馬鋼1#高爐在溜槽傾角出現偏差下的操作實踐
2022-08-09 11:29:52余運劍吳示宇錢章秀
安徽冶金科技職業學院學報 2022年2期
余運劍,吳示宇,錢章秀
(馬鋼股份有限公司煉鐵總廠 安徽馬鞍山 243041)
2017年7月19日,馬鋼1號高爐定修,更換到期的布料溜槽,新溜槽安裝到位后,未對其實際傾角進行測量便投入生產。使用新溜槽期間1號高爐進行一系列的調整,維持了比較穩定的經濟指標,但也出現了墻體溫度低、中心氣流不穩、頻繁燒壞風口小套等問題。2018年1月12日定修,對新溜槽實際傾角測量,發現與齒輪箱刻度盤上的角度和中控顯示的角度存在較大誤差,再次更換溜槽并校準角度后,高爐布料矩陣逐步回歸正常。
1 爐況的變化特點
1.1 爐腰、爐腹、爐身下部溫度
1號高爐爐腰、爐腹采用銅冷卻壁,2017年下半年爐腰爐、腹溫度均呈現下降趨勢,顯著低于2016年同期水平。爐身下部,標高22751 mm處使用的是鑄鐵冷卻壁,其溫度波動很大,可反映出該高爐軟熔帶根部不穩定,氣流的二次分布欠佳(圖1-圖4)。

圖1 爐腹標高16205 mm處電偶溫度
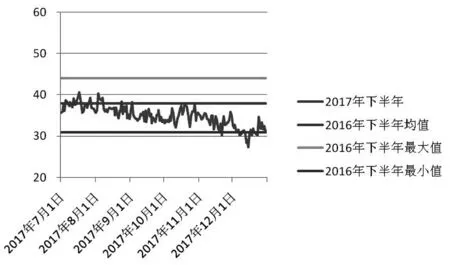
圖2 爐腹標高17691 mm處電偶溫度
