電機(jī)轉(zhuǎn)子鐵芯剝離模型建立與徑向磁密分析*
2022-09-05 15:50:46崔海龍劉鳳華周茂偉黃秀東楊燦軍鄒春華
汽車工程 2022年8期
關(guān)鍵詞:模型
杜 冰,崔海龍,劉鳳華,周茂偉,黃秀東,楊燦軍,鄒春華,嚴(yán) 翔
(1. 浙江大學(xué)機(jī)械工程學(xué)院,杭州 310027;2. 燕山大學(xué),先進(jìn)鍛壓成形技術(shù)與科學(xué)教育部重點實驗室,秦皇島 066004;3. 寧波震裕科技股份有限公司,寧波 315613;4. 浙江萬里學(xué)院信息與智能工程學(xué)院,寧波 315100)
前言
隨著人們對汽車需求的日益增加,國家頻繁出臺各種利好新能源汽車的政策,發(fā)展新能源汽車成為一種必然趨勢。永磁同步電機(jī)(permanent magnet synchronous motor,PMSM)具有高效率、高功率密度、體積小且結(jié)構(gòu)簡單、轉(zhuǎn)矩慣性比大等特點,被廣泛應(yīng)用于新能源汽車。轉(zhuǎn)子鐵芯是PMSM 的關(guān)鍵組成部件,主要由數(shù)百片無取向電工鋼片疊裝連接而成。在運轉(zhuǎn)過程中,轉(zhuǎn)子鐵芯會受到多種力的綜合作用,易發(fā)生振動。由于振動的存在,轉(zhuǎn)子鐵芯疊片會出現(xiàn)松脫。為防止松脫的出現(xiàn),轉(zhuǎn)子鐵芯須具有承受較大剝離力的能力。但目前國內(nèi)外尚未有學(xué)者通過數(shù)值模擬手段對剝離力進(jìn)行研究,多只進(jìn)行實驗測試,但這種方法將導(dǎo)致轉(zhuǎn)子鐵芯試樣損毀,而有限元仿真可以有效代替實驗測試獲得轉(zhuǎn)子鐵芯剝離力數(shù)值,降低了鐵芯研發(fā)成本。
轉(zhuǎn)子鐵芯電工鋼片的主要連接工藝為膠粘工藝和疊鉚工藝。疊鉚工藝主要采用的是扣點鉚接,沖頭在上片中沖出凸起,與下片的凹槽形成自鎖連接;膠粘工藝是利用噴膠機(jī)構(gòu)在電工鋼疊片表面噴涂膠粘劑,同時施加沿厚度方向的壓裝力進(jìn)行壓裝,即可實現(xiàn)電工鋼片的連接。
