超大展館超窄線型燈的安裝及其燈光效果技術研究
2022-08-20 07:34:48黃佳麗上海市建筑裝飾工程集團有限公司上海200072
建筑科技 2022年2期
黃佳麗(上海市建筑裝飾工程集團有限公司,上海 200072)
1 工程概況
某館作為上海市政府十三五期間建設的一座重要大型科普場館。主展區分為“家園”“宇宙”“征程”三個緊密相聯的大型展區。
空間意象:時空區域的空間意象是由宇宙大爆炸展開的時空之網而來的,時間、空間、光都由此誕生,因此時空區域的視覺表達傳遞的是時空的維度概念,從空間表現形式來看,由經緯線構成的網狀結構覆蓋了整個區域。
經緯結構:時空區的立面與頂面由超細發光線性燈條組成的經緯結構,經緯格框間穿插排布了圖文燈箱、顯示屏、媒體展示面、立體展柜等。其中本項目難度最高的部分就是發光的經緯結構,如何將經緯的形成沒有斷面?如何實現懸空的感覺同時還要考慮超窄發光面的安裝技術?經過充分的研究和試驗,一套可執行且效果完美超細發光線型燈的方案。
2 特點難點分析
宇宙由看得見的物質和看不見的暗物質暗能量組成,天文館的展示空間恰好對應這個構成,展品展項對應了“看得見的物質”,而容納展品展項的空間就好比這“暗物質”,因此整個天文館的基調是“暗”的,象征了浩瀚的宇宙與天體之間的關系。
暗環境的考驗在暗環境中體現單一展品的“亮”是容易實現的,但是將體量龐大、數量眾多的展品展項聚集到一起的時候,要維持暗環境且體現空間環境氣氛則是難題了。同時線型燈的無斷點,超窄線型燈也是一個難點,這個也是保障燈光效果的因素。
3 技術分析
對于線型燈的效果,采取了幾個方面優化。第一保證整個設計效果為地坪留縫與線型燈發光面上下跟通設計,則線型燈發光面的寬度不能超過 3 m。為了減少整體線型燈的寬度,進行燈窄邊考慮,同時考慮到光源等因素,最后選用寬邊為 11 mm 其中發光面為 3 mm,深度為 11 mm 的線型燈。此方法是優化線型燈的寬度。
第二為了保證與線型燈總寬度一致,最后選用 40 mm×10 mm×1.5 mm 鋼架進行連接固定。若鋼架寬度超過線型燈的寬度,會引起整體立面上的不美觀。若鋼架寬度窄于線型燈的寬度,會引起整體線型燈的不穩定性,此方法是對懸空鋼架的優化。
