事實(shí)真相基本上就清楚了。
擺輾中擺頭的運(yùn)動(dòng)可以分解為三種基本形式:進(jìn)動(dòng)、轉(zhuǎn)動(dòng)和章動(dòng)。進(jìn)動(dòng)則是擺頭繞機(jī)床軸的公轉(zhuǎn)運(yùn)動(dòng);轉(zhuǎn)動(dòng)就是擺頭繞自身自轉(zhuǎn)軸的自轉(zhuǎn)運(yùn)動(dòng);而章動(dòng)則是擺頭軸線(xiàn)繞著機(jī)床軸線(xiàn)來(lái)回的擺動(dòng)。
早在8000多年前,埃及人就掌握了依靠亞麻纖維制作衣物的技能。公元前4000多年前的新石器時(shí)代,中國(guó)人便已經(jīng)知道采用苧麻作為紡織原料。我國(guó)浙江湖州錢(qián)山漾文化遺址中,出土了距今4700多年的苧麻織物殘片;湖南省長(zhǎng)沙馬王堆漢墓中也有精細(xì)的苧麻布料……現(xiàn)如今,隨著科技的發(fā)展,以及對(duì)麻認(rèn)識(shí)的逐步深入,人們發(fā)現(xiàn)——原來(lái)麻全身都是寶。
3 半軸擺輾成形過(guò)程分析
3.1 三維造型與體積修正
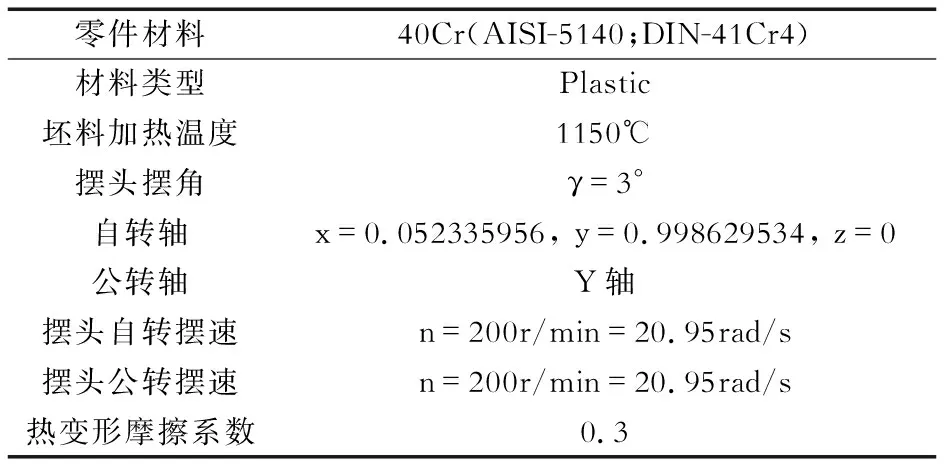
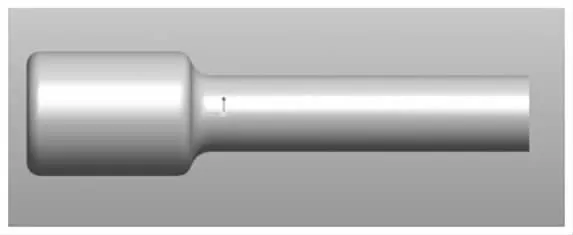
如圖2(a)所示,是半軸零件的工程圖紙,其材料為40Cr,半軸桿部長(zhǎng)度為894mm,桿部直徑為Φ58mm,法蘭盤(pán)直徑為Φ220mm。由于桿部和法蘭盤(pán)部分形狀差異太大,一次成形太難,所以需要制坯工藝對(duì)頭部進(jìn)行預(yù)鍛成形,一般采用油壓機(jī)聚料成形。
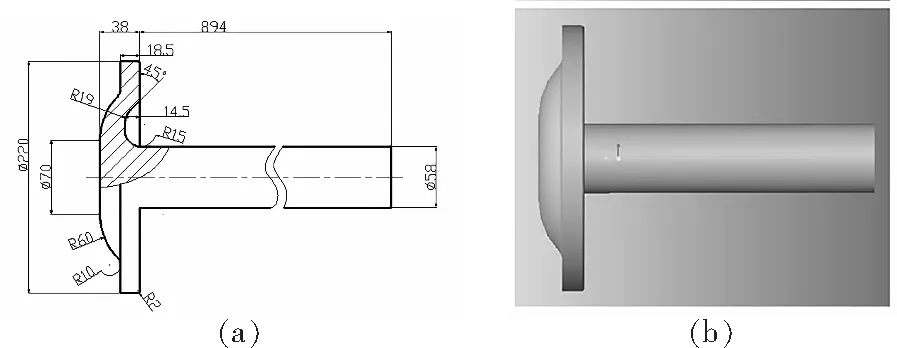
假設(shè)半軸擺輾過(guò)程中體積不損失,可以確定半軸下料體積。對(duì)半軸零件進(jìn)行三維造型后可以通過(guò)體積測(cè)量得到半軸零件的體積。圖2(b)是半軸零件的三維造型,因?yàn)樵跀[輾成形以及后期加工中,半軸的桿部都基本不會(huì)參與形變,為減少運(yùn)算量,故切除650mm桿部坯料。
測(cè)量得到的半軸頭部體積為1512966mm
,但是在半軸坯料在擺輾過(guò)程中會(huì)產(chǎn)生飛邊和其他加工余量。為了得到體積合適的半軸毛坯頭部,需要對(duì)半軸零件頭部的體積進(jìn)行修正,取修正系數(shù)δ(燒損率)為1.03,則修正后的體積為:V
=δV=1.03×1512966=1558355mm
。所以毛坯體積不應(yīng)小于1558355mm
。
3.2 擺輾參數(shù)的確定