本文中選用上述兩種工藝的轉(zhuǎn)子鐵芯為研究對象,采用力能等效的方法,基于數(shù)值模擬軟件ABAQUS 建立了轉(zhuǎn)子鐵芯最大剝離力預(yù)測有限元模型,并將其結(jié)果與實驗結(jié)果進(jìn)行比較,驗證了模型的準(zhǔn)確性,為轉(zhuǎn)子鐵芯最大剝離力的預(yù)測提供參考依據(jù),降低了鐵芯制造過程中的測試成本。同時構(gòu)建了電機(jī)轉(zhuǎn)子鐵芯剝離實驗平臺,比較了兩種疊壓工藝的最大剝離力;確定了電機(jī)空載徑向磁密分析過程,比較了兩種工藝的能量轉(zhuǎn)化率和氣隙磁密正弦度,為鐵芯制造工藝的選取和優(yōu)化提供依據(jù)。
1 硅鋼片材料性能實驗研究
以B30AHV1500-M 硅鋼片試件拉伸實驗提取材料的塑性應(yīng)力應(yīng)變數(shù)據(jù)。材料性能實驗試件按照GB/T228.1—2010 標(biāo)準(zhǔn)進(jìn)行制備,并利用WDW-100 kN 高低溫微機(jī)控制電子萬能材料實驗機(jī)進(jìn)行單向拉伸實驗,測量材料性能。拉伸溫度為25 ℃,拉伸速度為30 mm/min。實驗測得彈性模量=177 000 MPa,泊松比=0.271,延伸率為22%。實驗選用=0.3 mm 的板料進(jìn)行制件,板材的真實應(yīng)力應(yīng)變關(guān)系曲線如圖1所示。線性擬合函數(shù)=+高精度擬合,擬合結(jié)果如表1所示。

表1 試件的本構(gòu)方程參數(shù)
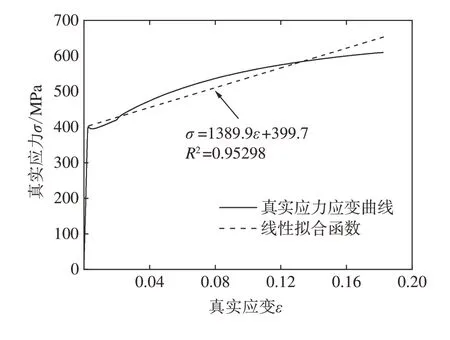
圖1 B30AHV1500-M硅鋼片真實應(yīng)力-應(yīng)變關(guān)系曲線
2 疊鉚型轉(zhuǎn)子鐵芯剝離模型建立
2.1 模型簡化
疊鉚型轉(zhuǎn)子鐵芯采用數(shù)百片轉(zhuǎn)子沖片疊壓而成,轉(zhuǎn)子沖片通過扣點與扣槽的過盈量連接在一起。進(jìn)行剝離強(qiáng)度仿真時,須進(jìn)行大量的接觸設(shè)置,過多的細(xì)密接觸運算一方面必然導(dǎo)致模型無法收斂,另一方面會增加計算時間成本。因此,針對疊鉚型構(gòu)件的結(jié)構(gòu)仿真問題,須在力能等效的前提下對模型進(jìn)行合理的簡化。此項研究的主要目的是針對轉(zhuǎn)子鐵芯最大剝離力求解,建立數(shù)值分析模型,因此力能等效前提下的模型假設(shè)如下。