第三為了解決線型燈的安裝形式,不影響燈具的外觀同時考慮到燈具的牢固,最后選用螺絲緊固、硅膠封閉連接。在直線燈座居中位置采用螺絲與鋼架連接,間距 200 mm,陽角燈座與陰角燈座交每 200 mm 間距螺絲交叉固。在燈座邊緣位置采用硅膠封閉。燈具在與鋼架之間通過磁吸的形式進行固定,磁鐵與燈座卡槽內采用 502 膠水固定。磁鐵條長度 20 mm,在懸空感鋼架間距每 800 mm 長度中均分放置6 個磁條,磁鐵條在安裝時起到調平調直作用。安裝節點如圖 1 所示。
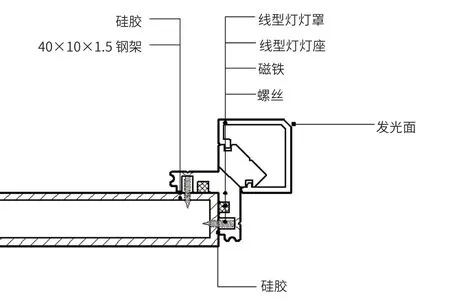
圖1 陽角線型燈安裝節點圖
第四因燈光發光面窄、上下線全部跟通,就設計了幾款不同的燈罩安裝形式:十字切割安裝、T 字切割安裝、L 字切割安裝、陽角切割安裝,陰角切割安裝,通過不同位置的區域設計出不同線型燈的安裝組合形式。
在陰陽角與橫向結合節點處采用切割燈罩,在切口位置會存在剪切毛刺,輕微扭曲,故切割處均會使用銼刀打磨平整后進行燈罩安裝。切割燈罩所使用的工具有:頂切鉗、斜口鉗、小臺鋸、銼刀,如圖 2 所示。

圖2 燈罩切口劃線工具
4 施工工藝
大量采用 LED 線型燈,根據燈具的外型尺寸、安裝部位、安裝形式確定固定方式。根據燈具的具體重量經過認真核算,該效果的的墻面和頂面的經緯線龍骨均采用80mm×60 mm 鍍鋅方管型材制做支架,做好后,根據燈具的安裝位置,用預埋件或用脹管螺栓把支架固定牢固。附和光纖燈的龍骨采用框架型材為 10 mm×40 mm 的中空不銹鋼,間格為 800 mm×800 mm 正方形(每格有 1 ~ 3 mm細微偏差)。涉及到的交界面除了平面外還有陰角面和陽角面。完整的框架從線條燈的系列直至配件上,精確到每個細節處理。此框架結構既保證了對于 4.1 m 隔墻的穩定性,同時也保證了懸空超窄發光面的效果。線型燈節點如圖 4所示。

圖4 線型燈節點
第五施工中避免不了的偏差,有偏差就會產生漏光,則在非出現位置端蓋出線孔,配備專用鋁箔膠片以達到防止漏光作用,端蓋中間通孔作用是便于線型燈走線,如圖 3所示。
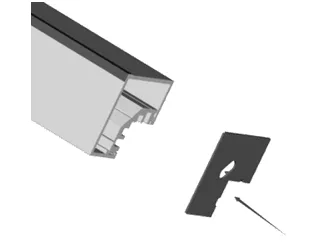
圖3 鋁箔膠片
燈體背面附磁吸條,安裝線性燈具前在裝飾單位已完成的不銹鋼龍骨結構表面焊貼薄鐵片,厚度約為 1 mm,燈具拼接完成測試后,在連接件結合位置使用緊固件固定至背面不銹鋼龍骨框架,以保證不會因為人為撕扯,導致線性燈具脫落,增加牢固性和安全性。線型燈模型如圖 5 所示。
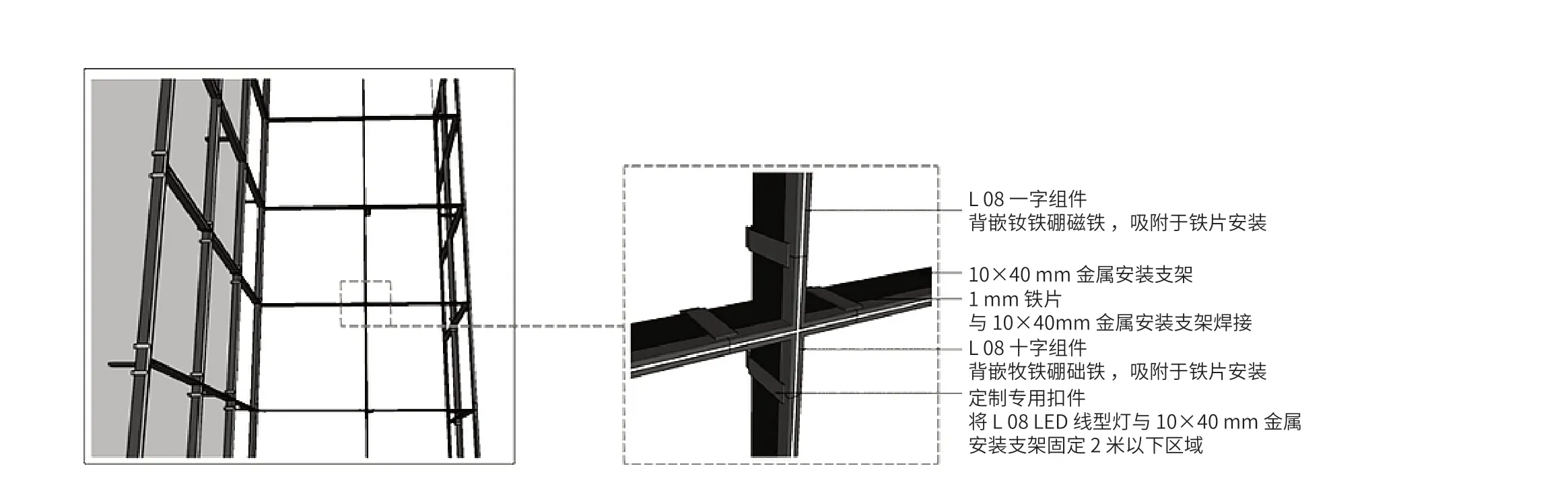