(1)自轉(zhuǎn)軸的確定自轉(zhuǎn)軸是擺頭自身的軸線(xiàn)位置,在DEFORM中通過(guò)設(shè)定z=0時(shí)自轉(zhuǎn)軸的位置即可。確定自轉(zhuǎn)軸需要兩點(diǎn),第一點(diǎn)可以選取為擺頭頂點(diǎn)(0,0,0),第二點(diǎn)選取單位圓與軸線(xiàn)的交點(diǎn),那么根據(jù)三角函數(shù)可以得出坐標(biāo):x=1*sin3°=0.052335956;y=1*cos3°=0.998629534;z=0。所以自轉(zhuǎn)軸的坐標(biāo)可通過(guò)點(diǎn)(0,0,0),(0.0523360,0.9986295,0)兩點(diǎn)確定。
客戶(hù)端流量攔截功能基于browsermob-proxy代理實(shí)現(xiàn)。代理工具browsermob-proxy開(kāi)放源代碼,本文除了使用API接口提供的功能外,還改動(dòng)源碼適配Android系統(tǒng)。代理需要長(zhǎng)期運(yùn)行,為了保證代理不被系統(tǒng)回收,將代理寫(xiě)入Android前臺(tái)服務(wù)中并在通知欄顯示運(yùn)行狀態(tài)。
綜上各種因素,朝藿定B、朝藿定A、朝藿定C、淫羊藿苷、木犀草素、槲皮素、川陳皮素、山柰酚、寶藿苷Ifs/i的RSD依次為0.30%、0.81%、1.11%、0.79%、2.24%、0.80%、2.96%、0.57%和1.35%,表明該方法各成分fs/i耐用性較好。
(3)成形溫度和熱變形摩擦系數(shù)半軸材料為40Cr,這種材料的熱變形最佳溫度為1000℃~1200℃,半軸擺輾成形過(guò)程中由高頻加熱爐加熱。通過(guò)查閱相關(guān)資料和工廠(chǎng)實(shí)際生產(chǎn)情況,選取加熱溫度為1150℃。半軸擺輾是屬于熱變形,并且上模和坯料之間屬于滾動(dòng)摩擦,潤(rùn)滑情況較為良好,所以熱變形摩擦系數(shù)選取DEFORM中的推薦系數(shù)0.3為宜。綜上所述,半軸擺輾成形的相關(guān)參數(shù)總結(jié)至表1。
(4)擺頭轉(zhuǎn)速
擺頭轉(zhuǎn)速
一般由擺輾機(jī)的電機(jī)功率決定。增大擺頭轉(zhuǎn)速對(duì)于擺輾機(jī)自身的穩(wěn)定性和機(jī)架剛性提出了較高的要求,但是為了提高生產(chǎn)效率和擺輾質(zhì)量,一般會(huì)將擺速取較大值。
3.3 半軸擺輾成形過(guò)程數(shù)值分析
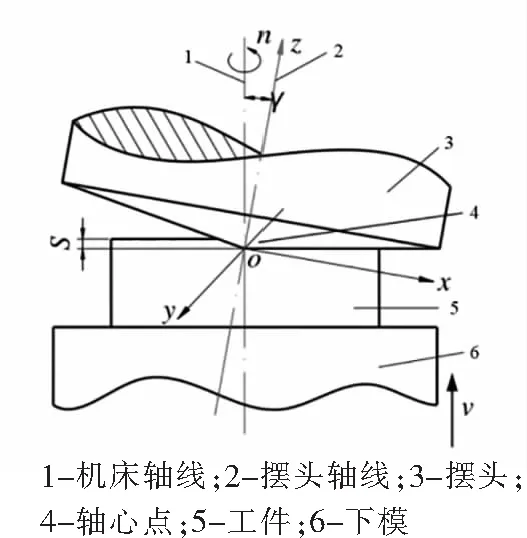