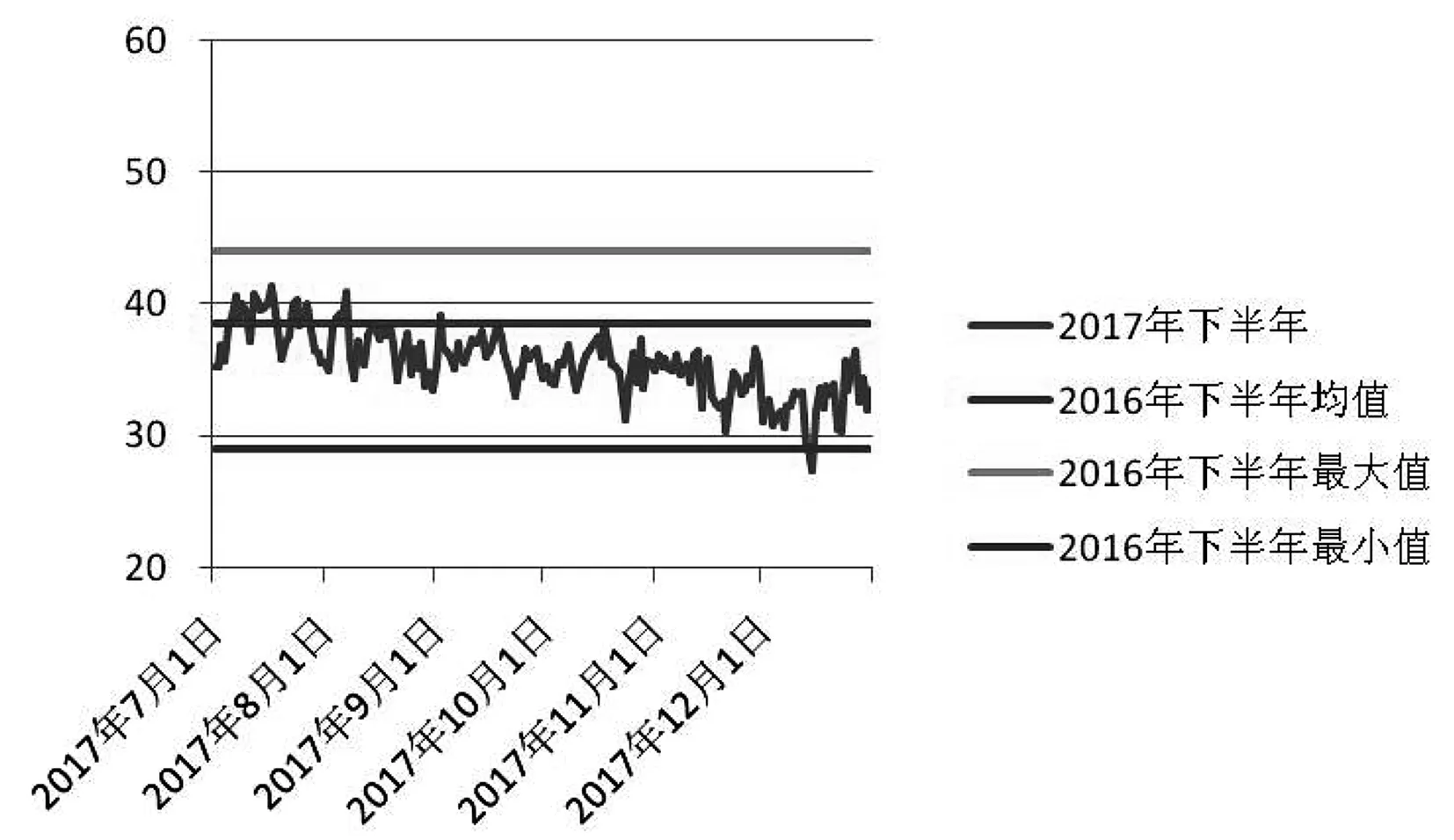
圖3 爐腰標高 19390 mm處電偶溫度
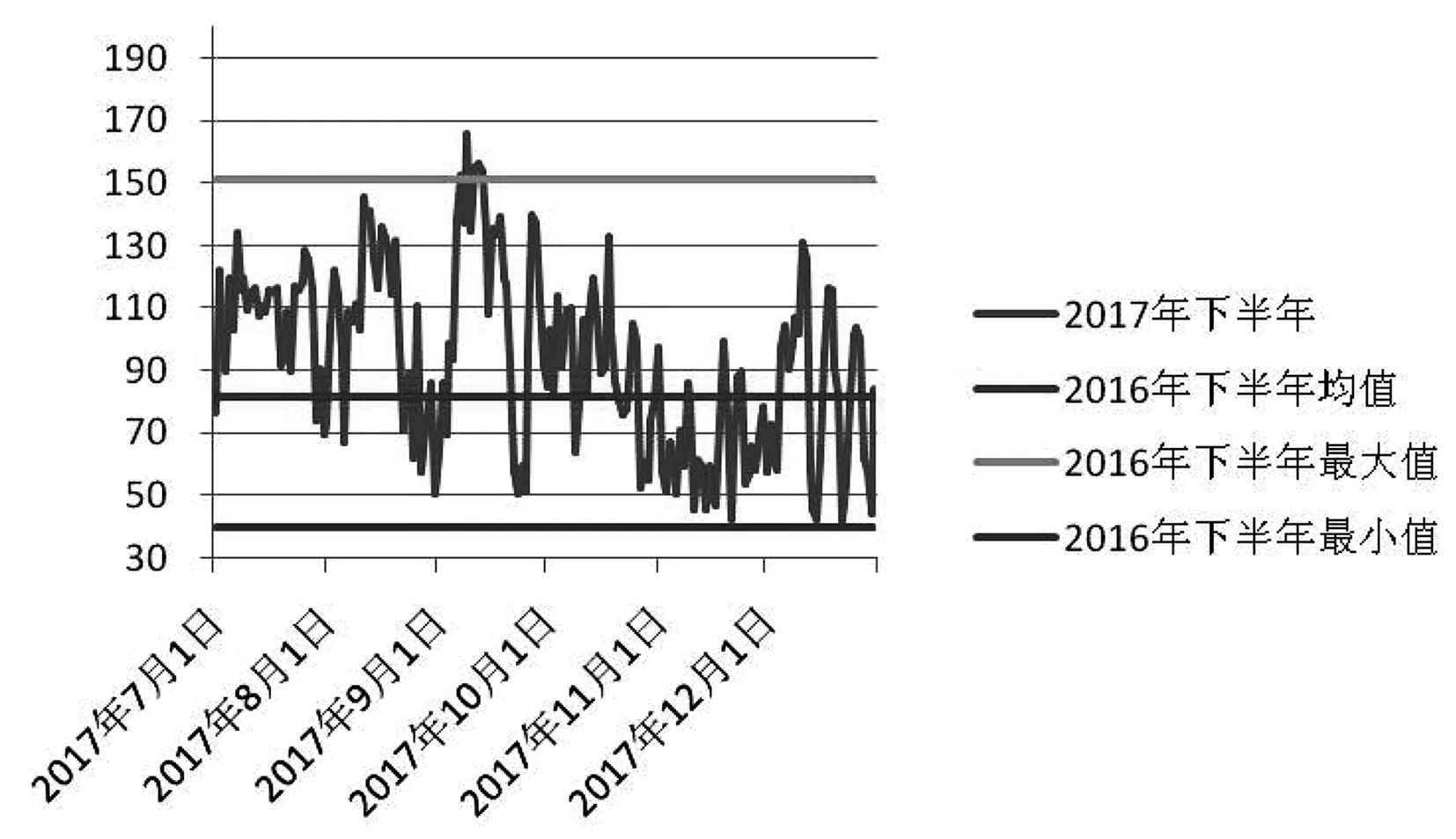
圖4 爐身標高 22751 mm處電偶溫度
1.2 風口小套頻繁燒損
從7月19日起至2017年年底,累計燒損小套21個,為更換漏水小套休風8次,累計時間1193 min。被燒損的小套絕大部分為下部燒損,且多數集中在19#到25#小套之間,周向上為1#鐵口和3#鐵口之間(見表1)。
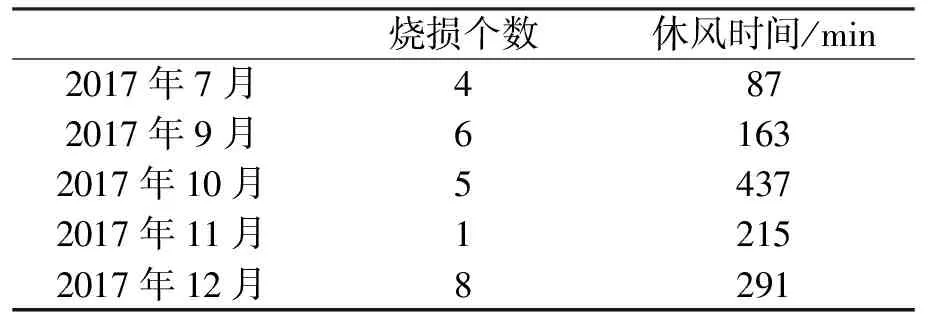
表1 燒損小套與換小套休風時間統計
1.3 料面與氣流
2017年9月19日定修,查看料面,發現料面呈現深漏斗狀,探尺頻繁躺坨,實際料線遠高于設定料線,之后對料制做了比較大的調整(圖5)。

圖5 2017年9月19日的料面
9月24日到10月13日期間,共出現管道氣流4次,從十字測溫上看,氣流沖出的位置多位于距離高爐中心2.0 m-4.0 m處;從墻體溫度和對鐵水成分的影響上看,管道氣流以上部管道為主。此為中心氣流不穩定而邊緣又壓得緊所致。
1.4 鐵口間流速差異變大
由于護爐、氣流變化等因素,高爐下部死料柱和鐵水環流發生變化,2017年下半年1#鐵口和3#鐵口的流速低于2#鐵口,這也從一個方面解釋了為什么燒損小套中大多數周向上位于1#鐵口和3#鐵口之間(見表2)。