圖5 線型燈模型
然而時空空間內大量應用到線型燈,燈具超小體積斷面只有 12 mm×10 mm,出光面只有 2.5 mm。燈具安裝在鋼結構上。現場龍骨結構拼接完成后,精度偏差較大,立面高度 4 100 mm,導致誤差在 2 cm 左右,但若出光面在 1 mm 的間距時,就會出現較大的漏光面,是不能接受的。則面對燈具出光寬面才 3 mm,對安裝精度的控制考驗很大。則對切割的工具有所講究。則采用游標卡尺輔助精準測量尺寸,現場放置操作臺,針對不同位置的尺寸切割。同時一般切割工具要計算角度,切割片等的誤差值,不宜把握。針對這款燈具的面罩切割,定制了各角度的切割刀具,設置限位標尺,可精準切割。
根據現場情況,制定了超細線性燈具型材采用鋁合金材質,表面做黑色噴塑處理,發光面僅 2.5 mm,型材整體面寬 10 mm,高 12 mm,定制直線型材及連接組件共計 9款,緊固件共計 8 種,如圖 6 所示。幾種不同規格的超窄燈具,并采取一種裝配式手段來安裝實現,如圖 7 所示,避免了誤差同時也保證了整體效果的實現。
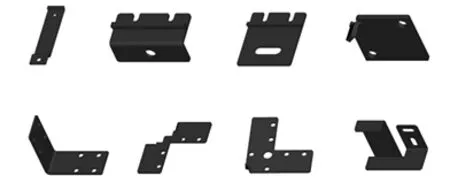
圖6 配套固定件
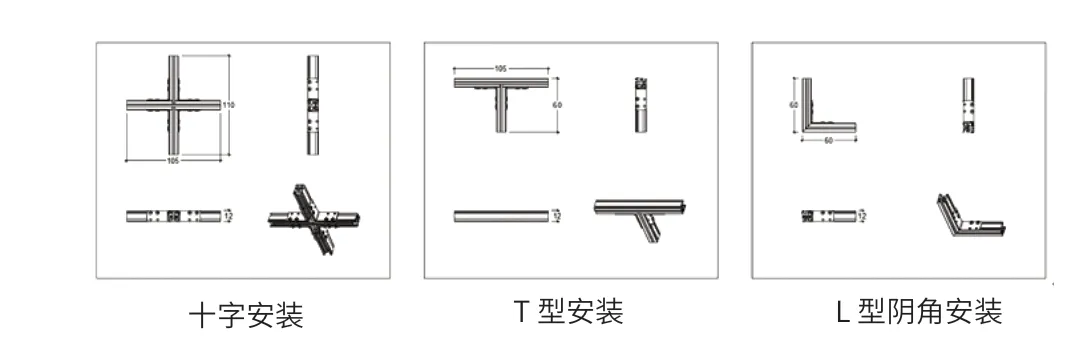
圖7 不同安裝手法
超窄線條燈具,主要分為 3 個大部件,型材底座、柔性燈板、控光面罩。在不銹鋼龍骨安裝結構表面焊貼 2 mm 厚鐵片。再安裝燈具型材底座,利用線性燈型材背后的磁吸功能,將所有型材底座的按尺寸裁切后先磁吸定位,然后按照先排經線,后排緯線,先排上部、后排下部,先排轉角、后排平面的順序依次進行定位拼合整齊后加專用結構膠固定,保證打螺絲固定時,不跑偏移位。結構膠固化后,在定位孔內打螺絲固定。同時不同位置根據實際情況制作不同形狀的燈具模塊底座,如圖 8 所示。
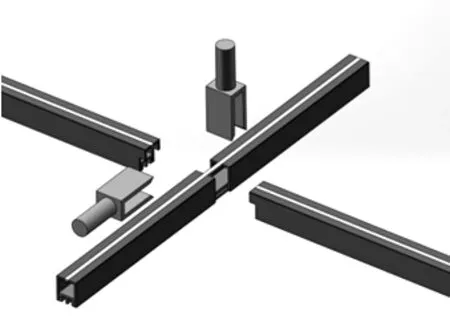
圖8 燈具安裝
一字燈具模塊底座孔位加工首先通過調節、確認角度推盤角度標識對準 90° 位,然后裝回進料擋板,調整好切割距離,注意切割時必須壓緊材料,材料與推盤必須緊密貼合,同時切割 10 cm 長度的一字燈罩安裝在底座上用于孔位位置定位,燈罩兩側面對齊鐵架兩側面,而且底座型材離垂直鐵架側面距離 ≤10 mm,接著對齊位置后用記號筆標記鉆孔位置,最后對齊記號點位,用 M 2.6 專用進行鉆孔加工。
