現代油膜軸承理論與技術研究進展
2022-08-16 02:34:26王建梅
軸承 2022年8期
王建梅
(太原科技大學 重型機械教育部工程研究中心,太原 030024)
油膜軸承是以潤滑油作為潤滑介質的徑向滑動軸承,又稱液體摩擦軸承,具有一般滑動軸承和滾動軸承無法比擬的優點[1],如摩擦因數小,承載能力大,使用壽命長,抗沖擊能力強等。油膜軸承廣泛應用于鋼鐵、礦山、冶金、風力發電、船舶、航天、航空等系統的高、精、尖關鍵設備中[2-4],其中應用在各類軋機上的油膜軸承稱為軋機油膜軸承,可以看作是軋鋼機械的“心臟”,其運行性能直接關系到設備的生產效率和安全。油膜軸承的研究是涉及機械、材料、力學、數學、控制、計算機、物理、化學等多學科知識的系統工程技術, 本文從結構設計、潤滑理論、蠕變理論、結合強度理論、結合工藝、試驗與中試平臺建設方面進行綜述。
1 油膜軸承的結構設計
以軋機油膜軸承為例,襯套和錐套為其主要的徑向承載件(圖1),襯套材料由鋼基體與巴氏合金結合組成,錐套材料為高硬度鍛鋼[4]。襯套通過固定銷固定于軸承座, 錐套通過鍵與軸聯結。軸承工作時錐套隨著軸以一定轉速旋轉,將具有一定黏度的潤滑油帶入油楔,在錐套與襯套的工作區域形成一個完整的潤滑油膜,潤滑油便產生了一定的動壓力,當該動壓力的合力能夠平衡軸承所承受的徑向載荷(包括自重)時,錐套與襯套表面因油膜的存在而脫離接觸。此時,軸承工作面間的摩擦即為純液體摩擦。
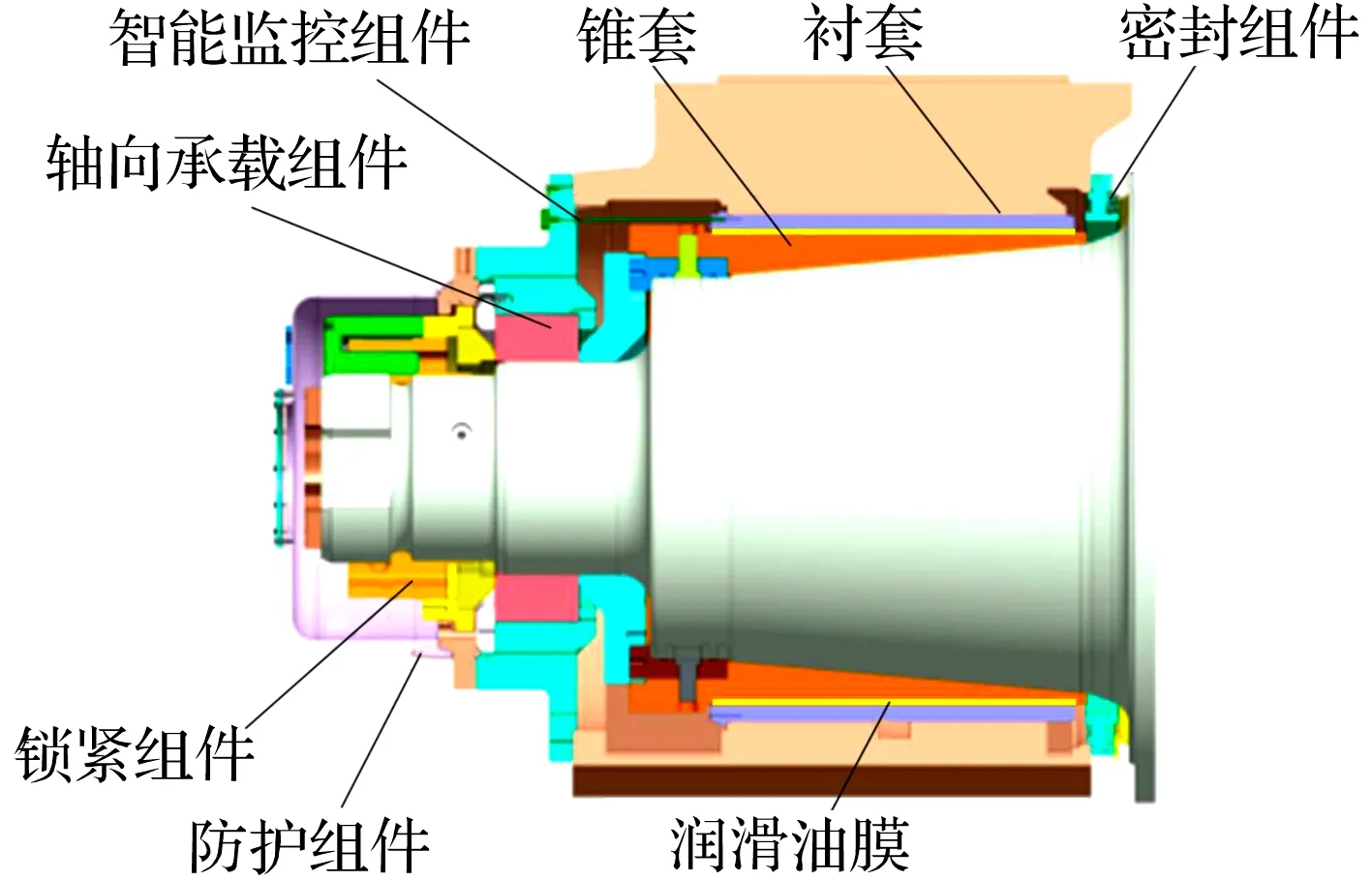
圖1 軋機油膜軸承結構圖
文獻[5]闡述了油膜軸承錐套結構演變歷程,從最初的長鍵軸承發展到短鍵軸承,再到全無鍵軸承,直到現在廣泛使用的薄壁無鍵軸承(圖2)。無鍵技術的應用改善和消除了原有錐套連接處由鍵槽引起軋制力的變化以及鍵槽鄰近區域的磨損,減少了應力集中與塑性變形,保證了對中性,提高了運轉精度且易于拆裝,至關重要的是增強了錐套的剛性,改善了產品厚度的均勻性。

