埋弧自動橫焊在海上風電導管架吸力桶環(huán)縫焊接的應用
2022-08-24 04:04:08羅運良李井雙
焊管 2022年8期
0 前 言
英國某海上風電導管架項目, 吸力桶部分管徑達到11.5 m, 高度約12 m, 材質為S355NL/ML, 筒體厚度為55~60 mm。 由于管徑大、 桶壁厚, 采用立式建造方案, 其環(huán)焊縫需要在橫焊位置焊接, 環(huán)焊縫周長超過30 m, 焊接量較大。 傳統(tǒng)的焊接方法是采用CO
氣體保護半自動焊, 其周期較長, 人工成本較高。 為了提高作業(yè)效率,降低作業(yè)成本, 最終選擇埋弧橫焊工藝。 但埋弧橫焊熔池要用焊劑敷埋, 焊接熔池溫度高, 橫焊位置鐵水容易下垂, 所以應用較少。 經過反復試驗摸索最終掌握了該工藝的使用要點, 完成了焊接工藝試驗, 并在項目上得以應用。
1 埋弧自動橫焊介紹
埋弧橫縫焊機是能夠完成大型 (直徑大于4.5 m) 立式筒體環(huán)縫焊接的通用自動焊接設備,按照施工方式可分為正裝埋弧自動橫焊機和倒裝埋弧自動橫焊機, 如圖1 所示。 埋弧橫焊技術在20 世紀80 年代中期引進中國, 國內從90 年代初開始自行研制出完全自主知識產權的埋弧橫焊機。 近年來, 埋弧橫焊技術及裝備在工程中的推廣應用取得良好效果, 其焊接質量好, 熔敷速度高, 綜合成本低, 具有廣闊的應用前景
。

埋弧自動橫焊可用于碳鋼、 低合金鋼、 不銹鋼、 低溫鋼及其合金的優(yōu)質焊接, 廣泛應用于石油儲罐、 LNG 罐、 LPG 儲罐、 高爐和電廠煙囪等立式筒體的焊接。 埋弧自動焊適用于中厚板的焊接,因具有焊縫成形美觀、 質量可靠、 探傷合格率高、勞動強度低和生產效率高等優(yōu)點, 在焊接工程中得到廣泛應用。 橫縫埋弧焊是埋弧自動焊的一種特殊形式, 通常采用平特性焊接電源, 等速送絲方式、直流反接, 以及較小的焊接電流、 電弧電壓和較高焊速。 在罐體類結構橫焊縫焊接中應用自動埋弧焊
, 需要解決電源、 焊劑敷灑和焊車行走問題。
在測度基本公共服務水平的前提下,進一步計算出不均等程度的指標。對于各個省份和直轄市,同樣也建立基本公共服務水平測度指標,如表2所示。
除 Buske 等[6]、Onteru 等[7]研究的 15 個基因外,還有另外12個基因,這27個基因的產物一起構成了豬繁殖性狀相關的蛋白互作網絡,這些基因在151個表型中起作用,具體見表1。
2 焊接過程準備
2.1 材料
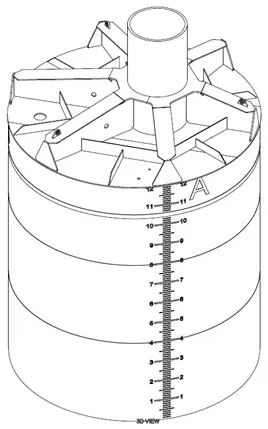
筒體材料為EN 10025-3/4 S355NL/ML, 設計溫度為0 ℃, 材料的沖擊性能要求在-40 ℃滿足沖擊功平均值不小于34 J, 單個值不小于24 J。 吸力桶結構如圖2 所示。