表2 2017年3個鐵口的流速
2 爐況的調整
2.1 裝料制度的調整
每日下料批數維持在143-149之間,焦層厚度450 mm-463 mm。7月19日之前料線基本上為焦炭1.5 m,礦石1.6 m,7月9日定修時發現爐喉缸磚在1.5-1.6 m處磨損比較嚴重,于是將料線降低到焦炭1.7 m,礦石1.8 m。布料角度也相應地往內調。9月份十字邊緣點溫度升高,爐溫波動變大,多次調整料制壓邊,效果不理想,高爐出現了偏尺、管道氣流的現象。9月19日,打開檢修門后,發現料面呈現深漏斗狀,再次布料角度向內調,最外檔角度達到36°,1#高爐歷史上從未使用過如此小的最外檔角度(見表3)。

表3 2017年下半年典型的布料矩陣
2.2 送風制度的調整
1#高爐屬于爐役末期,爐缸局部侵蝕嚴重,長時間輪換堵風口控制冶強操作,爐缸周向上的工作均勻性欠佳,2017年下半年通過合理使用風量基本上能將風速和風口動能穩定在合適水平(圖6、圖7)。
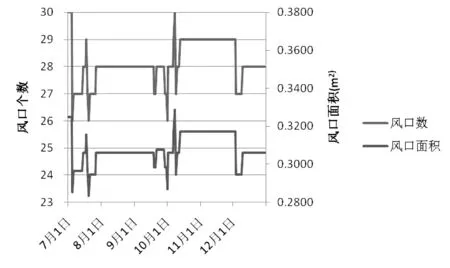
圖6 風口個數與風口面積的調整
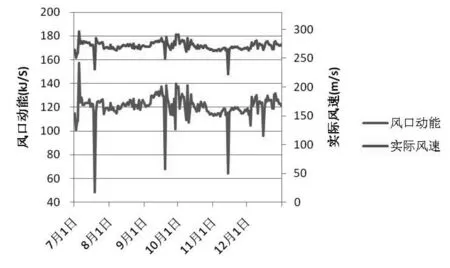