擺輾成形工藝是利用擺頭在工件加工面上滾動(dòng),同時(shí)工件或擺頭軸向進(jìn)給,促使加壓面產(chǎn)生變形的金屬塑性加工方法。如圖1所示為擺輾運(yùn)動(dòng)原理示意圖,擺輾可以分為三個(gè)運(yùn)動(dòng),一是擺頭繞著擺頭軸線(xiàn)的自轉(zhuǎn)運(yùn)動(dòng),二是擺頭繞著機(jī)床軸線(xiàn)的公轉(zhuǎn)運(yùn)動(dòng),三是工件或擺頭的軸向進(jìn)給
。

根據(jù)半軸擺輾成形數(shù)值模擬方案,首先進(jìn)行坯料形狀設(shè)計(jì),并控制體積,如圖3所示。
將設(shè)計(jì)好的圓柱形坯料三維造型轉(zhuǎn)為STL文件,導(dǎo)入DEFORM-3D進(jìn)行數(shù)值模擬,設(shè)置好各項(xiàng)參數(shù)和邊界條件,計(jì)算出坯料進(jìn)給量,設(shè)置好模擬步數(shù),生成模擬數(shù)據(jù)庫(kù)文件。回到主頁(yè)面進(jìn)行模擬,模擬成功后在后處理界面進(jìn)行分析操作。
3.4 模擬結(jié)果分析
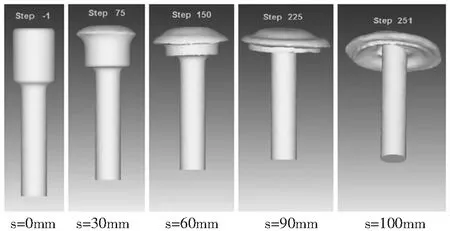
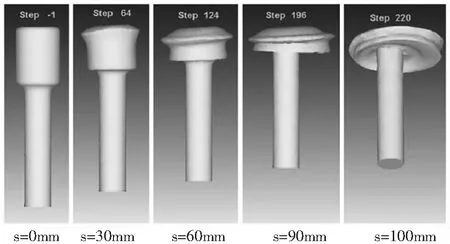
如圖4、圖5、圖6所示,分別是圓柱形坯料在進(jìn)給速度分別為10mm/s、20mm/s、30mm/s時(shí)的擺輾模擬過(guò)程。按照進(jìn)給量s的逐漸增加,把每個(gè)進(jìn)給速度的模擬過(guò)程分為了5個(gè)階段進(jìn)行分析。
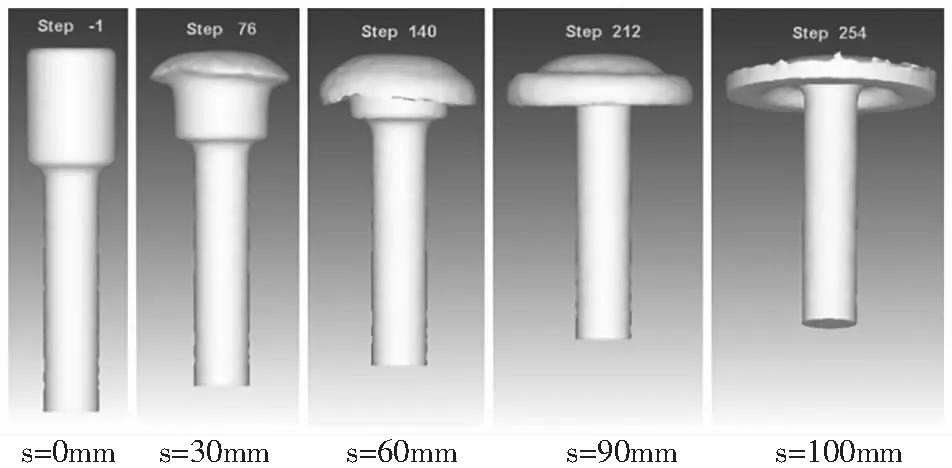
當(dāng)進(jìn)給速度為10mm/s時(shí),整個(gè)擺輾過(guò)程金屬的流動(dòng)性能較好,流動(dòng)較為均勻,坯料能夠完全進(jìn)入下模并充滿(mǎn)模腔。半軸成形件未出現(xiàn)折疊或凹陷等缺陷,允許少量飛邊。金屬的局部成形優(yōu)勢(shì)凸顯,成形件的成形質(zhì)量較高。
式中:
—進(jìn)給速度(mm/s);
—擺頭轉(zhuǎn)速(r/min);
1.4統(tǒng)計(jì)學(xué)分析 采用SPSS 18.0軟件處理數(shù)據(jù),癥狀消退時(shí)間等計(jì)量資料符合正態(tài)分布用±s表示,以t檢驗(yàn);臨床療效、不良反應(yīng)發(fā)生情況等計(jì)數(shù)資料用百分率表示,以χ2檢驗(yàn),P<0.05表示差異具有統(tǒng)計(jì)學(xué)意義。