圖2 軋機油膜軸承錐套結構演變Fig.2 Structure evolution of tapered sleeve of oil-film bearing for rolling mill
文獻[6]提出宏微觀跨尺度的錐套服役壽命預測方法,對不同壁厚錐套進行優化計算,確定了錐套壁厚優化范圍,得到錐套減薄的推薦尺寸區間(圖3),實現了厚壁錐套向薄壁錐套的結構創新,承載力提高近30%,擴展了薄壁油膜軸承產品系列,推動了產品標準化和系列化發展。
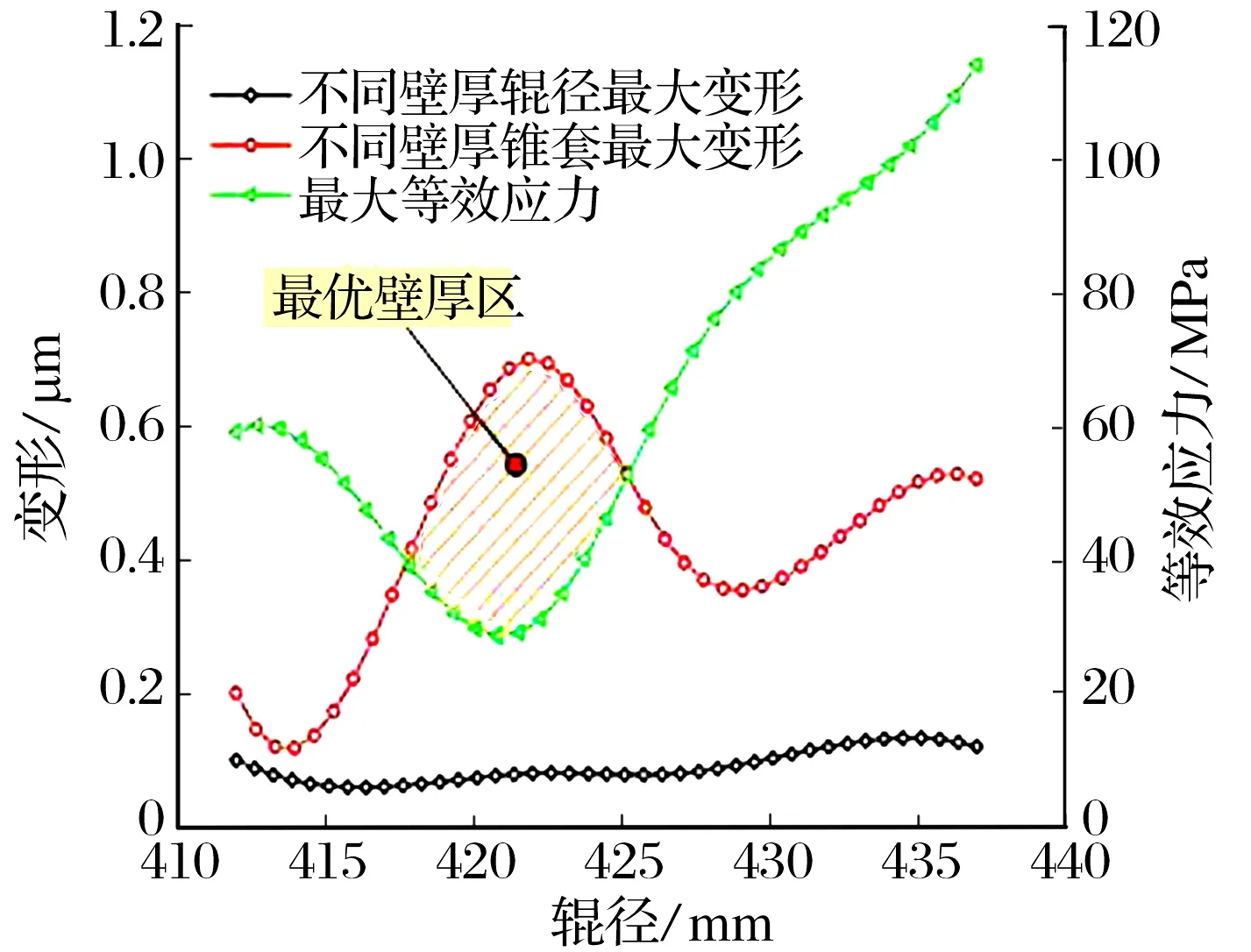
(a)比壓為18 MPa
油膜軸承的襯套結構演變經歷了油腔尺寸、數量和分布型式的優化,其結合工藝經歷了從離心澆鑄擴展到焊接工藝的應用,以期達到加工厚度更薄、壓縮強度更高、結合性能更優的巴氏合金層,從而能夠承受更大的載荷。
文獻[7]在以上結構創新的基礎上,開發油膜軸承潤滑性能參數化計算軟件,實現了油膜軸承的參數化設計(圖4), 采用計算結果后處理混合編程方法,實現潤滑油膜承載力的動態可視化顯示,得到不同工況參數的承載性能評價,通過設計與評價的有效集成,提高設計效率,縮短產品開發周期。
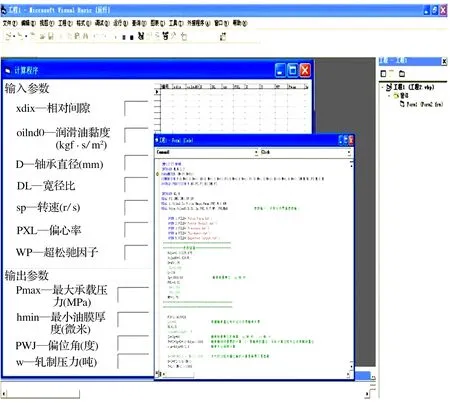
圖4 油膜軸承潤滑性能計算軟件
2 油膜軸承基礎理論
2.1 潤滑理論
近年來,隨著潤滑理論研究的不斷深入,從軸承潤滑模型到潤滑介質的研究都得到了相應發展:文獻[8]研究了兩相流中氣泡含量對大型可傾瓦徑向軸承性能的影響,文獻[9]分析了油水兩相彈流潤滑模型對軋機油膜軸承潤滑性能的影響,文獻[10]研究了流體潤滑復層燒結材料的潤滑特性,文獻[11]通過耦合算法求解滑動軸承的油膜壓力及彈性變形分布等。
針對不同工況的油膜軸承,其潤滑理論研究也由最初的剛流潤滑(低速輕載工況)逐漸發展為熱流潤滑(高速輕載工況)、彈流潤滑(低速重載工況)、熱彈流潤滑(高速重載工況)和多場耦合機制下的磁性液體潤滑(低速重載工況)[12]。隨著無頭軋制等新技術的發展,以及啟制動、可逆運轉等特殊工況的需求,現有技術水平的油膜軸承面臨著嚴峻的考驗,因此,低速重載動靜壓油膜軸承的潤滑理論也亟待進一步深入系統地研究。
