No.96-L03+型標準絕緣箱自動制造技術
2022-08-25 07:42:24祁偉民屈繼強周春立華學明
船舶與海洋工程 2022年3期
關鍵詞:標準
祁偉民,李 芳,屈繼強,金 鑫,周春立,華學明
(1.滬東中華造船(集團)有限公司,上海 200129;2.上海交通大學上海市激光與材料改性重點實驗室,上海 200240;3.中國船舶電站設備有限公司,上海 200129;4.上海寶業機電有限公司,上海 201900)
0 引 言
液化天然氣(Liquefied Natural Gas,LNG)運輸船液貨圍護系統是LNG 船的核心裝置之一,目前正逐漸向高可靠性、低蒸發率、低生產成本和低維護費用等方向發展。由我國自主研發設計的第四代17.4 萬mLNG首制船于2017 年11 月在滬東中華造船(集團)有限公司(以下簡稱“滬東廠”)開始建造,該船采用了法國GTT公司最新一代No.96 L03 +型液貨圍護系統,其蒸發率僅為0.1%,低溫絕緣性能相比以往提升了30%以上。
No.96 型液貨圍護系統的艙體為八邊形,由10 個面組成,見圖1。每個面有主、次2 個屏蔽層,每個屏蔽層都由屏壁和絕緣箱組成,其中屏壁材料是厚度為0.7 mm的殷瓦鋼。No.96 型液貨圍護系統的絕緣箱為填充珍珠巖的膠合板木箱,其中,主層絕緣箱高度為230 mm,次層絕緣箱高度為300 mm。No.96 L03 +型液貨圍護系統的主、次屏壁仍為殷瓦鋼,主層絕緣箱與No.96 型標準絕緣箱相比,高度不變,內部填充物由珍珠巖改為了玻璃棉。次層絕緣箱變為2 層,總高度仍為300 mm,其中原木箱厚度減小到92 mm,內部填充物也改為玻璃棉,底部增加一層高度為208 mm的聚氨酯R-PUF泡沫。
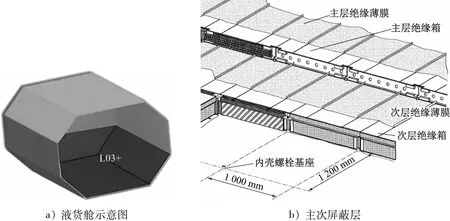
圖1 No.96 L03 +型液貨圍護系統
上述174 000 m的L03 +型LNG船上有4 個液貨艙,每個液貨艙內的標準絕緣箱共有6 類,數量為4 萬多個。No.96 L03 +型液貨圍護系統的主層絕緣箱僅填充材料發生了變化,絕緣箱本體的制造方法可與原制造方法保持一致。本文主要介紹次層絕緣箱的制造方法。
1 No.96-L03 +型絕緣箱分析
1.1 液貨艙分區和絕緣箱的特點