圖7 風口動能與實際風速
3 溜槽情況的調查
2018年1月12日打開爐頂檢修門,進入爐內對溜槽實際傾角進行測量,表4-表6中,“舊溜槽”指2017年7月19日到2018年1月11日使用的溜槽,“新溜槽”指2018年1月12日以后使用的溜槽。
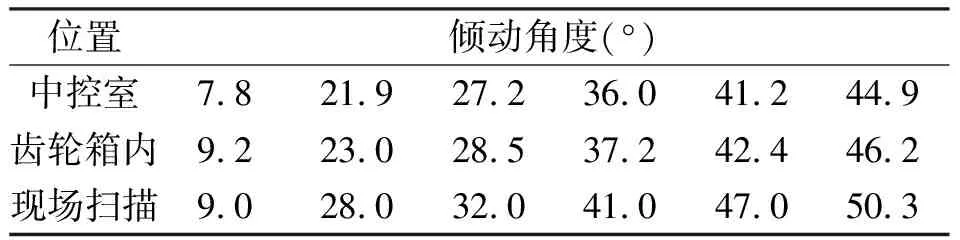
表4 舊溜槽的現場掃描角度
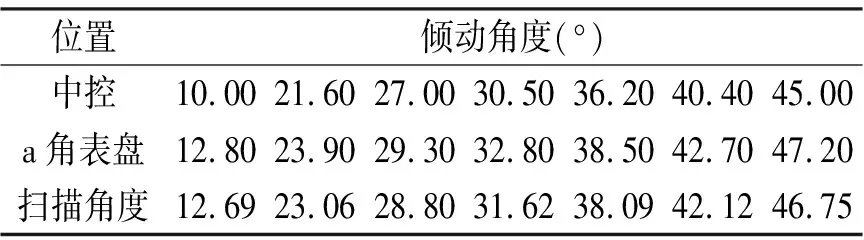
表6 新溜槽的現場掃描角度
齒輪箱內刻度盤上角度比中控室的角度大約大1.2°,這與以前歷次測量的結果基本上是一致的,而在常用角度段,舊溜槽的現場掃描角度比中控室角度大5°左右。9月19日以后使用的布料矩陣中最外檔角度36°對應的實際值在41°左右。
新溜槽的掃描角度大約比中控室角度大2°左右。檢修結束后,將布料矩陣整體外移3°,再根據高爐的氣流變化適當調整。
4 結語
溜槽作為高爐的關鍵設備,其角度的準確性和布料的精度對料面形狀、塊狀帶原燃料的分布影響非常大,進而影響到軟融帶的形狀與位置,爐內氣流的二次分布與三次分布,最終將影響到高爐的穩定性和經濟指標。在以后的定修中,務必要查看料面情況,校對溜槽的實際傾角,更換溜槽時要對新舊溜槽的傾角進行對比,并做詳細記錄。
