復(fù)合噴丸對(duì)2024-T3鋁合金表面形貌及殘余應(yīng)力影響機(jī)制
2022-08-18 08:30:22韓明剛周利娟王子昱張龍波宋彥嶠
機(jī)械制造與自動(dòng)化 2022年4期
韓明剛,周利娟,王子昱,張龍波,宋彥嶠
(1. 咸陽(yáng)職業(yè)技術(shù)學(xué)院 機(jī)電學(xué)院,陜西 西安 712000;2. 中航西飛漢中航空零組件制造有限公司,陜西 漢中 723000;3. 南京航空航天大學(xué) a. 機(jī)電學(xué)院; b. 航空學(xué)院; 江蘇 南京 210016)
0 引言
噴丸作為一種表面處理方法,可顯著提高工件的疲勞壽命[1]。復(fù)合噴丸是指在一次噴丸的基礎(chǔ)上,采用小尺寸彈丸對(duì)材料表面再次進(jìn)行噴丸,從而使工件獲得更好的殘余壓應(yīng)力場(chǎng)和表面形貌的一種表面處理方式[2]。
李克等[3]研究表明復(fù)合噴丸后使材料表面質(zhì)量提高,材料表面更加細(xì)密均勻。華程等[4]研究了單次噴丸和復(fù)合噴丸工藝下材料表面形貌、表面粗糙度、殘余應(yīng)力場(chǎng)的分布特征,研究表明復(fù)合噴丸能夠獲得更平整的表面形貌和表面粗糙度。陳天運(yùn)等[5]研究了噴丸對(duì)材料疲勞性能的影響,研究發(fā)現(xiàn)復(fù)合噴丸改善了表面粗糙度,抑制了加工刀痕,使零件疲勞強(qiáng)度極限值較未噴丸零件提高了37%,提高了零件抗疲勞斷裂的能力。梁若等[6]采用有限元方法建立了復(fù)合噴丸周期性有限元模型,發(fā)現(xiàn)復(fù)合噴丸使材料表面殘余應(yīng)力更加均勻。