文獻[3]采用多物體接觸邊界元法實現接觸體彈性變形和應力場的精確計算,綜合有限差分法計算潤滑油膜特性參數的優勢,開發出油膜軸承運行性能綜合評價技術,得到全方位表征潤滑油膜特性的關鍵參數。該研究構建了油膜軸承性能參數間的關聯和潤滑油膜性能參數間的關聯,解決了大偏心率下低速重載潤滑油膜參數難以精確計算的難題,為油膜軸承的研發制造提供了技術保障,參數關聯性見表1和表2(表中“↑”表示隨著設計參數值的增加,性能參數值呈增加趨勢;表中“↓”表示隨著設計參數值的增加,性能參數值呈減小趨勢;表中“—”表示該性能參數與對應的設計參數沒有直接的變化規律)。表2 列舉了潤滑油膜性能參數隨各設計參數的變化趨勢,且在間隙、巴氏合金厚度減小,半徑、偏心距、偏位角、偏心率增大的綜合作用下,最小油膜厚度減小;在外載荷、承載系數、偏心率均增大的綜合作用下,油膜承載能力增大。
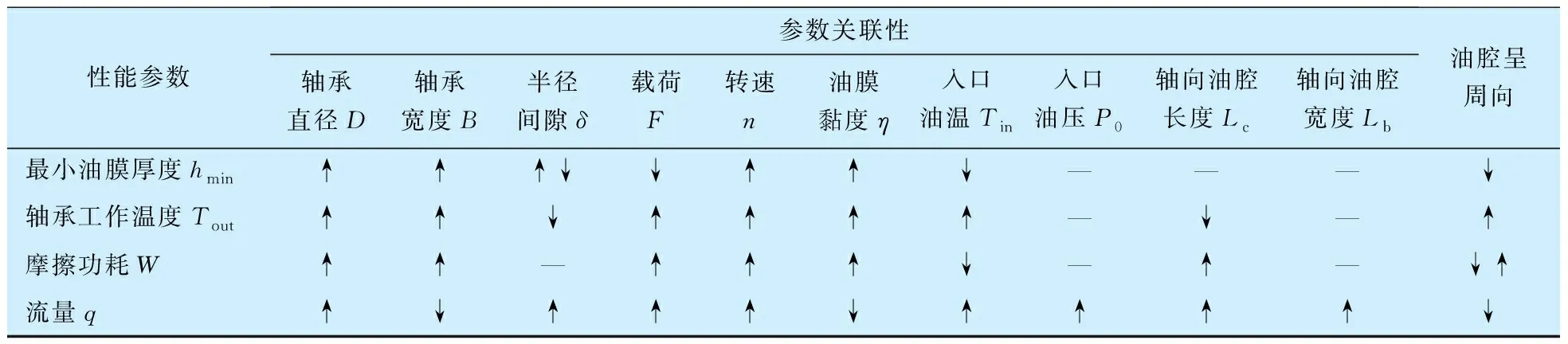
表1 油膜軸承性能參數間關聯性
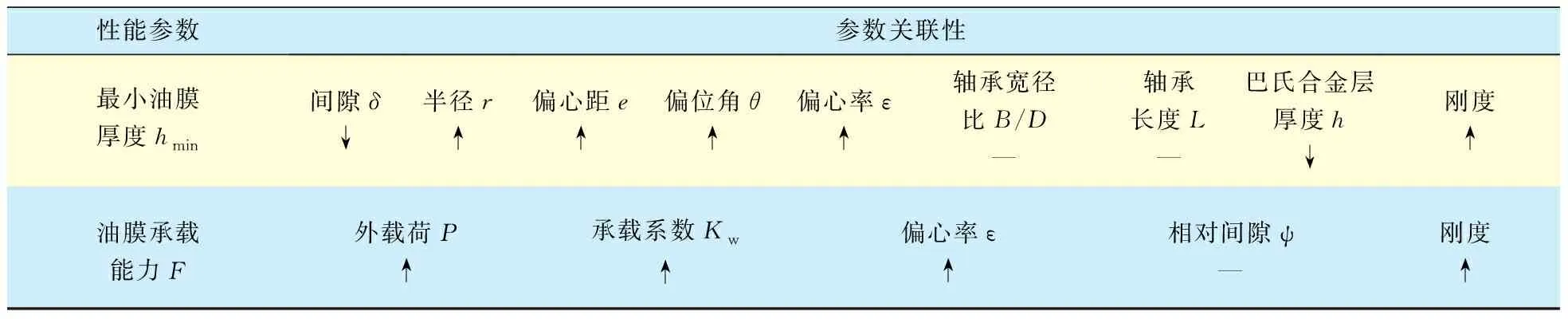
表2 潤滑油膜性能參數間關聯性
為了進一步改善油膜軸承的潤滑性能,彌補巴氏合金蠕變對油膜潤滑的負面效應,文獻[13-16]引入磁性液體潤滑,構建了磁性液體潤滑油膜軸承數學模型,結合軸承外加磁場設計(圖5),研究了磁性液體軸承潤滑特性,獲得磁性液體潤滑油膜的黏度特性,給出磁性液體黏度控制策略,實現了磁性液體潤滑油膜模擬和磁流固多場耦合模擬,分析了磁性液體潤滑性能,開發了磁性液體潤滑油膜分析系統。通過動態調節磁場強度,控制潤滑油黏度和承載能力,以期保證在低速重載工況下潤滑油膜的完整性和穩定性。
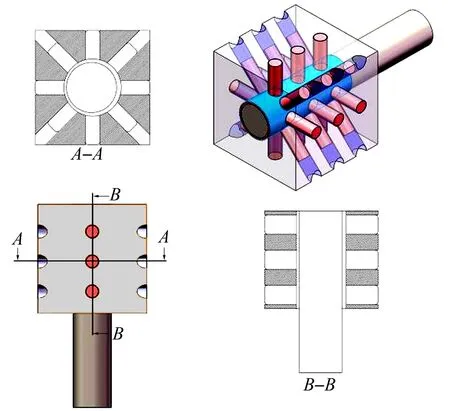
圖5 磁性液體潤滑和外磁場設計
