
一款裝飾性黑鉻的鐳雕工藝的開發(fā)
2022-08-31 04:13:58虞蓮雯龔偉
汽車零部件 2022年8期
虞蓮雯,龔偉
上海汽車集團股份有限公司乘用車分公司,上海 201804
0 引言
塑料電鍍Cu、Ni、Cr層以其金屬光澤的外觀、減重、性能優(yōu)異及成本較低等眾多優(yōu)點,被廣泛應(yīng)用于汽車的各種內(nèi)外飾零件上,代表性零件有散熱器柵、前保飾條、霧燈飾條、后牌照板等外飾零件,以及內(nèi)門把手、門板飾條、儀表板及中控區(qū)域的內(nèi)飾裝飾件。但隨著顧客審美的不斷提高及主機廠對高檔裝飾的要求,傳統(tǒng)的亮鉻、沙丁已經(jīng)無法滿足。電鍍黑鉻因其震撼出位的運動風(fēng)、高端的科技感,目前在國內(nèi)逐漸興起,該效果尤其受到年輕人偏愛。同時,鐳雕工藝在塑料電鍍上的使用也已有一段時間,特別是透光的按鈕類零件以及呼吸燈飾條。本文結(jié)合黑鉻工藝和鐳雕工藝,嘗試開發(fā)一款有圖案效果、有顏色變化的黑鉻裝飾樣板,用以為設(shè)計選材進行儲備。
1 試驗部分
1.1 試驗樣板的制備
原材料:ABS(基材);氯化物體系三價黑鉻(電鍍藥水)。
線體:國內(nèi)某常規(guī)電鍍龍門線。
制備工藝過程:清洗→預(yù)腐蝕→腐蝕→清洗→中和→預(yù)浸→催化→清洗→解膠→化學(xué)鍍→預(yù)鍍→酸銅→活化→半光鎳→光鎳→鎳封(微孔)→鍍?nèi)齼r黑鉻→水洗→封閉鈍化→冷水洗→熱水洗→干燥。
三價鉻黑鉻電鍍關(guān)鍵參數(shù):pH為2.9~3.4;溫度為30~39 ℃;電流密度為8~11 A(陰極)、<5.5 A(陽極)。
封閉鈍化的關(guān)鍵參數(shù):溫度為20~50 ℃;時間為20~60 s;電流密度為0.2~1.0 A/dm;pH為4.0~5.0。
1.2 測試與表征
采用ISO 1463《金屬和氧化物覆蓋層 覆蓋層厚度的測量 顯微鏡法》測試鍍層厚度。按照ISO 9227人造氣氛CASS試驗-鹽霧試驗測試樣品的耐腐蝕性能(48 h)。采用掃描電鏡觀察鍍層的微觀形態(tài)以及測試元素組成。
2 試驗結(jié)果與討論
2.1 對試驗前的樣板進行金相膜厚表征和SEM表征
圖1為樣板原始狀態(tài),可以看到其表面有條紋狀圖案,該圖案為使用激光雕刻(即鐳雕)工藝獲得。單從樣板表面無法識別被鐳雕去除的鍍層,因此需要對其進行金相膜厚測試。

圖1 樣板原始狀態(tài)
黑鉻樣板的鍍層根據(jù)樣板制備過程,從塑料基材以上組成為“銅層+半亮鎳層+光亮鎳+三價黑鉻層”。圖2為平面區(qū)域的金相膜厚表征,可以發(fā)現(xiàn)從基材以上為“完整的銅層(35~38 μm)+半亮鎳層(20~21 μm)+光亮鎳層(13~15 μm)”,鉻層因為非常薄(通常為0.15~0.6 μm),在金相膜厚表征上顯示不明顯(通過X-熒光測試法,測得本樣板的平面區(qū)域的鉻層為0.2 μm)。

圖2 平面區(qū)域的金相膜厚表征
圖3為條紋區(qū)域的金相膜厚表征。可以看出,其光亮鎳已消失,說明本樣板鐳雕去除的是光亮鎳層(以及鉻層)。

圖3 條紋區(qū)域的金相膜厚表征
進一步對試驗前樣板的平面區(qū)域和條紋區(qū)域(鐳雕后的)進行微觀形貌的表征。圖4是整體區(qū)域的微觀形貌,可以明顯地看出平面區(qū)域和鐳雕區(qū)域的界限,且兩者形貌也非常不同,平面區(qū)域的表面平滑完整,而鐳雕區(qū)域表面粗糙且有密集的凹坑。圖5為鐳雕區(qū)域的放大圖(947倍),可以看到鐳雕區(qū)域的表面有非常明顯的覆蓋整個表面的裂紋,從對圖3的分析中可知,該開裂的表面是半亮鎳層。