2.2 焊接材料選擇
焊接工藝采用FCAW+SAW, FCAW 用于打底焊接, SAW 用于填充蓋面焊接。 藥芯氣體保護焊焊絲選用京群GFL-71Ni 焊絲, 焊絲直徑1.2 mm, 埋弧焊選用林肯JW-1 焊絲和JF-B 焊劑, 焊絲直徑3.2 mm。
業(yè)主建造規(guī)格書要求焊接工藝試驗按照標準DNVGL-OS-C401: 2018 執(zhí)行, 焊接試板的無損檢測結果和力學性能應符合標準要求。
2.3 焊接坡口設計
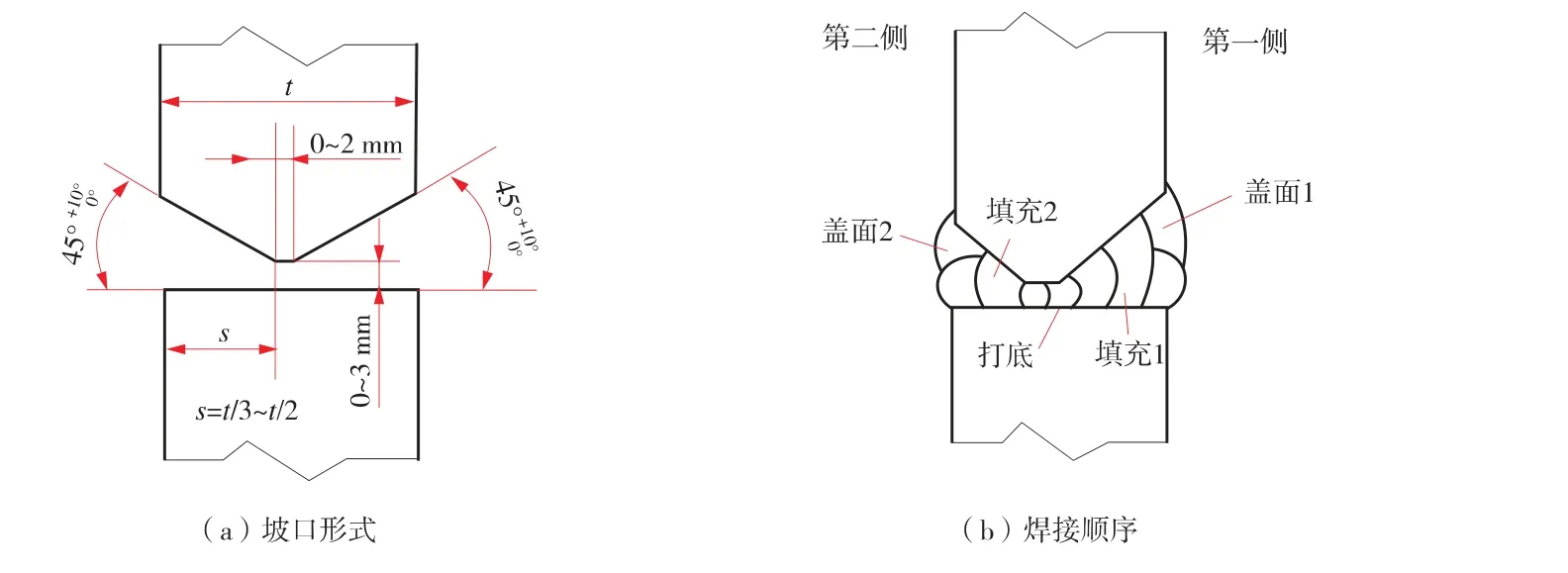
為避免焊接過程中鐵水下垂過于嚴重, 上坡口采用K 形坡口, 下側為直邊, 如圖3 所示。焊接時, 第一側焊接完成后, 在第二側碳弧氣刨清根后進行填充蓋面焊。
目前對于MoS2納米微球的制備已經出現(xiàn)了大量的方法,且已制備出了結構、形貌各不相同的MoS2納米微球。MoS2納米微球具有特殊的球狀結構,相較于傳統(tǒng)的MoS2納米粒子而言,在摩擦過程中表現(xiàn)出了更為優(yōu)異的減磨潤滑性能,不僅應用于潤滑油介質添加劑使用,而且能夠應用于耐磨復合材料以及復合涂層的制備。然而MoS2納米微球的可控化制備尚未完全實現(xiàn),今后對MoS2納米微球的制備及其在摩擦過程中潤滑作用的研究將會更加深入,以期建立MoS2納米微球形貌結構與其減磨潤滑作用的關系,開發(fā)出更多性能優(yōu)異的MoS2納米微球潤滑復合材料。
2.4 焊接參數(shù)
拉伸試驗按照DNVGL-OS-C401 和DNVGLOS-B101 方法進行, 2 個試樣的抗拉強度分別為552 MPa 和556 MPa, 斷裂位置均在母材區(qū)域,拉伸試驗結果滿足標準規(guī)定的不低于470 MPa的要求。
2.5 埋弧橫焊焊前準備
(1) 焊接之前要確定各設備實際的焊接輸出電流、 電壓, 盡量保證主機和橫焊設備始終匹配。 另外焊接電纜線要足夠長, 避免焊機行走過程中出現(xiàn)焊接故障, 以及焊接電源方面的問題。
3.4.2 彎曲性能

(3) 焊前應調節(jié)好焊槍角度, 填充前兩層保證25°~30°, 后續(xù)填充角度隨著填充厚度增加可逐漸減少, 但不應小于15°。 蓋面焊時角度應保證15°~20° (角度過大或過小容易產生咬邊及焊瘤過高)。
股份合作制改革是農村集體產權制度改革的關鍵所在。“產權不明晰,土地在農村就不是資產,而是負債。產權弄清楚了,下一步就是要盤活土地資源,實現(xiàn)資源變資產、資金變股金、農民變股東這樣的‘三變’。”中國社會科學院農村發(fā)展研究所研究員黨國英表示,在農村集體產權制度改革中,更重要的是要改革承包權。在一定條件下,要允許農村土地承包權進入市場自由流轉。未來我國還將建立集體經營性建設用地增值收益分配機制,在此基礎上,“三變”改革紅利將加快釋放。 (班娟娟)