以上磁性液體潤滑研究進一步拓展了磁性液體在軸承潤滑中的應用,發展了油膜軸承潤滑理論;但目前磁性液體潤滑仍處于理論與試驗研究階段,如何制備適用不同實際工況,尤其是極端工況和特殊環境下的鐵磁性液體是磁性液體潤滑研究不可回避的重要前提。另外,磁性液體工作時隨著外磁場強度的增加,磁性液體的高飽和磁化強度與潤滑油膜的穩定性之間呈現相互制約的關系,這也是磁性液體潤滑研究必須考慮的問題。
2.2 蠕變理論
油膜軸承巴氏合金具有良好的順應性和耐磨性,但合金熔點較低,當軸承工作溫度超過0.3Tm(Tm為材料熔點)時,材料會發生不同程度的蠕變效應,且合金蠕變與油膜厚度達到同一量級,會對油膜的潤滑性能造成不可忽略的影響。
國內外學者針對金屬材料的蠕變性能進行了許多研究:文獻[17]建立了鎳基單晶高溫合金蠕變行為的相場模型,文獻[18]提出了一種球壓痕蠕變試驗解析提取諾頓定律蠕變指數和系數的方法,文獻[19]研究了鎳基合金的擴散焊接件及其蠕變行為。然而,針對巴氏合金蠕變的研究相對匱乏,巴氏合金蠕變特性、使用壽命、厚度優化等問題尚需相關理論的支撐。
文獻[4]開展了大量的巴氏合金蠕變研究,提出了油膜軸承蠕變理論;文獻[20-21]基于襯套巴氏合金蠕變試驗得到巴氏合金蠕變力學性能,建立了穩態蠕變本構方程。上述研究基于襯套結構及受力特點,開發非均勻載荷條件下厚壁圓筒穩態蠕變應力算法,得到蠕變應力與結構尺寸的變化規律,給出了最大蠕變應力位置;構建巴氏合金蠕變壽命計算和評估模型,實現油膜軸承蠕變壽命預測,并編制蠕變壽命預測軟件(圖6);提出襯套厚度優化方法,為全面描述油膜軸承應力狀態以及結構優化提供了理論基礎和技術支撐,進一步發展了現代油膜軸承理論與技術。

圖6 蠕變壽命預測軟件界面
以上工作主要針對SnSb11Cu6巴氏合金的蠕變進行研究,隨著新材料、新工藝的發展,需進一步對其他型號巴氏合金的蠕變特性進行系統的研究。在實際應用中,特定成分的巴氏合金需要堆焊等工藝處理,巴氏合金組織的變化也會影響其蠕變性能。油膜軸承工作時的油膜壓力、熱應力等動態載荷以及溫度升高、彈性變形等都會對巴氏合金的蠕變特性產生重要影響。此外,疲勞和蠕變等多種因素的交互作用,均會影響巴氏合金的承載特性和油膜軸承的服役壽命。