假設(shè)1:所有扣點的過盈量均相同,即不考慮轉(zhuǎn)子鐵芯扣點制造過程中的誤差。
假設(shè)2:在剝離過程中,兩沖片初始接觸面近似平行,即忽略轉(zhuǎn)子沖片剝離過程中翹曲現(xiàn)象帶來的力能附加。
依據(jù)以上兩點假設(shè),對模型進(jìn)行簡化。
轉(zhuǎn)子鐵芯如圖2 所示,其上分布有多個扣點,這些扣點呈中心對稱分布。由于轉(zhuǎn)子鐵芯相對較小,所有扣點間距較小,當(dāng)對轉(zhuǎn)子鐵芯施加剝離力時,根據(jù)假設(shè)1、2 可知,剝離力被均勻地分配到所有扣點上。為更細(xì)致地研究轉(zhuǎn)子鐵芯剝離時扣點處的受力情況,使用圖2 中虛線框?qū)ω灤╄F芯縱向的某一列扣點及其附近區(qū)域進(jìn)行截取,如圖3(a)所示。并對該區(qū)域典型位置的扣點(圖3(a)中虛線框位置)進(jìn)行受力分析,如圖3(b)所示。
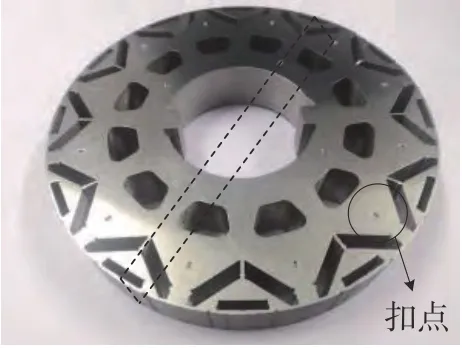
圖2 轉(zhuǎn)子鐵芯
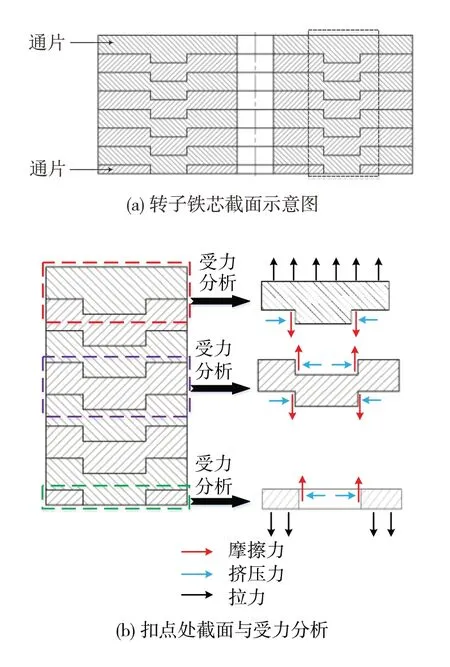
圖3 轉(zhuǎn)子鐵芯截面與受力分析
分別對上、下通片和中間某片扣點進(jìn)行受力分析可知:扣點的過盈量導(dǎo)致擠壓力的產(chǎn)生。在對轉(zhuǎn)子鐵芯進(jìn)行剝離時,所有扣點處該擠壓力所能提供的摩擦力之和即為該鐵芯的抗剝離力。單個扣點處摩擦力與剝離力相等,方向相反。仿真是在理想狀態(tài)下進(jìn)行的,則兩片轉(zhuǎn)子沖片進(jìn)行疊壓后,仿真得到的剝離力大小應(yīng)與整體轉(zhuǎn)子鐵芯的剝離力大小一致。
同時,考慮到由于扣點尺寸遠(yuǎn)小于整個轉(zhuǎn)子沖片的尺寸,在進(jìn)行網(wǎng)格劃分時扣點處的網(wǎng)格尺寸與遠(yuǎn)離扣點處網(wǎng)格尺寸的巨大差異會給網(wǎng)格劃分及其運算帶來難以調(diào)和的困難,須對分析模型進(jìn)行進(jìn)一步的簡化。