本文以2024-T3鋁合金為研究對(duì)象,研究一次噴丸和二次噴丸工藝對(duì)材料的表面形貌特征、殘余應(yīng)力的分布以及等效塑性應(yīng)變的影響規(guī)律,為后續(xù)進(jìn)一步研究材料性能提供依據(jù)。
1 試驗(yàn)材料與有限元模型
1.1 試驗(yàn)材料與方案
試驗(yàn)材料選用2024-T3鋁合金,其彈性模量為71GPa,泊松比為0.33,密度為2.77g/cm3。
噴丸屬于高應(yīng)變率問(wèn)題,因此對(duì)材料塑性行為采用Johnson-Cook進(jìn)行描述,如式(1)[7]所示,其具體參數(shù)如表1[8]所示。

表1 2024-T3 Johnson-Cook 本構(gòu)模型參數(shù)
(1)

表2列出了仿真方案,其中一次噴丸直徑分別為0.6mm、1.2mm與1.8mm,復(fù)合噴丸(本文選用二次噴丸)采用0.3mm彈丸進(jìn)行光整噴丸。
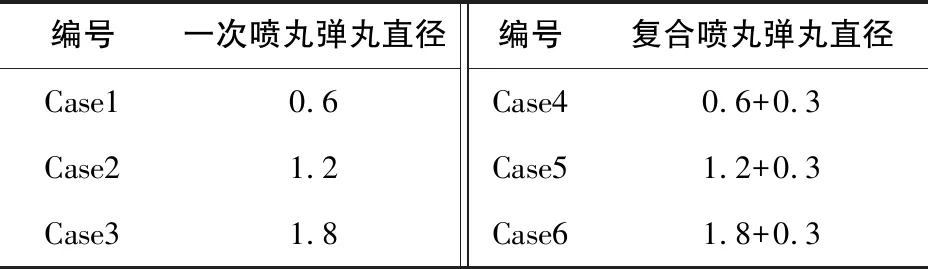
表2 仿真實(shí)驗(yàn)方案 單位:mm
在噴丸仿真中,噴丸壓力與流量分別為0.4MPa與10kg/min。根據(jù)式(2)[9]計(jì)算當(dāng)前工藝下彈丸速度匯總于表3中。

表3 仿真彈丸速度
(2)
式中:v為彈丸速度,m·s-1;P為噴丸壓力,0.1MPa;qm為噴丸流量,kg/min;d為彈丸直徑,mm。
1.2 隨機(jī)彈丸建模方法
為了保證仿真與實(shí)際噴丸更為接近,采用隨機(jī)彈丸法進(jìn)行建模,計(jì)算單彈丸凹坑直徑,根據(jù)凹坑直徑計(jì)算0.6mm×0.6mm正方形區(qū)域內(nèi),覆蓋率為97%以上彈丸所需數(shù)量,并采用統(tǒng)計(jì)學(xué)方法選擇不同工況下彈丸數(shù)量的中位值,最終確定彈丸個(gè)數(shù),彈丸生成邏輯如圖1所示,彈丸個(gè)數(shù)和覆蓋率見(jiàn)表4。