2.3 結合強度理論
油膜軸承在實際運行過程中,除少數裝配或運行過程中的操作失誤,大多數軸承失效均為襯套巴氏合金與鋼基體的結合性能不良導致。為了避免給企業造成不必要的經濟損失,如何提高襯套結合性能成為急需解決的問題。
國內外學者針對復合材料界面應力場,結合性能表征等方面開展了研究:文獻[22]基于BOGY特征值方程研究了雙材料界面應力奇異性發生的幾何條件,文獻[23]基于Gurtin-Murdoch理論研究了III型裂紋附近的應力和位移的奇異性,文獻[24]采用邊界元法研究了不同材料三維節理應力奇異線上奇異點附近的應力場特征。由于不同金屬間界面機理復雜,至今缺乏不同材料制備工藝中界面結合應力計算的通用理論模型。
文獻[2]通過對油膜軸承結合特性開展研究,提出了油膜軸承結合強度理論。該研究基于襯套結合界面的特點,綜合考慮油膜溫度和壓力的影響,建立界面端奇異性應力場模型,得到界面端應力分布;針對襯套加工過程中基體掛金結構特征,建立了界面角點奇異性應力場模型,得到最佳界面端形狀,給出掛金結構特征對于油膜軸承界面奇異性應力場的影響規律,為襯套設計加工提供了科學依據。
文獻[25-26]基于滑動軸承雙金屬結合強度破壞性試驗準則,構建了材料結合界面的力學模型,根據端面結合界面奇異性應力場,建立了空心圓柱外側界面端的奇異性應力場模型,得到了界面應力在溫度載荷和外力載荷下的變化規律;基于內聚力單元的裂紋理論,得到奇異性應力場與結合性能的多維度關聯,為合金成分、合金覆層厚度優化提供了技術指導。
文獻[27]以襯套巴氏合金為研究對象,通過分子動力學方法研究巴氏合金與鋼體過渡層及合金層界面結合性能間的關系(圖7)。該研究通過構建計算襯套過渡層分子模型,得到過渡層和合金層厚度對結合性能的作用規律;開發合金成分和覆層厚度的評價與優化技術,確定了最佳過渡層厚度和合金層厚度;通過不同工藝的界面結構能量對比,證實了采用焊接技術有助于解決離心澆鑄時結合強度偏低的問題,為巴氏合金結合工藝從離心澆鑄向焊接工藝的技術升級提供了理論依據。