(5) 焊接上坡口一側時, 焊絲不要直接搭在上坡口上, 否則容易產生氣孔, 應盡量使熔池靠近上坡口面。
(4) SAW 橫焊填充時若發(fā)現(xiàn)嚴重咬邊, 在焊接下一道之前必須打磨處理并調整焊接參數(shù),否則容易出現(xiàn)未熔合缺陷。
2) 通訊部分:一部分是S7-200 PLC與變頻器的通訊,PLC內部程序設置采用輪詢方式向各從站變頻器發(fā)送指令,從站變頻器應答,將數(shù)據(jù)返回,實現(xiàn)主機與從站之間的通信。S7-200 PLC與變頻器之間依據(jù)變頻器的通訊協(xié)議接入PLC的不同通訊端口,本系統(tǒng)結合工程上常用變頻器的具體情況,支持modbus RTU協(xié)議以及USS協(xié)議;通訊部分的另一功能是S7-200 PLC與人機交互界面的通訊,PLC將讀取的變頻器相關參數(shù)狀態(tài)信息發(fā)送給人機交互界面顯示;同時,PLC接收人機交互界面發(fā)出的控制指令和參數(shù)設置相關信息。
(6) 蓋面焊之前, 填充找平之后, 必須整體打磨平整, 否則蓋面后會出現(xiàn)高低不平。
(7) 橫焊焊機懸掛在筒壁上, 通過滾輪行走保證焊接機頭始終沿著環(huán)焊縫周向移動, 解決埋弧橫焊行走問題。 行走過程中注意觀察滾輪上的膠皮, 若損壞嚴重應及時更換, 否則焊劑下漏造成鐵水下流, 導致焊縫成形不良。
3 焊接工藝試驗及應用
2022年冬奧會不僅對舉辦城市的經濟發(fā)展帶來一定影響,還對我國冰雪體育產業(yè)的發(fā)展帶來深遠意義,詳細研究2022年冬奧會對我國大眾冰雪運動發(fā)展的影響尤為重要。通過分析我國大眾冰雪運動的發(fā)展現(xiàn)狀,我國大眾冰雪運動的發(fā)展優(yōu)勢和劣勢,闡述2022年北京冬奧會對我國大眾冰雪運動發(fā)展影響的展望,增加我國大眾冰雪運動的體育人口,促進我國大眾冰雪項目場所建設的發(fā)展,提高國民對大眾冰雪運動及全民健身的觀念意識,進一步提升大眾冰雪運動的社會經濟及人文價值。只有這樣,才能切實發(fā)揮體育育人的積極作用,從而為2022年冬奧會的成功舉辦和大眾冰雪運動的深入發(fā)展奠定堅實基礎。
3.1 試驗材料
按照DNVGL-OS-C401: 2018 標 準, 產 品最大覆蓋的板厚為焊接工藝試驗板厚的2 倍, 為滿足產品材質EN 10025 S355NL/ML、 厚度55~60 mm的覆蓋要求, 焊接工藝試驗母材選用某鋼廠生產的30 mm 厚度的EN 10025-3 S355NL 鋼板。 鋼板化學成分見表1, 其中碳當量CEV 值為0.41%, 符合標準要求。