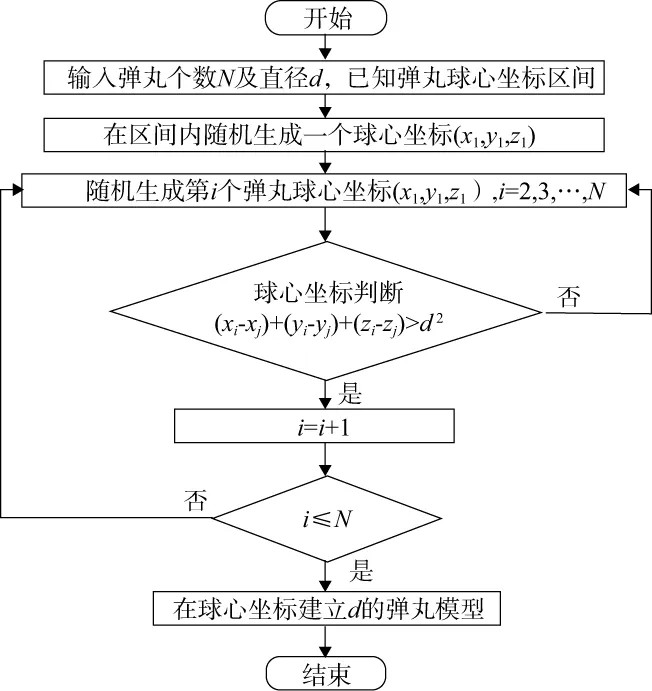
圖1 隨機(jī)彈丸生成流程圖

表4 彈丸個(gè)數(shù)及覆蓋率
1.3 有限元模型
根據(jù)1.2節(jié)所述方法,一次噴丸與二次噴丸建模如圖2所示。為了進(jìn)一步保證有限元模型計(jì)算的準(zhǔn)確性,在應(yīng)力梯度較大區(qū)域進(jìn)行了網(wǎng)格二次加密,網(wǎng)格最小尺寸為0.01mm,單元類型采用C3D8R,摩擦系數(shù)采用0.05。彈丸設(shè)置為剛體,基體整體尺寸為6mm×6mm×6mm立方體,且底部自由度全部約束。

圖2 有限元模型
2 結(jié)果與討論
2.1 復(fù)合噴丸下表面形貌演變規(guī)律
圖3為一次噴丸與二次噴丸工藝下表面形貌等高線圖。從圖中可以看出,在一次噴丸中,隨著彈丸尺寸的增大,其等高線分布更加稀疏,這意味著彈坑也就更加顯著,且彈坑更深,從25μm增加至58μm;在二次噴丸后,材料表面形貌更加復(fù)雜,尤其是當(dāng)一次噴丸彈丸尺寸分別為1.2mm與1.8mm時(shí),二次噴丸有明顯的表面形貌變化,然而0.6mm彈丸表面形貌變化并不顯著。
為進(jìn)一步說(shuō)明一次噴丸與二次噴丸表面形貌變化規(guī)律,提取表面中心位置高度曲線進(jìn)行對(duì)比分析(圖3)。如圖3(a)所示,當(dāng)彈丸尺寸為0.6mm時(shí),經(jīng)0.3mm小彈丸二次噴丸后,其表面高度變化不大,而1.2mm與1.8mm彈丸經(jīng)二次噴丸后期高度有所下降,在10μm以內(nèi)。結(jié)合圖3與圖4,二次噴丸有對(duì)表面形貌有一定的改善作用,但其效果并不十分顯著,這可能是由于覆蓋率較低所導(dǎo)致的。
