長筒彈外殼加工工藝的改進研究
2022-08-26 03:03:50田春雷高筱彤趙曉龍
機電產品開發與創新 2022年4期
姚 慧, 田春雷, 高筱彤, 趙曉龍, 石 奇
(1.西安工業大學 機電工程學院, 陜西 西安 710021; 2.西安瑞石機械有限公司, 陜西 西安 710075)
0 引言
長筒彈外殼作為武器裝備中的重要零件, 其主要用于卡住彈頭、儲存發射藥等作用,在兵器裝備制造行業中應用極為廣泛。 本文所研究的長筒彈外殼零件長度為2200mm,最大外圓柱面直徑尺寸為Φ317mm,內孔圓柱面直徑為Φ290mm 的空心長圓柱體, 內部表面粗糙度Ra3.2μm。 由于該零件的長徑比已經遠大于5,所以對其內孔面的加工屬于典型的“深孔”加工[1-2],在實際生產中加工難度系數較大,極易產生彎曲變形,孔直線度、同軸度、圓柱度和表面粗糙度等得不到保證,不僅影響了加工質量,同時嚴重影響工件的生產效率。 因此,本文針對加工中出現的問題以及對現有的加工工藝技術進行分析研究,改進加工工藝規程,以提高該零件的加工效率和質量。
1 原加工工藝分析
該長筒彈外殼材料是材料為30CrMoSi(a),其中:a 代表優質的,這是一種高強度調制結構鋼,具有很高的強度和韌性,切削加工性能良好。 在生產中該長筒彈外殼的加工工藝,見表1。

表1 原加工工藝
通過對長期以來的加工工件進行檢驗、統計和分析,發現工件存在以下問題:
(1)工件的直線度超差,導致后續加工無法進行。
在加工過程中,直線度的偏差是無法避免的,造成工件直線度超差的因素有很多[3]。主要有:①在切削過程中,沒有對工作區域活動得到及時冷卻, 而導致工作區域過熱發生彎曲;②在加工工件內孔時,要經過多次加工,每次加工受力點的不同會導致工件的直線度過差; ③在加工工件內孔時,由于刀桿強度不足直接發生偏移或振動。
(2)工件的同軸度超差,導致在加工技術完成后壁厚不均勻,在使用過程中很容易產生報廢。深孔加工中孔軸線的偏差是不可避免的,造成這種偏差的因素很多[4]。 ①除了一些隨機因素的影響外,刀桿剛度不足、刀桿自重和鉆削初始偏差是導致孔軸向偏差的主要因素; ②孔軸線偏差會隨著鏜孔深度的增加呈指數變化。
(3)工件的圓柱度超差,導致無法進行后續加工。 圓柱度的公差帶是兩同軸圓柱面間的區域,該兩個選擇同軸圓柱面間的徑向距離問題即為公差值[5]。在加工過程中,工件的內外圓不可避免地會產生表面變形, 由此導致圓柱度誤差增大[6]。主要影響因素:①每次的裝夾過程中,夾緊力過大,而引起工件產生變形;②切削過程中,每次切削區域過多,導致切削力過大,工件在切削力的作用下發生彎曲變形;③在切削過程中,工作區域沒有得到及時的冷卻,導致工作區域過熱發生變形;④精加工后工件水平放置時,工件壁厚不能承受自身重量,在重力作用下發生變形。
(4)工件的表面粗糙度不夠精確,加工完成后仍需要進行打磨,對加工效率影響嚴重。
工件在加工過程中, 所有的加工工序都要涉及到表面粗糙度問題,將影響表面粗糙度的因素歸結如下:①刀桿的強度和剛度不足,加工中極易產生震動;②在最后精鏜完成后達不到設計精度的要求; ③冷卻液的類型對工件內孔的表面粗糙度有很大的影響。