陽角型材模塊底座孔位加工首先將型材底座貼緊鐵架方形管兩垂直面,而且底座型材離垂直鐵架側面距離 ≤10 mm(a)如圖 9 所示,后續與一字燈具模塊底座孔位加工基本一致,用對齊位置后用記號筆標記鉆孔位置,最后對齊記號點位,用 M 2.6 專用鉆頭進行鉆孔加工。陰角型材模塊底座孔位加工與陽角和一字燈具做法基本類似,造型上產生了差異。
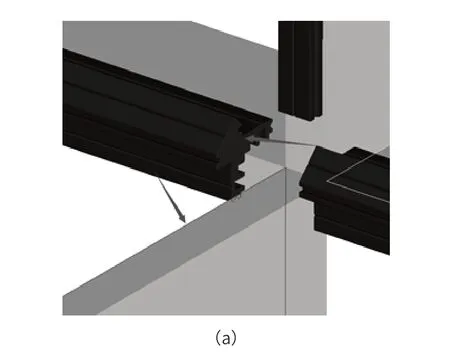
圖9 陽角型材模塊底座孔位加工
如圖 10 所示,其次對鋁材底座進行固定,每個不同型材的固定都有差異,如一字型材底座固定橫平豎直不能有扭曲,陽角陰角安裝是需要兩垂直面固定螺絲孔錯開固定(a)。
圖10 鋁材底座進行固定
其次,型材底座完成后,放置柔性燈板,整體拼搭完成后進行電源連線,24 V 電源線需剝皮后用焊錫焊連,并用熱縮套管收頭,尾線彎折入型材背部線槽內收納平整,頭燈線接入電源驅動,每完成一個回路接臨電試亮。所有電源進線點均設置在龍骨頂部,匯線盡量在結構內穿孔出線,盡量減少外漏管線。不同位置安裝光源,拼接(燈板必須粘貼平整可靠,位置準確,根據分組需要可用烙鐵焊線連接燈板)。
對線性燈燈具拼接完成,再進行接線試通測試,最后加蓋亞控光面罩。采取豎向通長從頭到底貫通,橫向按照單格單段對撞到豎向勻光面,減少因多關節拼接帶來的肉眼可見的拼縫。
所有勻光面安裝完畢,通臨電測試。仔超細線條燈的供電采用具有 DMX 512 調光功能的 150 W 電源驅動,電源驅動輸入為 220 V,輸出為 24 V,燈具頭燈線壓如電源驅動的輸出端接線柱。DMX 512 信號線做網線水晶頭插入電源驅動信號輸入及輸出端口,電源驅動之間走網線手拉手串接。控制回路單線接入光電隔離信號放大器設備,接受分控制輸出程序信號控制。
整個系統試按照“分區域、分系統施工 → 回路調試 →分區域、分系統調試 → 系統調試 → 聯合調試”的方式進行,只有單系統調試合格后才能進行多系統聯合調試。需要逐個區域細致地進行,對每個場景進行調整、驗證,以達到最佳效果,直至整個效果滿意為止。
5 結 語
通過對線型燈的燈具的外型尺寸、安裝部位、安裝形式確定固定方式,反復實驗測試,安裝模擬實驗。同時根據燈具的具體重量經過認真核算,確定固定支架的規格根據對燈具安裝位置的研究,進行超窄面不同形式的組合,達到了預想的天頂地形成網狀的效果。運用了不同光的語匯,形成了和諧與獨特的空間環境。