當(dāng)進(jìn)給速度為20mm/s時(shí),圓柱形坯料擺輾時(shí)蘑菇頭不明顯,金屬流動(dòng)性能一般,這表明擺輾過(guò)程中的蘑菇效應(yīng)減弱。擺輾中還出現(xiàn)材料偏移,坯料中心線(xiàn)傾斜的情況。這是因?yàn)殡S著進(jìn)給速度的增加,擺頭每轉(zhuǎn)帶動(dòng)流動(dòng)的金屬越來(lái)越多,金屬之間的流動(dòng)阻力也增大,表現(xiàn)為擺輾力逐漸增加,擺輾抗力逐漸增大。成形件未能充型完整,并出現(xiàn)折疊和凹陷等缺陷,成形質(zhì)量不佳。
當(dāng)進(jìn)給速度為30mm/s時(shí),擺輾中的蘑菇效應(yīng)減弱,當(dāng)進(jìn)給量為60mm時(shí)出現(xiàn)“滑輪形”。這是因?yàn)檫M(jìn)給速度太快,出現(xiàn)上下模壓力穿不透,于是鄰近上下模的金屬便從兩端發(fā)生塑性流動(dòng),形成兩端大中間小的“滑輪形”坯料。“滑輪形”坯料繼續(xù)擺輾,兩端繼續(xù)變大,并向中間靠攏,使得坯料中部被擠壓折疊,最終在成形件上出現(xiàn)折疊缺陷。同時(shí)部分坯料被擠壓出下模,坯料流失后導(dǎo)致模腔內(nèi)無(wú)法充滿(mǎn)。
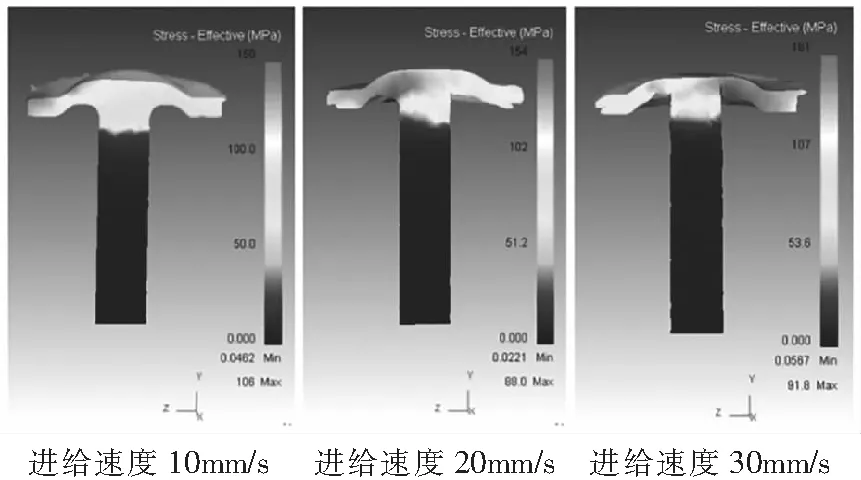
綜合分析不同進(jìn)給量時(shí)各進(jìn)給速度坯料的變形情況,隨著進(jìn)給速度的增加,大量金屬隨著擺頭的旋轉(zhuǎn)而旋轉(zhuǎn),造成了材料偏移,這種情況增加了金屬流動(dòng)應(yīng)力和擺輾力。由圖7可知,隨著進(jìn)給速度逐漸增加,工件流動(dòng)應(yīng)力分別為150MPa、154MPa、161MPa。流動(dòng)應(yīng)力的增加正好印證了擺輾力越來(lái)越大,金屬流動(dòng)越來(lái)越困難的現(xiàn)象。
里奇的這段話(huà)提醒我們,照片的標(biāo)題和文字說(shuō)明對(duì)攝影的社會(huì)性使用可能是好事,但它也將照片限定在單一的狀態(tài)里,無(wú)法開(kāi)啟多元的意義,自然也就會(huì)阻礙攝影的多元拓展。然而,“多元性”“態(tài)迭加”是量子—數(shù)碼攝影時(shí)代攝影的最重要特征。筆者簡(jiǎn)單提取這段話(huà)的關(guān)鍵詞就可以引出里奇對(duì)數(shù)碼攝影的定義:“引發(fā)能量共享狀態(tài)”“承認(rèn)空間—時(shí)間的可塑性”“更多延展”“非線(xiàn)性的”“多層次的復(fù)雜存在”,這就是數(shù)碼攝影,這些也成為其區(qū)別于傳統(tǒng)攝影的關(guān)鍵。因此,我們可以用牛頓力學(xué)—傳統(tǒng)攝影和量子力學(xué)—數(shù)碼攝影來(lái)理解傳統(tǒng)攝影到數(shù)碼攝影的發(fā)展轉(zhuǎn)向以及它們之間的差異。正如里奇置評(píng)說(shuō):