圖7 界面結構模型與界面結合能的分布
盡管以上研究內容為油膜軸承的設計與加工提供了理論基礎,但更加精確地定量評價界面的結合受力情況時,界面端應力的理論算法仍需進一步完善。比如,基于界面奇異性應力反求層狀金屬復合結構在最小奇異性應力時相鄰材料的最優屬性參數,進而查詢與之最為匹配的材料類型,對襯套合金和覆層厚度的優化給出理論依據;考慮結合材料界面端的破壞形式,判斷何種形式的破壞最先發生,根據奇異性應力的變化趨勢研究微裂紋的萌生和擴展規律,將其納入界面結合性能的評價依據。
3 油膜軸承結合工藝與檢測技術
油膜軸承襯套由鋼基體與錫基巴氏合金組成。當承受較大的沖擊載荷時,巴氏合金極有可能因結合強度不足而導致脫落損壞,合金與基體的結合性能成為評價襯套質量的重要因素。襯套雙金屬最初常用的結合方式為靜止澆鑄,巴氏合金硬質相在澆鑄過程中極易因重力在底部沉積,導致組織分布嚴重不均。將工藝改進為離心澆鑄,一定程度上緩解了硬質相沉積的現象,但離心澆鑄產生的組織粗大和偏析現象卻無法完全避免,為了增加巴氏合金與鋼基體的結合性能,澆鑄前需要在鋼基體上鍍一層錫。然而,離心澆鑄在實際加工過程中會造成較大的巴氏合金余量,導致原料利用率偏低和生產制造成本增加。
隨著各種結合工藝的廣泛應用,國內外學者開展了不同新型工藝的合金組織性能研究:文獻[28]研究了激光熔覆增材制造的各向異性表征方法;文獻[29]通過熔化極惰性氣體保護焊(MIG焊)在中碳鋼表面焊接巴氏合金,并研究了其界面微觀組織;文獻[30]通過火焰噴涂和電弧噴涂比較了離心澆鑄工藝的微觀組織及摩擦特性;文獻[31]利用熱噴涂工藝制備巴氏合金涂層,研究了其組織相分布。
針對巴氏合金離心澆鑄存在成分偏析和致密性不夠的缺陷,文獻[32]通過MIG焊、埋弧焊、激光熔覆等工藝在鋼基體上制備巴氏合金,對比不同工藝下巴氏合金與鋼基體的結合組織(圖8),分析了不同工藝對巴氏合金結合特征與元素分布的影響;文獻[33]結合摩擦磨損試驗,研究了不同工藝下巴氏合金的摩擦學特性。