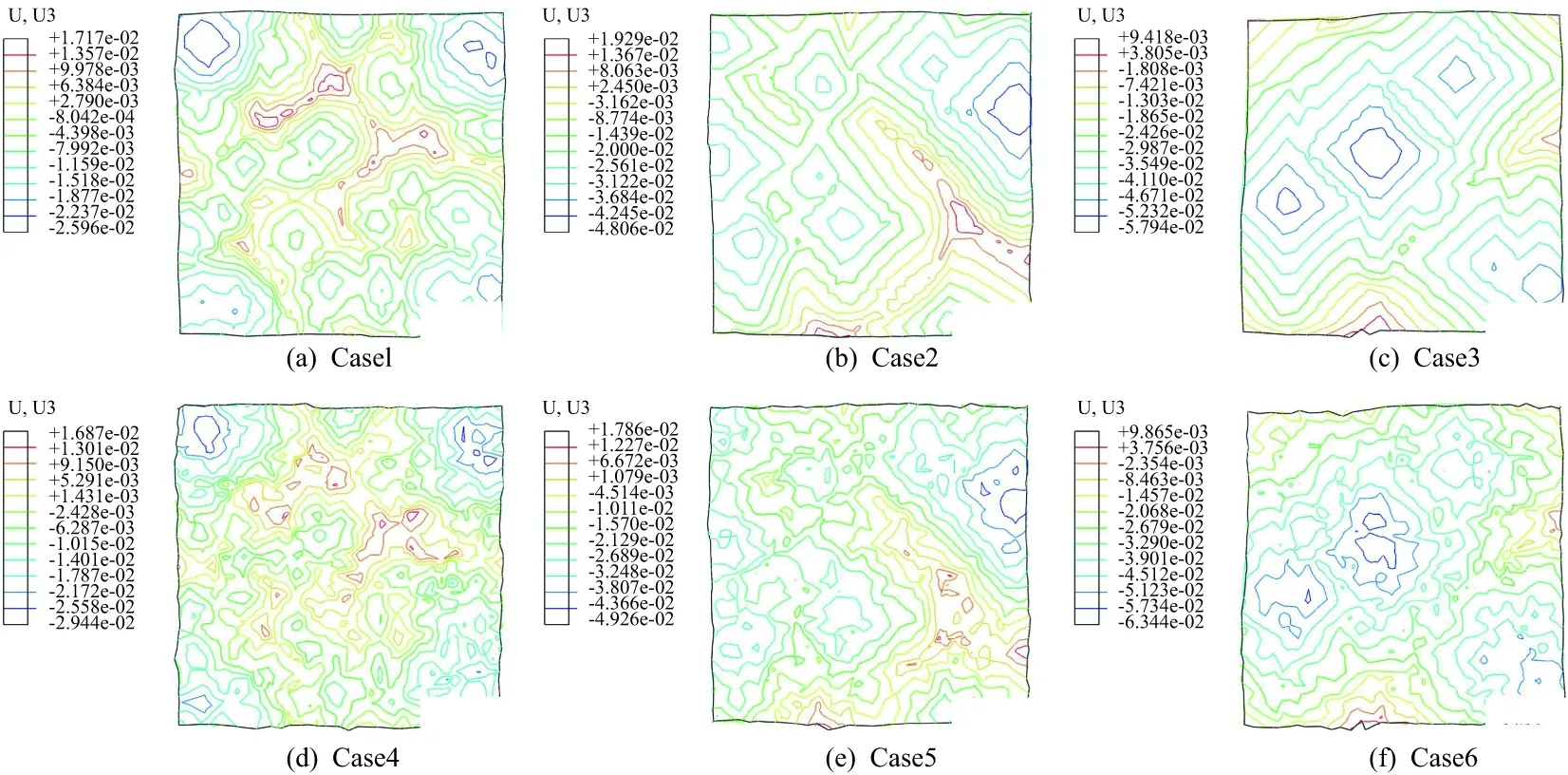
圖3 一次噴丸與二次噴丸工藝下表面形貌等高線圖
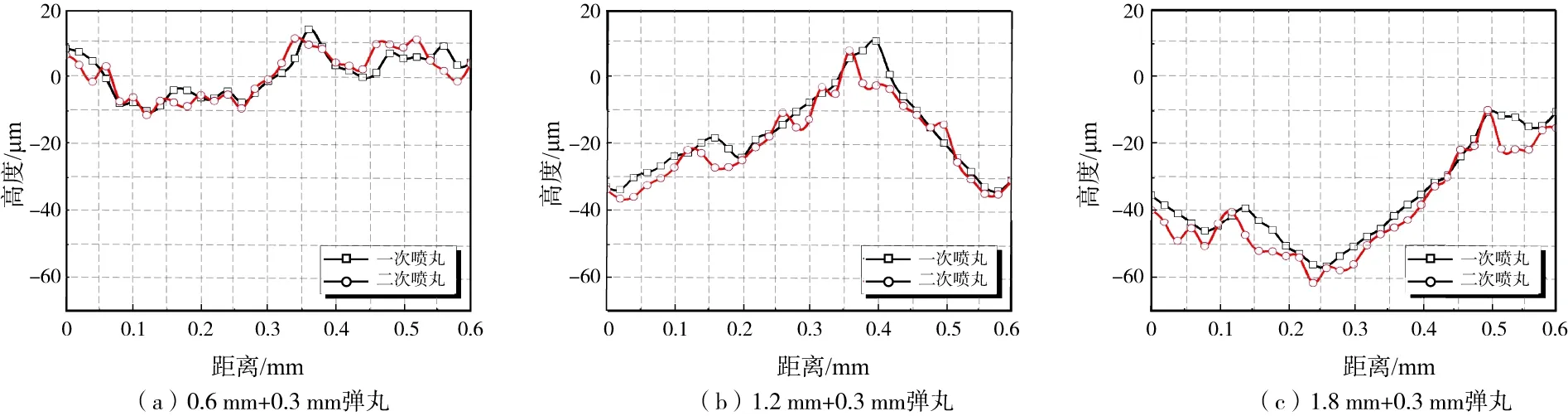
圖4 一次噴丸與二次噴丸表面中心位置高度曲線
2.2 復(fù)合噴丸下材料內(nèi)PEEQ分布規(guī)律
圖5為一次噴丸與二次噴丸工藝下等效塑性應(yīng)變(PEEQ)分布云圖。從圖中可以看出,隨著彈丸尺寸的增加,塑性變形層深度明顯增加。然而,當(dāng)彈丸尺寸較小時(shí)(0.6mm與1.2mm),材料表層塑性應(yīng)變分布并不均勻,局部塑性應(yīng)變較大。這是由于覆蓋率相同的情況下,小彈丸需要更多的彈丸個(gè)數(shù),可能導(dǎo)致同一位置處彈丸撞擊次數(shù)較多,材料塑性變形累積較大。經(jīng)二次噴丸后,材料表層塑性變形更加均勻。然而在0.6mm與0.3mm復(fù)合噴丸下,材料表面局部仍存在較大的塑性變形區(qū)域,并沒(méi)有在二次噴丸后得到改善。
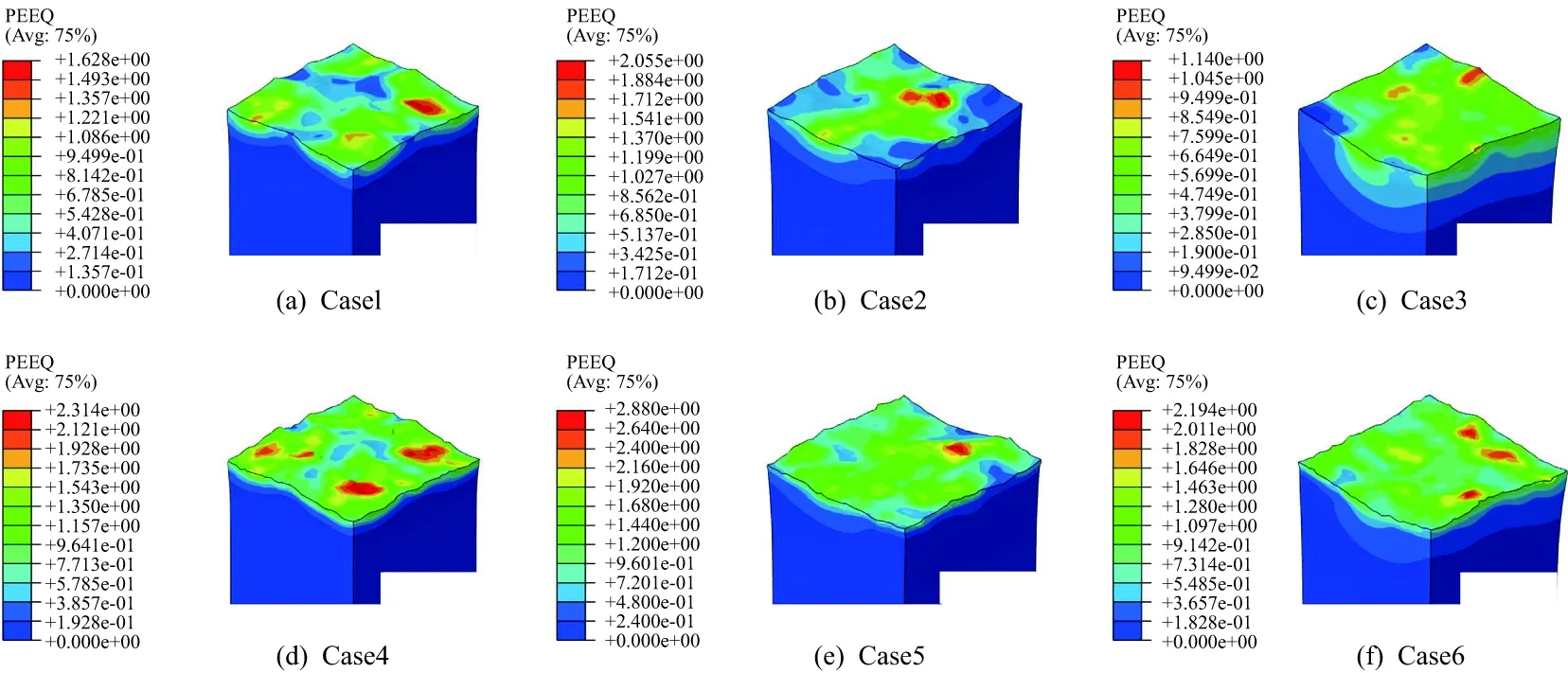
圖5 一次噴丸與二次噴丸工藝下PEEQ分布云圖
圖6進(jìn)一步揭示了一次噴丸與二次噴丸工藝下沿深度方向PEEQ分布規(guī)律。從圖6中可以看出,噴丸后材料表面出現(xiàn)明顯的塑性變形層,且隨著深度的增加,塑性變形減小;在相同位置處,隨著彈丸尺寸的增加,塑性變形更大;二次噴丸后,在材料的近表層塑性應(yīng)變明顯增大。這是由于二次噴丸塑性應(yīng)變累積所導(dǎo)致。然而,隨著深度的增加,一次噴丸和二次噴丸塑性應(yīng)變基本趨于一致,說(shuō)明二次噴丸對(duì)材料內(nèi)塑性應(yīng)變的影響較小。