3.2 焊接工藝試驗參數(shù)
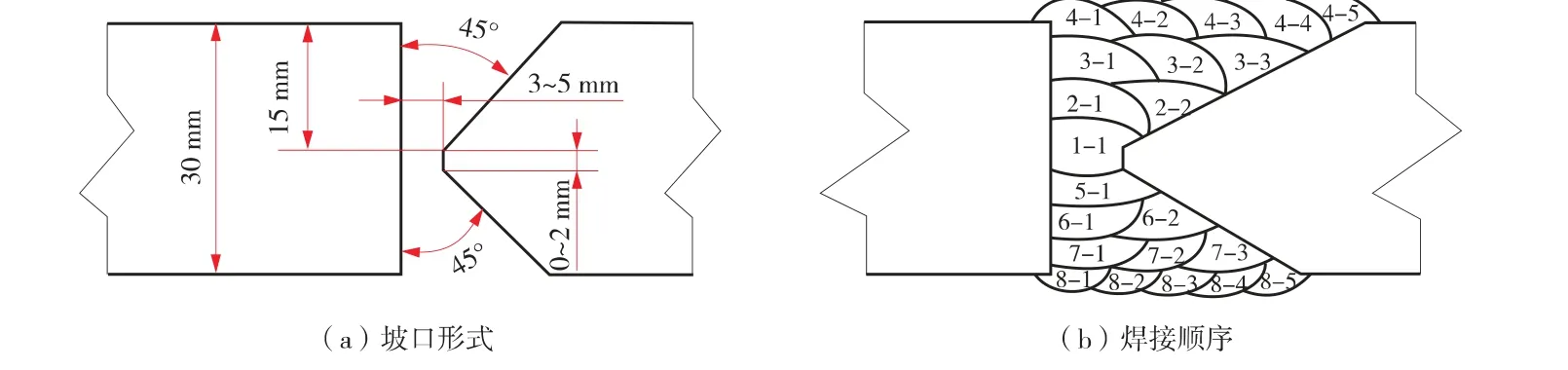
FCAW 采 用 松 下YD-500EL 焊 機, SAW 采用青島開元松下MZC-1000F 焊機, 坡口為K 形坡口
, 焊接位置采用橫焊2G。 工藝試驗的坡口尺寸和焊接順序如圖5 所示, 焊接工藝試驗的相關工藝參數(shù)見表2。

3.3 無損檢測
焊接完成后按照要求對焊接接頭進行100%VT、 MT 和UT 檢驗, 檢 驗結果符合DNVGLOS-C401: 2018 要求。
(2)參考蒸散發(fā)的主要影響因素分別為RH、t、WS及S。突變點前后RH、S和WS趨勢發(fā)生改變,其中RH在1998年以前為增加趨勢,風速和日照時間為減少趨勢,1998年以后則相反;而日平均溫度在1998年前后均保持增加趨勢。
3.4 力學性能檢測
3.4.1 拉伸性能
由于焊接為橫焊位置, 同時埋弧焊時參數(shù)較大, 焊接熔敷金屬較多, 鐵水很容易下墜。因此要求焊接參數(shù)不易過大, 以防止焊接時熔敷金屬大量流出, 導致焊接成形差及層間未熔合等問題
。 埋弧焊電流要求不超過450 A。
(2) 焊機安裝自動焊劑回收裝置, 如圖4 所示。 焊接過程中注意觀察焊機回收裝置位置, 如有竄動錯位, 需及時調整。
彎曲試驗按照DNVGL-OS-C401 和DNVGLOS-B101 要求, 厚度12 mm 以上可采用側彎試驗, 側彎試驗壓頭直徑為40 mm, 彎曲角度為180°, 試驗結果表明4 件側彎試樣彎曲面無焊接缺陷, 滿足標準要求。
3.4.3 沖擊試驗
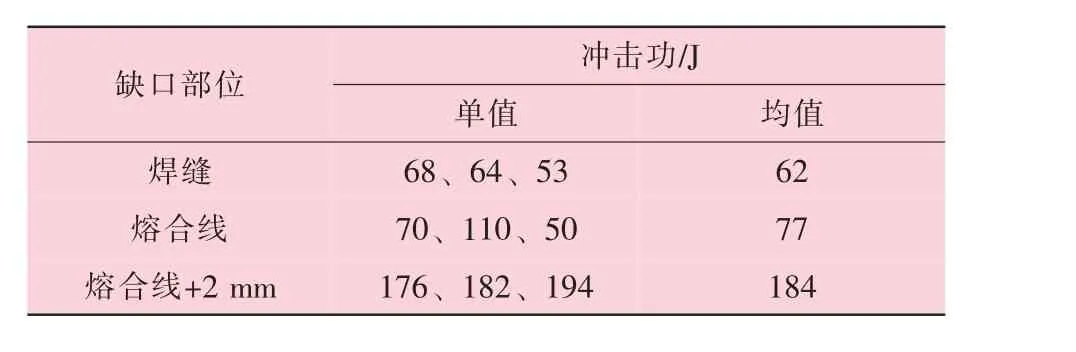
沖 擊 試 驗 按 照DNVGL-OS-C401: 2018 和DNVGL-OS-B101: 2018 要求進行, 采用10 mm×10 mm×55 mm 標準試樣, 試驗溫度-40 ℃, 沖擊擺錘采用KV2, 試驗結果見表3, 滿足標準和業(yè)主規(guī)格書要求(沖擊功均值≥34 J、 單值≥24 J)。
3.4.4 宏觀檢測
按照DNVGL-OS-C401 取宏觀試樣進行檢驗, 焊接區(qū)域未發(fā)現(xiàn)焊接缺陷, 檢測結果符合標準EN ISO 5817: 2014-B 的要求。
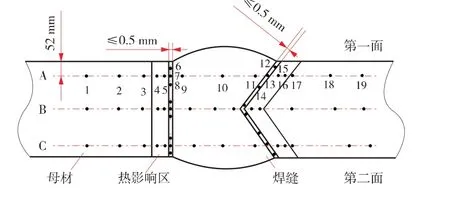
3.4.5 硬度檢測
硬度檢測時, 參照ISO 9015-1 標準進行打點, 打點位置如圖6 所示, 檢測結果見表4。 從表4 可以看出, 硬度滿足業(yè)主規(guī)格書及DNVGLOS-C401 標準要求(不超過350HV