綜上所述問題, 可以看出以下幾個方面嚴重影響了工件的加工精度:①刀桿的強度不足;②工件受熱發生彎曲變形;③內孔是否為單次加工完成;④合理的切削量;⑤工件在加工生產過程中和加工完成后如何放置的問題;⑥冷卻液的種類選擇。
2 工藝改進方案
(1)對于刀桿強度不足的問題,解決方法是:首先選擇合理的刀桿長度進行加工, 其次增加刀頭與刀尾座之間的扶持架數量,且需要均勻分布。 鏜孔時采取3.5m 長的刀桿,中間放置兩個扶持架對刀桿進行扶持。
(2)針對工件受熱變形的問題,解決方法是:首先車削時,車刀和工件的工作區域最容易產生熱量,應在這里進行冷卻處理,保證冷卻液一直持續降溫;其次,鏜刀和內孔壁的接觸區域需要大量冷卻液來冷卻, 同時帶走大量切屑,最后在使用中心架支撐工件時,由于使用的是直接接觸式中心架, 接觸區域容易摩擦生熱, 因此需要使用冷卻液持續降溫。
(3)針對內孔是否為一次進行加工完成的問題,最主要的解決方式是要確保刀具能夠單次完成加工, 并且每次加工一個新的工件都要換新的刀片, 以確保整個部件的加工精度。
(4)針對切削量問題,從實際試驗得出:車削單邊不超過3mm,內孔不超過2mm,針對太大的余量問題,可以考慮嘗試多次加工。
(5)工件在加工過程中和加工完成后所有工序都必須保證工件豎直放置。
(6)選擇機油為工件的冷卻液,使用油冷卻液不僅對部件工作區域起到降溫的作用,同時也起到潤滑作用,可以通過減少刀具的磨損,增加表面光潔度。
根據上述對現有問題的分析以及給出的解決方法得出一套全新的加工工藝見表2。
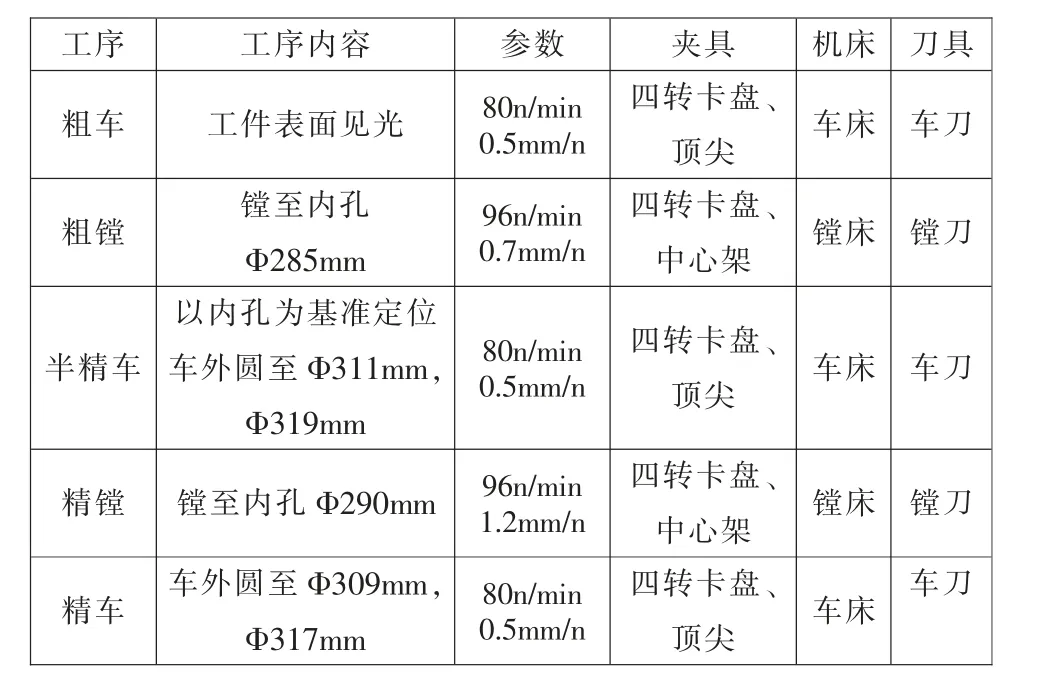
表2 改進后的加工工藝
粗車:將毛坯件放置于車床上,開始對毛坯件進行均勻找正,通過夾具四爪卡盤對毛坯的位置進行調整,直至均勻找正后對其進行固定。去掉外圓大部分的黑皮,粗車完成后工件外圓是沒有一個具體數值的, 原因主要在于毛坯的尺寸、形狀不是一致的。 在車削加工過程中,必須不斷用冷卻劑冷卻工件, 以防止加工區產生的熱量使工件彎曲變形或改變局部區域的材料性能。
粗鏜:鏜孔加工到Φ285mm,采用四爪卡盤與尼龍材料直接接觸三抓中心架,這種中心架具有良好的穩定性,能對工件起到良好的支撐作用。 加工前, 放置兩個扶持架,用來扶持刀桿。防止在工作成中,刀桿剛性、強度存在不足問題產生振動,從而對加工精度產生較大影響,加劇刀片和導向調的磨損,造成資源浪費。
半精車:將加工完的內孔作為新的基準,半精車外圓至Φ311mm,外圓凸臺至Φ319mm。
精鏜:鏜孔可能加工到Φ290mm,表面進行粗糙度可以達到Ra3.2μm。
精車: 精車外圓至Φ309mm, 外圓凸臺至Φ317mm,表面粗糙度達到Ra3.2μm。
3 結論
對原工藝方案改進完成后, 采用新工藝進行加工實驗,通過對10 個試件進行加工實驗驗證,經過檢驗及數據統計分析發現加工試驗的10 個工件中有9 件合格,不合格工件的內孔孔壁局部的粗糙度精度不合符要求,需要進行拋光技術處理。 而采用原有的加工工藝方案,產品的質量合格率只有60%左右,與之相比較,改進后的加工工藝能夠大幅提升長筒彈外殼的加工精度要求和加工需要,因此,改進后的工藝方案已應用于企業生產中,其他類似零件的深孔加工也可以借鑒本文所改進的新工藝方案。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03