所以,當(dāng)設(shè)計(jì)圓柱形坯料時(shí),進(jìn)給速度取10mm/s能通過(guò)擺輾工藝得到較好的半軸成形件。
4 結(jié)論
(1)基于deform的有限元數(shù)值模擬方法能夠有效地分析半軸擺輾成形過(guò)程中的金屬流動(dòng)狀況和擺輾應(yīng)力等,提前預(yù)測(cè)成形缺陷,為實(shí)際工藝提供較為優(yōu)化的工藝參數(shù),縮短產(chǎn)品研發(fā)周期,降低試驗(yàn)研究成本。
(2)通過(guò)擺輾工藝成形的汽車(chē)半軸鍛件質(zhì)量較高,熱擺輾技術(shù)產(chǎn)生的加工應(yīng)力較小,并充分節(jié)省了原材料。
(3)通過(guò)有限元方法分析圓柱形坯料在三種進(jìn)給速度下的成形過(guò)程,對(duì)比結(jié)果顯示圓柱形坯料在進(jìn)給速度為10mm/s時(shí)能通過(guò)擺輾工藝得到較好的半軸成形件。
[1]吳溯源. 汽車(chē)半軸擺輾成形工藝與實(shí)驗(yàn)研究[D].太原科技大學(xué),2010.
[2]吳葉彬,黎建平.擺輾機(jī)的應(yīng)用概況及其發(fā)展趨勢(shì)[J].精密成形工程,2010,2(01):38-41.
[3]毛春燕,付建華,李永堂.汽車(chē)半軸擺動(dòng)輾壓成形研究[J].鍛壓裝備與制造技術(shù),2005(03):83-85.DOI:10.16316/j.issn.1672-0121.2005.03.027.
[4]王春玲.基于數(shù)值模擬的汽車(chē)半軸熱擺輾成形工藝研究[J].鍛壓技術(shù),2015,40(08):75-78.DOI:10.13330/j.issn.1000-3940.2015.08.015.
[5]胡亞民,姚萬(wàn)貴,馮文成.我國(guó)擺動(dòng)輾壓技術(shù)現(xiàn)狀及展望(二)[J].鍛壓裝備與制造技術(shù),2011,46(02):11-16.DOI:10.16316/j.issn.1672-0121.2011.02.013.
[6]Xinghui Han, Lin Hua.Friction behaviors in cold rotary forging of 20CrMnTi alloy[J].Tribology International,2012:29-39.
[7]王欣芳.汽車(chē)半軸熱擺輾工藝及成形質(zhì)量的研究[D].合肥工業(yè)大學(xué),2014.
[8]孫繼旺.半軸類(lèi)鍛件擺輾成形新工藝研究[D].太原科技大學(xué),2009-7.