圖4 整體區(qū)域的微觀形貌

圖5 鐳雕區(qū)域的放大圖(947倍)
2.2 對試驗后的樣板進行外觀比對及SEM表征
對樣板進行CASS 48 h的試驗,試驗后將樣板和留樣板進行比對,如圖6所示。將兩者放在一起,在最佳照明條件下,以60 cm目視評估,結(jié)果顯示試驗后的樣板表面無可見的腐蝕或其他變化。

圖6 試驗前后樣板的比對圖
對試驗后的樣板進行SEM表征,以檢驗其微觀條件下的形貌有無變化。圖7為試驗后的SEM形貌,可以發(fā)現(xiàn)鐳雕區(qū)域的鍍層已被腐蝕,表現(xiàn)為鼓泡及脫落;而平面區(qū)域的微觀形貌無變化,仍然平整。
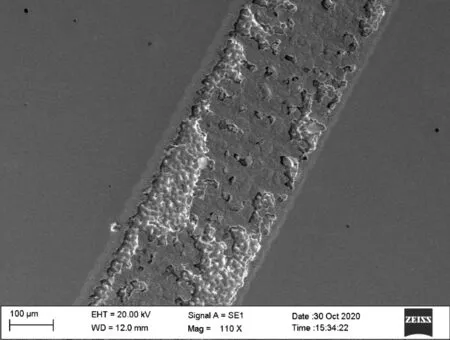
圖7 試驗后的SEM形貌
圖8為鐳雕區(qū)域微觀形貌放大圖,由圖可以明顯地看到,鍍層隨著原裂紋方向逐步脫落的趨勢。
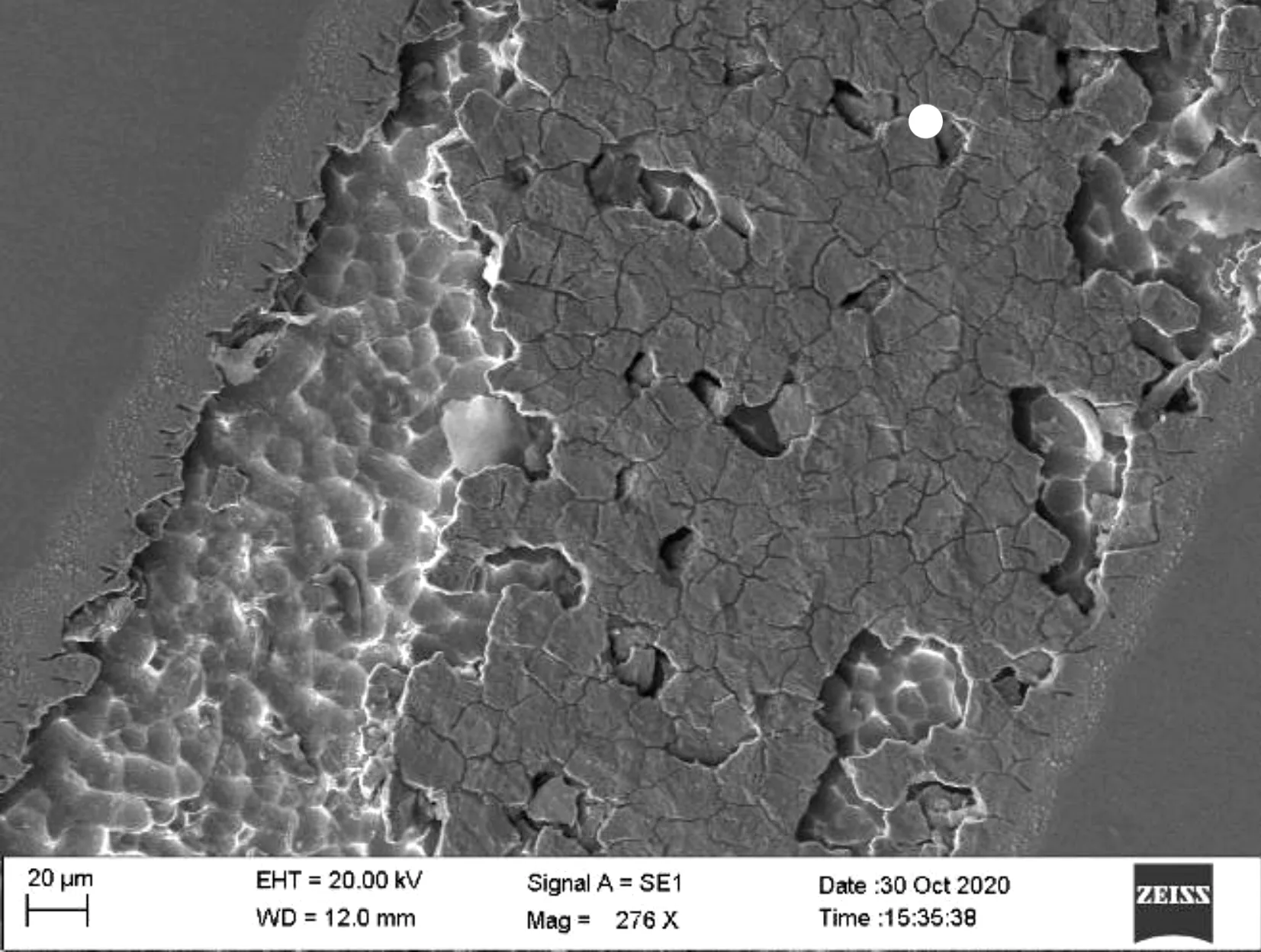
圖8 鐳雕區(qū)域微觀形貌放大圖
圖9為CASS試驗后樣板的表面元素分析取位圖,分別取3點位置進行元素分析,得到譜圖15位置、譜圖16位置以及譜圖17位置的表面元素分析結(jié)果如圖10至圖12所示。