(a)埋弧焊接
基于油膜軸承結合強度理論,通過不同工藝對比研究發現,相比離心澆鑄工藝,巴氏合金焊接工藝技術不同程度地提高了結合強度。其中,MIG焊提高約40%,埋弧焊提高約80%,激光熔覆提高約110%,原材料利用率提高1倍以上[32],降低了生產制造成本,實現了智能制造和精密加工,促進了油膜軸承系列產品的高端化進程(圖9)。

圖9 油膜軸承檢測與制造技術
油膜軸承制造水平已實現高度自動化,文獻[34]根據襯套和錐套的結構特點,設計了專用工裝胎具和測量工具,一次裝夾即可完成加工和在線檢測,保證了零件的幾何精度;通過開發整機無損探傷技術,實現整機結合性能無損在線智能評價,有效地保證了產品質量。通過研制油膜軸承專用加工檢測工具,實現了油膜軸承高精度、高效率的加工制造,解決了大型薄壁環狀零件難以精確加工和檢測的難題。
結合襯套和錐套的薄壁特點,進一步優化了傳統的車削加工工藝,研制了專用夾具,開發了整機鏡面磨削技術,結合上述專用加工檢測裝置,統一了尺寸精度,實現了大型薄壁環狀零件的可控加工。
目前巴氏合金與鋼基體的結合工藝已向多元化發展,不同工藝的研究仍處于宏觀力學性能測試與微觀界面表征階段,尚未形成結合工藝的檢測規范或標準。另外,不同工藝在典型應用場合的適用性也是結合工藝需要關注的研究點。
4 油膜軸承試驗與中試技術
隨著主機設備朝著大載荷、高轉速的方向發展,油膜軸承的運行穩定性嚴重影響著產品質量和安全生產,開發準確高效的數據采集運行系統顯得極為迫切。油膜軸承臺架試驗平臺是研究潤滑理論的基礎平臺,是完善油膜軸承潤滑理論,開發新產品、新工藝的重要手段,也為產品研發、檢測、試驗、中試提供硬件支持。
國內許多高校相繼開發了各類滑動軸承試驗裝置,通常主要用于科學試驗研究:文獻[35]研發了高速水潤滑動靜壓支承軸承-轉子系統試驗臺,文獻[36]研發了超磁致伸縮驅動器止推油膜軸承試驗臺,文獻[37]研發了動靜壓軸承試驗臺,文獻[38]研制了水潤滑動密封軸承試驗臺等。隨著高端裝備對軸承國產化的迫切需求,高端軸承工業試驗與中試平臺的研制仍然迫在眉睫。