在各液貨艙內部的不同區域安裝不同型號的絕緣箱,主要分為普通箱區域、加強箱區域和超級加強箱區域,見圖2。不同圖樣表示的是儲罐內的不同區域,組成各區域的絕緣箱的種類亦各不相同。No.96-L03 +型液貨艙的普通箱區域位于液貨艙的平面部分,其標準絕緣箱型為K1和K3,其中,K1 為次層絕緣箱,K3 為主層絕緣箱;加強箱區域位于液貨艙底部靠近角落的區域,其標準絕緣箱型為K2 和K4,其中,K2 為次層絕緣箱,K4 為主層絕緣箱;超級加強箱區域區域位于液貨艙頂部靠近角落的區域,其標準絕緣箱型為K5 和K7,其中,K5 為次層絕緣箱,K7 為主層絕緣箱。K1 箱由聚氨酯材料與膠合板粘接而成;K3、K4 和K7 箱為單層膠合板木箱;K2 和K5 箱由膠合板和聚氨酯R-PUF 泡沫2 層組成,二者的外形基本相同,可采用相同的工藝制造。表1 為No.96 L03 +型液貨圍護系統標準絕緣箱參數。下面以K2 箱為例進行分析。
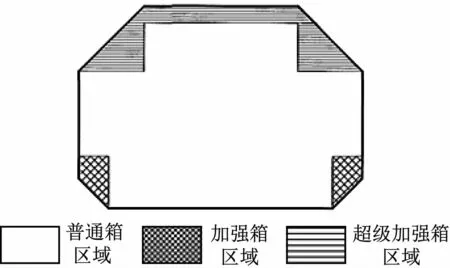
圖2 液貨艙內部區域分布圖

表1 L03 +型液貨圍護系統標準絕緣箱參數
1.2 K2 型雙層標準絕緣箱
K2 型雙層標準絕緣箱示意圖見圖3。上層箱體的外形尺寸(長×寬×高)為1 140 mm ×999 mm×92 mm。箱體內部由6 塊長而窄的膠合板分隔成7 個隔間,內部隔板厚12 mm,每個隔間內都填充有玻璃棉,箱體側面還留有4 個間距相同的小孔,用于通入惰性氣體。下層箱體的外形尺寸(長×寬×高)為1 182 mm×999 mm×208 mm。

圖3 K2型雙層標準絕緣箱示意圖
2 制造工藝流程設計
滬東廠現有的生產線僅能生產單層的膠合板木箱,生產流程見圖4a。標準絕緣箱自動生產線的主要工序包括:部件板裝配;側板打釘;箱體底板裝配及打釘;箱體翻轉;箱體整平;玻璃棉填充;箱體頂板固定及打釘;成品檢驗與包裝。圖5 為絕緣箱生產線工位圖,其中虛線框內的各工位為原有生產線的工位布置情況。首先,在M10 和M20工位,操作工在模具盤上拼裝上層箱體的框架,搭載各插板并進行固定;其次,由機器人R1 完成箱體側板的自動打釘;最后,在M30 工位由操作工拼裝底板,由機器人R2 自動打釘。在生產線的起始端和末端分別設計升降機工位,生產線為上、下雙層結構。箱體流轉到后升降臺工位,由機器人R3 抓取箱體,完成翻轉之后送入整平工位;模具盤經過末端升降機下降,沿下層流水線返回到生產線起始端,隨后再上升,重復利用。