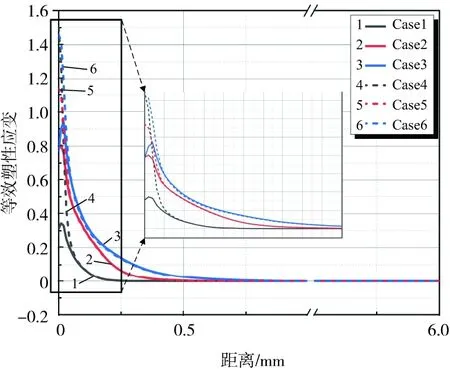
圖6 一次噴丸與二次噴丸工藝下沿深度方向PEEQ分布曲線
圖7與圖8進(jìn)一步給出了一次噴丸與二次噴丸工藝下PEEQ深度與最大值。從圖7中可以看出,當(dāng)彈丸尺寸分別為0.6mm、1.2mm.1.8mm時(shí),塑性應(yīng)變層深度分別為0.356mm、0.668mm、1.040mm,基本呈現(xiàn)出線性增加規(guī)律。然而,塑性應(yīng)變層深度在二次噴丸作用下沒(méi)有發(fā)生改變,因此塑性應(yīng)變層深度主要取決于一次噴丸的彈丸尺寸大小。此外,從圖8可知,無(wú)論是一次噴丸還是二次噴丸,材料內(nèi)PEEQ變化并沒(méi)有顯著規(guī)律。這主要是由于彈丸隨機(jī)撞擊導(dǎo)致。
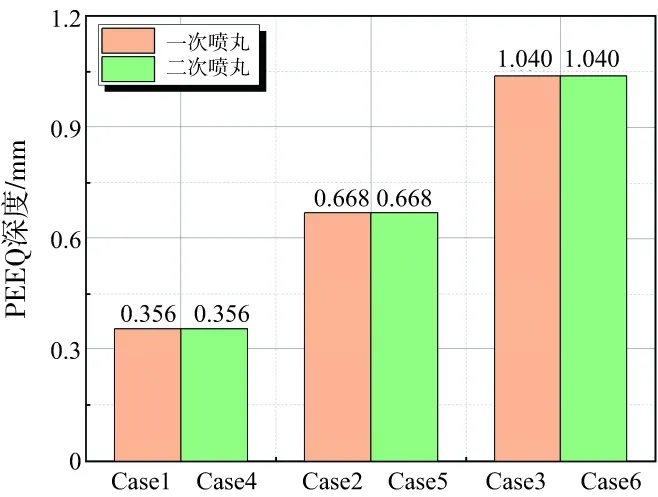
圖7 一次噴丸與二次噴丸工藝下PEEQ深度
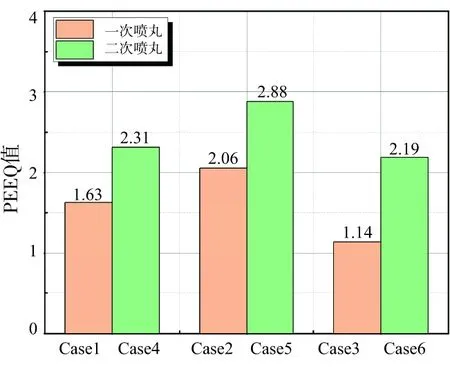
圖8 一次噴丸與二次噴丸工藝下最大PEEQ值
2.3 復(fù)合噴丸下材料內(nèi)殘余應(yīng)力分布規(guī)律
圖9為一次噴丸與二次噴丸工藝下金屬表面殘余應(yīng)力分布云圖。由圖可知,隨著彈丸尺寸的增加,殘余壓應(yīng)力層深度顯著增加,這與先前的研究一致,而內(nèi)部殘余應(yīng)力在隨機(jī)彈丸的撞擊下呈現(xiàn)不均勻分布,在二次噴丸作用下,材料表面殘余應(yīng)力基本為壓應(yīng)力,相較于一次噴丸,應(yīng)力分布更加均勻。圖10進(jìn)一步揭示了殘余應(yīng)力沿深度方向的分布規(guī)律。從圖中可以看出,在噴丸作用下,材料表層整體呈現(xiàn)殘余壓應(yīng)力,內(nèi)部為拉應(yīng)力,而材料內(nèi)殘余應(yīng)力的分布主要取決于一次噴丸(即大彈丸作用)。