文獻[39-41]基于油膜軸承潤滑理論和運行工況,采用模塊化設計理念,研制了機電液氣控一體化的大型油膜軸承綜合試驗與中試平臺(圖10),實現了動靜壓協同控制,發展了臺架試驗技術,為各類油膜軸承技術研發、新產品測試與工業化中試提供了堅實的平臺保障。

圖10 大型油膜軸承綜合試驗與中試平臺
經過多年的技術創新,基于該試驗與中試平臺開發了智能聯動控制系統,通過各子系統的聯動控制,實現了運行狀態的智能識別。開發了油膜特性參數的多傳感器智能測試技術,實現了油膜溫度場、壓力場和運行軌跡的實時測量和監控,為樣機測試和新產品開發提供了全面的數據支持。同時開發數據采集與監測控制系統,融合大數據和物聯網技術,基于數據智能采集與遠程監控系統,實現數據采集、遠程控制、故障智能診斷和決策,拓展了智能制造技術在油膜軸承的應用[42-43]。
5 結束語
本文總結了油膜軸承結構設計、磁性液體潤滑理論、蠕變理論、結合強度理論、結合工藝與檢測技術及試驗與中試技術的研究現狀,并結合油膜軸承在結構設計、理論研究與技術發展方面存在的問題提出了油膜軸承未來的研究方向:需要深化基礎理論研究,綜合應用智能制造技術,以發揮油膜軸承的產品特點和獨特優勢,進而拓展油膜軸承的應用領域。
猜你喜歡
體育科技文獻通報(2022年3期)2022-05-23 13:46:54
遼金歷史與考古(2021年0期)2021-07-29 01:06:54
當代陜西(2020年13期)2020-08-24 08:22:02
科技傳播(2019年22期)2020-01-14 03:06:54
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
民用飛機設計與研究(2019年4期)2019-05-21 07:21:24
制造技術與機床(2017年5期)2018-01-19 02:49:17
濰坊學院學報(2016年2期)2016-12-01 13:00:11
銅業工程(2015年4期)2015-12-29 02:48:39