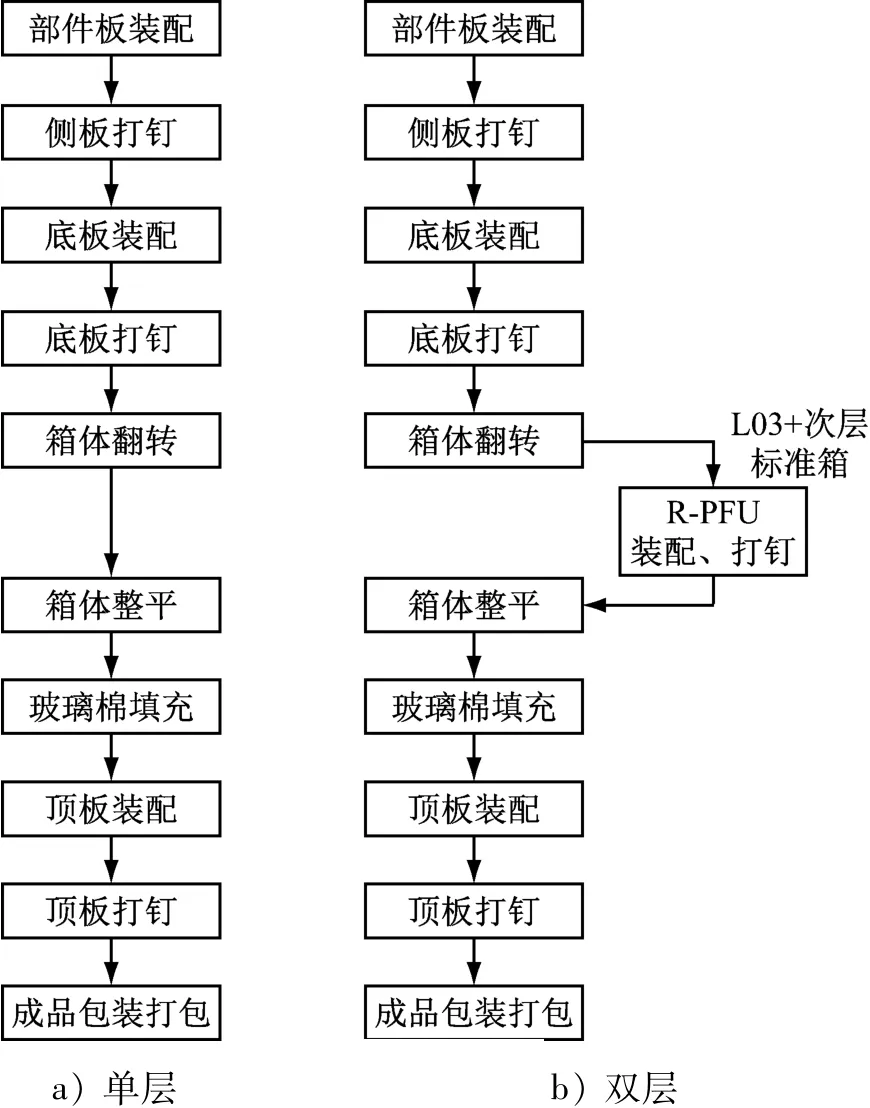
圖4 絕緣箱制造工藝流程圖
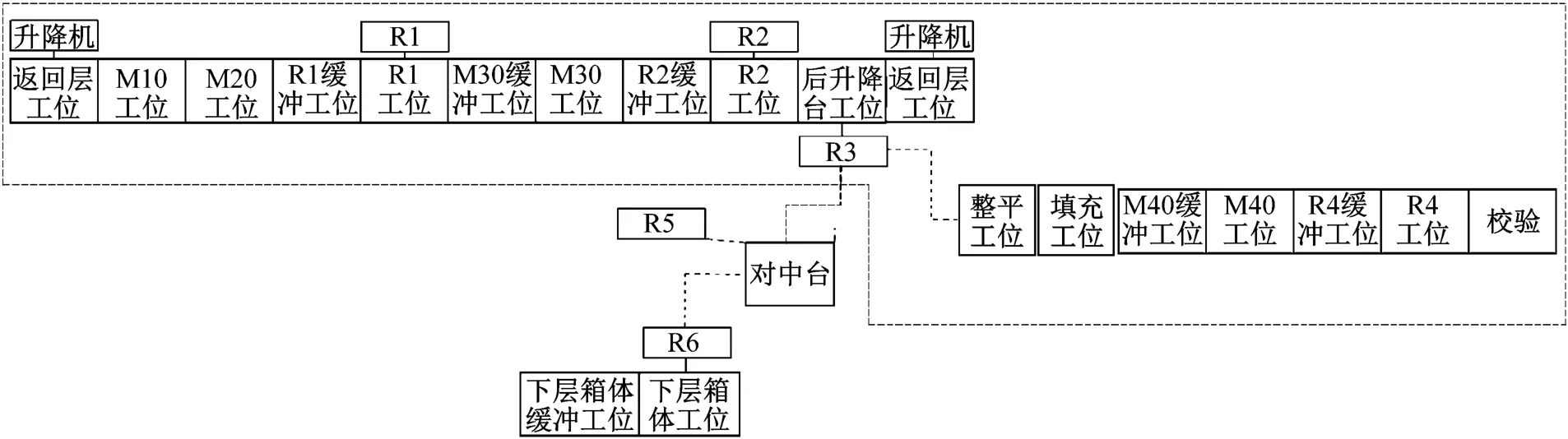
圖5 絕緣箱生產線工位圖
2.1 雙層絕緣箱的制造流程
L03 +系統中出現了K2 型雙層箱,根據K2 型標準絕緣箱的結構,需先將上層箱體四周框體與底板連接,并翻轉180°,進行上、下箱體對中拼接,其次進行玻璃棉填充,最后對蓋板進行安裝和固定。這樣,絕緣箱的組裝流程與原先的流程不完全相同,對原有生產線進行改造和優化,從而滿足新的生產需求,這是十分必要的。經分析,K2 型標準絕緣箱上層箱體部分的制造流程與原有單層箱體的制造流程基本一致,因此原生產線中整平工位之前的相關工位可保留。需增加下層R-PFU搬運、裝配和打釘等制造環節,改造之后的絕緣箱自動生產線布置如圖5 所示。此外,對原有生產線中的填充工位進行改造,設計玻璃棉自動填充機構。限于篇幅,此處不再詳細介紹。
2.2 P-RFU裝配打釘
對于雙層箱體的結構,在上層箱體的底板打釘完成之后,在填充絕緣材料之前,需完成R-PFU裝配和打釘,包括翻轉、對中、打釘和再搬運等一系列流程。具體來說,就是在機器人R2 完成打釘之后,由機器人R3將上層箱體搬運到對中臺上,與已放置在操作臺上的下層箱體進行對中,隨后由另一臺機器人對下層箱體與上層箱體進行疊合打釘,打釘完畢之后,由機器人R3 將箱體搬送至整平區域的傳送帶上,完成后續的制造流程。相比原No.96 系統的絕緣箱生產線,新系統為實現對雙層箱體絕緣箱的生產,在原生產線上新增加2 臺機器人,一臺用于實現下層聚氨酯泡沫板的上料,一臺用于實現上層箱體與下層箱體的疊合釘釘。為保證上層箱體與下層箱體對中拼接的尺寸滿足要求,設計專用的對中臺,實現2 層箱體的自動對中。
具體組裝步驟如下:
1)在M10 工位,在預先搭載好的模具盤上放置切割好的上層箱體側板和箱體內部隔板,并在M20 工位由操作工進行人工預打釘;
2)由機器人R1 完成對上層箱體側面框架的打釘;
3)在M30 工位,在完成側板打釘的上層箱體框架上加載箱體底板,由人工預打釘,對底板進行初步定位;
4)由機器人R2 對箱體底板進行打釘;
5)由機器人R6 搬運一個下層箱體放在對中臺上;
6)由機器人R3 將上層箱體從物流線上取下來并將其翻轉,與下層箱體疊放在一起;