如圖4 所示,根據(jù)假設(shè)2,假設(shè)沖片在剝離時刻近似平行分開的前提下,轉(zhuǎn)子鐵芯的剝離力會平均分配到所有扣點上,因此對一個扣點處的剝離情況進(jìn)行仿真,再將仿真結(jié)果乘以扣點總數(shù),即能得到整個轉(zhuǎn)子鐵芯的剝離力。
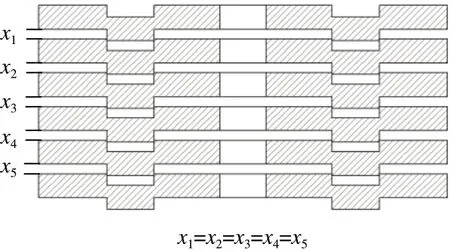
圖4 轉(zhuǎn)子受力后位移示意圖
2.2 仿真計算
為得到疊鉚型轉(zhuǎn)子鐵芯剝離力,采用ABAQUS/Static 靜態(tài)分析模塊進(jìn)行鐵芯扣點剝離仿真。根據(jù)上述簡化思想,取扣點處半徑為3 mm的圓柱區(qū)域進(jìn)行建模。圖5 為簡化后的模型及邊界條件,對下方硅鋼片進(jìn)行固定約束,上方硅鋼片施加位移邊界條件,使其勻速剝離。并在扣點周圈設(shè)置過盈接觸,單側(cè)過盈量為0.01 mm。為對比不同形狀扣點的剝離強(qiáng)度,分別建立了圓形扣點(直徑為2 mm)和矩形扣點(長2 mm,寬1 mm)的剝離分析模型。
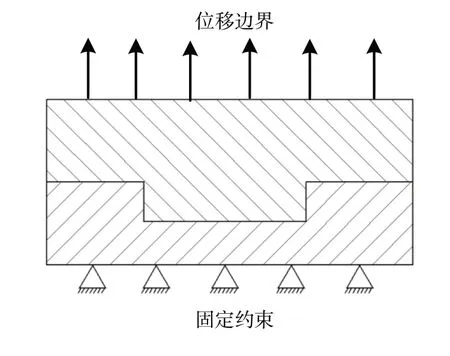
圖5 簡化后的模型及邊界條件
2.3 剝離力-位移曲線
模型受力如圖6 所示,在考慮模型剝離過程中的撓曲變形的情況下,A 面上的拉力會大于扣點過盈面處的摩擦力,而這種關(guān)系的定量評估是無法做到由局部區(qū)域關(guān)聯(lián)到整體區(qū)域的。結(jié)合上述模型簡化原則,則應(yīng)直接提取C 面上由于擠壓產(chǎn)生的摩擦力,作為單個扣點的近似剝離力計算結(jié)果。
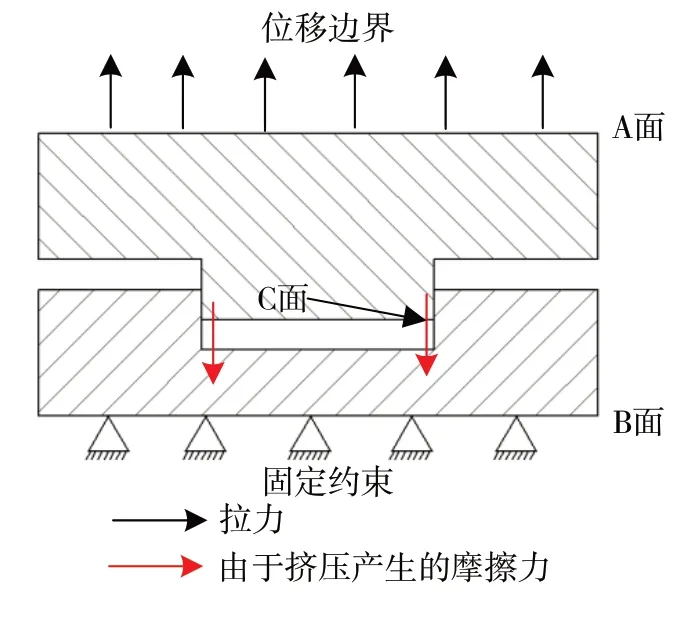
圖6 模型受力示意圖
本應(yīng)通過提取A 面的位移來表示兩轉(zhuǎn)子沖片的相對位移,但由于此模型是力能等效后的模型,提取出的位移并非鐵芯實際剝離時的位移,因此須對該位移量進(jìn)行處理。
根據(jù)上面的假設(shè)條件,在剝離過程中,每兩片轉(zhuǎn)子沖片之間的位移都相等,即轉(zhuǎn)子位移可利用式(1)算得

式中:為轉(zhuǎn)子位移,mm;為仿真模型位移,mm;為轉(zhuǎn)子沖片數(shù)目。