)。

最終焊接工藝試驗結果全部符合標準和業(yè)主規(guī)格書的要求, 焊接工藝試驗(PQR) 得到業(yè)主的認可和批準。 該焊接工藝成功在英國海上風電導管架項目得到焊接應用, 不僅提高了焊接作業(yè)的效率和產品質量, 而且節(jié)約了人工成本。
4 結 論
(1) 通過坡口設計、 焊接工藝參數(shù)的合理選擇, 克服了埋弧焊橫焊過程中鐵水下垂、 層間未熔合、 焊劑的敷灑等相關難題, 掌握了埋弧自動橫焊的操作要點, 保證了焊接接頭的無損檢測結果滿足標準要求。
經過調查統(tǒng)計,觀察組患者在護理后的護理滿意率為95.7%,對照組患者的護理滿意度為81.4%(P<0.05),數(shù)據(jù)詳見表2.
(2) 按照規(guī)范要求完成埋弧橫焊的焊接工藝試驗, 實現(xiàn)了埋弧自動橫焊在海上風電導管架項目上的應用, 大大提高了產品的焊接作業(yè)效率,降低了人工成本。 對于大型立式筒體環(huán)縫的焊接, 提供了一種可以借鑒的高效焊接方法。
[1] 蘭志剛,唐良喜. 大型石油儲罐用橫向埋弧焊焊劑的研制[J]. 焊接設備與材料,2012,41(3):35-38.
[2] 季偉明. SPV490Q 鋼與16MnR 鋼橫縫埋弧自動焊工藝評定[J]. 石油工程建設,2000(1):35-37.
[3] 沙玉章,王剛,李景波,等. 正倒裝兩用橫縫埋弧自動焊操作機的研制[J]. 焊接設備與材料,2011(12):31-34.
[4] 周振豐. 焊接冶金學與金屬焊接性 (修訂本)[M]. 北京:機械工業(yè)出版社,1988.
[5] 周桂芬. 埋弧自動焊工藝參數(shù)對焊縫成形質量的影響[J]. 焊接,2006,35(11):32-35.
[6] 宋金虎. 焊接方法與設備[M]. 大連:大連理工大學出版社,2010.
[7] 陳琨. 風電塔筒生產中埋弧自動焊的應用研究[J]. 中國設備工程,2021(12):238-240.
[8] 馮濤,熊浩,刁鳳軍,等. Y 形坡口埋弧自動焊反面定位法應用[J]. 船海工程,2021,50(2):33-36.
[9] 張遠望. 埋弧自動焊技術在高強鋼超大型鋼管環(huán)縫上的應用研究[J]. 水電與新能源,2020,34(12):16-17,22.
[10] 胡廣澤,于杰,王璐璐,等. 核電站鋼制安全殼管板接頭 埋 弧 自 動 焊 研 究[J]. 熱 加 工 工 藝,2020,49(23):107-110.
[11] 陳祝年. 焊接工程師手冊[M]. 北京:機械工業(yè)出版社,2002.
猜你喜歡
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