7)由對中臺上的氣泵推動擋板,使上、下2 層箱體對齊之后,由機器人R5 對上層箱體與下層箱體進行疊合打釘;
8)將結合完畢的箱體搬離對中臺,運送至一旁的傳送帶上,繼續進行后續的整平和玻璃棉填充步驟;
9)在M40 工位由人工加裝箱體蓋板,并打釘固定;
10)由傳送帶將上層箱體傳送至機器人R4 處,由機器人R4 對其蓋板進行打釘。
由上述分析可知,整個雙層箱體式箱型的組裝過程:對于上層箱體來說是打釘→搬運→對中→打釘→搬運→填充→打釘的過程;對于下層箱體來說是搬運→對中→打釘→搬運→填充→打釘的過程。
在機器人R5 釘合上層箱體與下層箱體時,雙層標準絕緣箱型的釘位見圖6。由圖6 可知,在每條長方形隔間的中部和箱體邊緣都有鋼釘對上、下2 層箱體加以固定,其中,每個K2 箱型的箱子需要36 個釘子固定上、下2 層箱體,每個K5 箱型的箱子需要54 個釘子固定上、下2 層箱體。
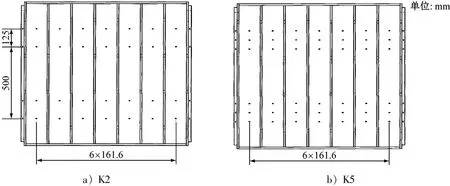
圖6 K2和K5上、下2層箱體連接釘位圖
3 絕緣箱自動生產線系統運行測試
在管理學領域,流程節拍指的是某一生產線連續完成相同的2 個產品的間隔時間,即完成1 個產品所需的平均時間。影響生產節拍的最重要因素是整條生產線上耗時最長的工序,稱之為“生產瓶頸”。只要能把生產瓶頸的時間縮短,整條流水線的效率就會明顯提高。優化瓶頸是優化生產線的重要方法。若采用直線型流水線,則把雙層箱體結構箱型的所有生產步驟(見圖7a)拆分開來,分別計時,由此可得以下流程:
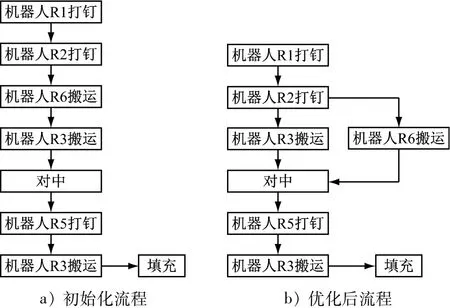
圖7 初始生產流程和優化后流程圖解
1)在M20 工位,由操作員在模具臺上夾持膠合板散件并進行預打釘;
2)由機器R1 人打釘;
3)在M30 工位,由人工放置箱體底板并進行預打釘;
4)由機器人R2 打釘;
5)由機器人R6 運送下層箱體;
6)由機器人R3 搬運初步成形的上層箱體;
7)由機器人R5 打釘;
8)機器人搬運上、下2 層已結合完畢的箱體,進入后續整平和填充絕緣材料的步驟。
在上述步驟中,由于在每臺機器人前都設置了緩沖工位,工人經過培訓,可快速完成作業,使機器人不會出現待機狀態,且生產線上的傳送帶的傳送速度是恒定的,因此可得出生產線的總時長取決于機器人工位的工作時間。在施工現場,以K2 雙層標準絕緣箱的制造為例,實際測試各工位所需時間,結果見表2。