圖9 CASS試驗后樣板的表面元素分析取位圖

圖10 譜圖15位置的表面元素分析結(jié)果

圖11 譜圖16位置的表面元素分析結(jié)果

圖12 譜圖17位置的表面元素分析結(jié)果
由圖10可知,譜圖15的位置是樣板上的鐳雕區(qū)域,CASS試驗后測試出其表面主要元素是鎳(99.8%),比對CASS試驗前后形貌,鎳層表面的裂紋變深。由圖11可知,譜圖16的位置也是樣板上的鐳雕區(qū)域,CASS試驗后測試出其表面主要元素是鎳(98.0%)和銅(1.6%),比對CASS試驗前后形貌,鎳層表面的裂紋變深變寬且鎳層有脫落的趨勢。由圖12可知,譜圖17的位置是樣板上的平面區(qū)域,CASS試驗后測試出其主要元素是鉻(11.8%)和鎳(88.1%),且從形貌看,其表面形貌完整性良好。
2.3 鐳雕后樣板后道表面處理
通過對試驗后樣板的研究,可以發(fā)現(xiàn)直接在樣板表面鐳雕鉻層和光亮鎳層的技術(shù)并不成熟,且微觀裂紋明顯。因此,可在鐳雕工序后增加噴漆工藝來對其進行保護。噴漆工藝需要注意的是:一是采用透明清漆,以盡可能保持黑鉻的色澤;二是該清漆需要與黑鉻層及半亮鎳層有較好的結(jié)合力。
對不同現(xiàn)有型號的可用清漆進行試驗,發(fā)現(xiàn)有一款和黑鉻結(jié)合力較好,在冷凝水及高低溫試驗后,表面均無明顯變化,達到Gt1水平。但其耐手霜試驗不理想,高溫后存在附著力不良問題。因此,需要繼續(xù)尋找及試驗比對適配性更優(yōu)的清漆。
因此,根據(jù)現(xiàn)有工藝和現(xiàn)有材料,可以嘗試把該工藝及該色彩紋理展現(xiàn)方式用于手不常接觸的小面積裝飾飾條,隨著更優(yōu)的適配性材料的研究,或在今后可用于更多零件和場景。
3 結(jié)束語
本文研究了黑鉻加鐳雕的工藝、鐳雕去除鉻層和光亮鎳層、保留半亮鎳層,從而使試驗前的樣板體現(xiàn)出金色的紋路,和黑鉻表面形成顏色比對,展示出新穎的視覺效果。但是由于鐳雕過程中的激光對鎳層有能量沖擊,導(dǎo)致半亮鎳層在試驗前即有裂紋,在CASS試驗后,該區(qū)域出現(xiàn)半亮鎳層隨著原始裂紋的分布,出現(xiàn)脫落現(xiàn)象。雖然目視不易察覺這種變化,但在微觀層面確實存在。因此,要增加后道工序?qū)﹁D雕區(qū)域進行保護。在色彩紋理的開發(fā)過程中,經(jīng)常會嘗試不同工藝的疊加,以開發(fā)出新的視覺效果,但必須保證其性能,因此,后續(xù)為了保證該視覺效果,還需繼續(xù)開發(fā)不同保護工藝,以求同時滿足性能要求和色彩紋理。
猜你喜歡
今日農(nóng)業(yè)(2021年9期)2021-11-26 07:41:24
發(fā)明與創(chuàng)新·小學(xué)生(2021年3期)2021-03-25 11:48:49
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學(xué)生導(dǎo)刊(2016年34期)2016-04-11 00:49:44
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
電測與儀表(2015年5期)2015-04-09 11:30:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