當(dāng)彈丸尺寸為0.6mm時(shí),二次噴丸和一次噴丸殘余應(yīng)力分布基本保持一致,而當(dāng)彈丸尺寸為1.2mm與1.8mm時(shí),材料表層殘余壓應(yīng)力無(wú)顯著變化,而其內(nèi)部殘余拉應(yīng)力有略微增大的趨勢(shì)。

圖9 一次噴丸與二次噴丸工藝下金屬表面殘余應(yīng)力分布云圖
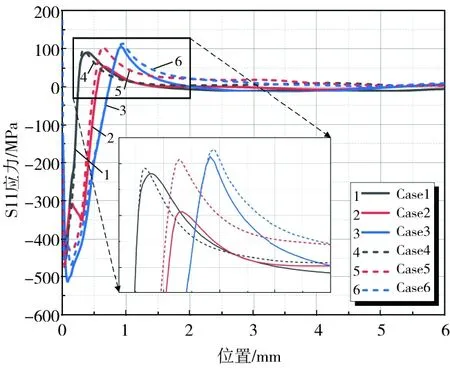
圖10 一次噴丸與二次噴丸工藝下沿深度方向平均殘余應(yīng)力曲線
圖11與圖12分別為一次噴丸與二次噴丸工藝下殘余應(yīng)力層深度與最大值。從圖11可知,彈丸尺寸從0.6mm提高至1.8mm時(shí),其殘余壓應(yīng)力層深度由0.250mm提高至0.749mm,說(shuō)明彈丸尺寸越大,其殘余壓應(yīng)力作用層更深,而二次噴丸對(duì)殘余壓應(yīng)力層并沒(méi)有顯著影響。因此,當(dāng)彈丸覆蓋率為97%以上時(shí),小彈丸更多的還是光整作用。從圖12可知,殘余壓應(yīng)力的最大值并沒(méi)有展現(xiàn)出很好的規(guī)律性,這是由于相同覆蓋率下,因彈丸的隨機(jī)撞擊,可能導(dǎo)致相同位置處發(fā)生多次撞擊情況,因此所引起的殘余壓應(yīng)力值也并不相同。
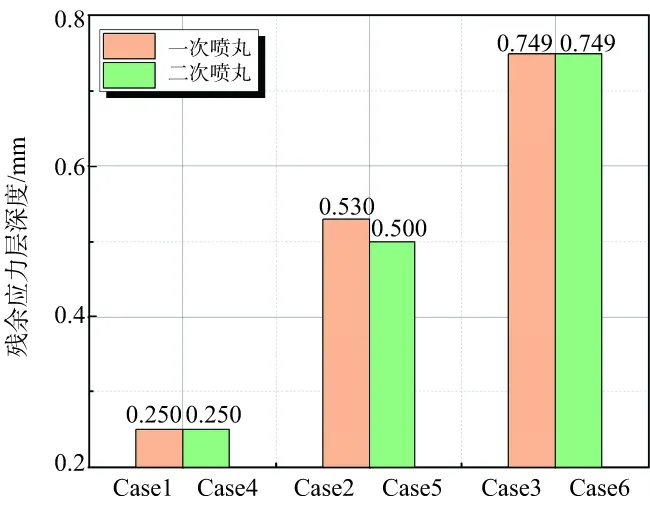
圖11 一次噴丸與二次噴丸工藝下殘余壓應(yīng)力層深度

圖12 一次噴丸與二次噴丸工藝下最大殘余壓應(yīng)力
3 結(jié)語(yǔ)
本文以2024-T3鋁合金為研究對(duì)象,研究了一次噴丸與二次噴丸下材料表面形貌及內(nèi)部殘余應(yīng)力與塑性應(yīng)變演變規(guī)律,結(jié)論如下:
1)相比于一次噴丸,二次噴丸可在一定程度上降低材料表面粗糙度,但在彈丸覆蓋率為97%~100%時(shí),這種改善作用并不顯著;
2)隨著彈丸尺寸增加,塑性應(yīng)變層深度加大,在二次噴丸下,材料表面塑性應(yīng)變會(huì)進(jìn)一步累積,且塑性應(yīng)變分布更均勻;但當(dāng)深度超過(guò)一定值后,二次噴丸對(duì)材料內(nèi)塑性應(yīng)變分布基本沒(méi)有影響;
3)噴丸后材料內(nèi)殘余應(yīng)力的深度隨著彈丸尺寸增大顯著增加,二次噴丸材料內(nèi)應(yīng)力分布不變,當(dāng)覆蓋率為97%~100%時(shí),二次噴丸不會(huì)導(dǎo)致更深的殘余應(yīng)力層,且在隨機(jī)彈丸的作用下,最大殘余壓應(yīng)力值并沒(méi)有出現(xiàn)明顯分布規(guī)律。
猜你喜歡
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年11期)2020-12-14 06:59:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年12期)2018-08-26 06:03:48
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
機(jī)械工程師(2015年10期)2015-02-02 01:14:03
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
機(jī)電產(chǎn)品開(kāi)發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24