表2 生產流程與各工位的節拍
從表2 中可看出,從模具搭載到絕緣箱材料填充之前的工序中,機器人R1 打釘耗時100 s,機器人R2 打釘耗時100 s,機器人R5 打釘及其前置工序(機器人R6 搬運和機器人R3 搬運)耗時132 s。顯然,整條生產線的瓶頸在于機器人R5 打釘及其前置工序。通過對現場機器人R3、R5 和R6 的運動軌跡進行優化,建立2臺搬運機器人和1 臺打釘機器人的協同工作區域,實現3 臺機器人聯動,優化后的流程如圖7b 所示。由K2箱型生產過程的數據可知,優化前,雙層箱體組裝總共消耗的時間為147 s,優化之后,機器人R6 取下層箱與機器人R3 取上層箱并翻身同時進行,總體在機器人R3、R5 和R6 協同工作區域停留的時間僅為109 s,作業效率相比優化前提高了25.9%。經過調試和優化,重新設計的絕緣箱自動生產流水線系統已投入使用,日均生產K2 和K5 雙層絕緣箱200 余只,運行穩定,可滿足No.96 L03 +型各種標準絕緣箱的生產需求。
4 結 語
通過分析L03 +型標準絕緣箱的特點,尤其是雙層絕緣箱的結構特點,在盡可能利用原有生產線的基礎上,設計了滿足雙層標準絕緣箱自動制造需求的生產線。目前,重新設計的絕緣箱自動生產流水線系統已投入使用,并通過了法國GTT公司的質量標準認證,獲得了全球首張L03 +型絕緣箱認證證書,為絕緣箱的柔性化制造奠定了技術基礎。
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
當代陜西(2019年8期)2019-05-09 02:22:48
上海建材(2019年1期)2019-04-25 06:30:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
家庭影院技術(2018年4期)2018-05-09 07:07:52
專用汽車(2016年4期)2016-03-01 04:13:43
質量與標準化(2015年9期)2015-12-31 11:41:40
中國質量與標準導報(2014年4期)2014-03-11 19:54:25
中國質量與標準導報(2014年10期)2014-02-28 22:25:47
中國質量與標準導報(2014年7期)2014-02-28 22:24:39