根據(jù)上面提供的方法,將以一臺12 扣點、60 層電工鋼片疊裝的轉(zhuǎn)子鐵芯為例,繪制出轉(zhuǎn)子鐵芯的剝離力-位移曲線,如圖7所示。

圖7 疊鉚型轉(zhuǎn)子鐵芯剝離力-位移曲線
由圖可見:
(1)矩形扣點鐵芯的最大剝離力為669.6 N,圓形扣點的最大剝離力為624.7 N,矩形扣點最大剝離力比圓形扣點提高了7.2%,其剝離強(qiáng)度更大,連接更加可靠;
(2)在剝離過程中,鐵芯的剝離力在很小的位移下達(dá)到最大值,之后會隨位移的增加逐漸減小。
3 膠粘型轉(zhuǎn)子鐵芯剝離模型的建立
3.1 膠接界面的破壞
膠接界面破壞一般有4 種基本形式:內(nèi)聚破壞、被膠接物破壞、黏附破壞和內(nèi)聚破壞與黏附破壞同時存在,如圖8 所示。由于鐵芯疊片的強(qiáng)度高于膠粘劑的強(qiáng)度,因此膠粘型鐵芯剝離過程中,發(fā)生的主要破壞形式為內(nèi)聚破壞。
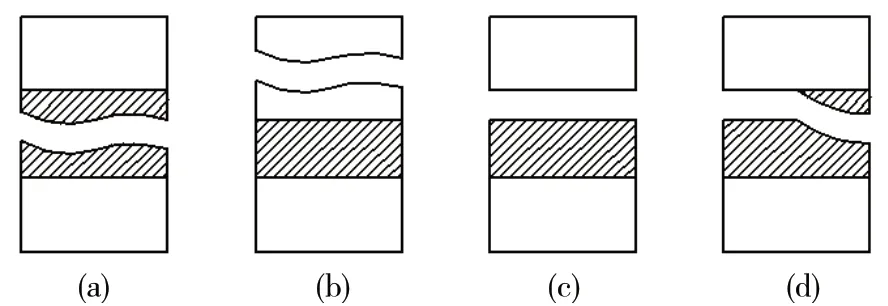
圖8 膠接界面破壞形式
3.2 內(nèi)聚力模型
3.2.1 內(nèi)聚力模型簡介
內(nèi) 聚 力 模 型 是 由Dugdale和Barenblatt提 出的,可用來分析膠層界面破壞。其假設(shè)在真實裂紋前端存在內(nèi)聚力區(qū),此區(qū)域在斷裂過程中會發(fā)生能量耗散,如圖9 所示。在內(nèi)聚力區(qū)的張力是張開位移的函數(shù),即

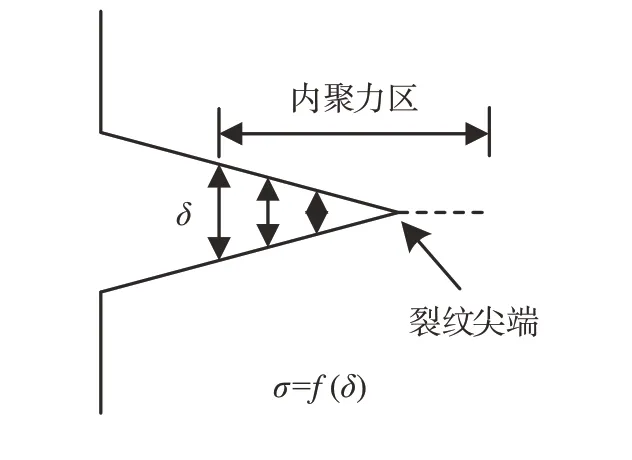
圖9 內(nèi)聚力區(qū)域示意圖
常用的內(nèi)聚力模型有雙線性、梯形、多項式和指數(shù)等。Yamakov 等的研究表明,研究脆性斷裂時宜采用雙線性內(nèi)聚力模型。由于膠粘型轉(zhuǎn)子鐵芯剝離過程膠層斷裂屬于脆性開裂,故本文采用雙線性內(nèi)聚力模型,如圖10所示。
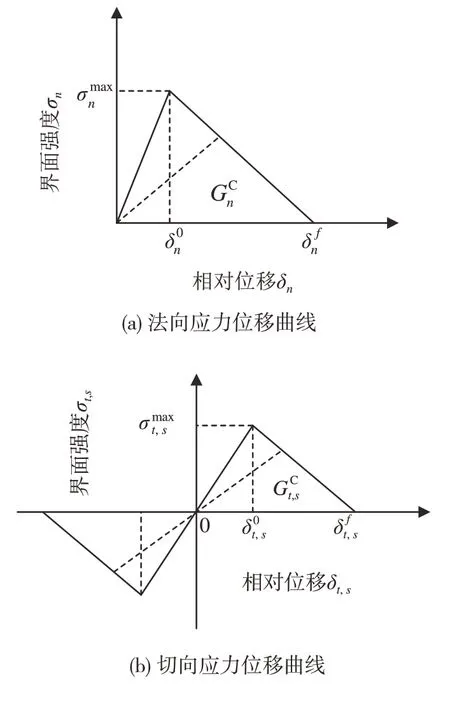
圖10 雙線性應(yīng)力位移曲線
雙線性內(nèi)聚力模型可將膠層損傷分為兩個階段:損傷萌生和損傷演化。在裂紋萌生前,層間界面的牽引力、剪切力較小,層間界面接觸應(yīng)力-位移關(guān)系表現(xiàn)為線彈性,即

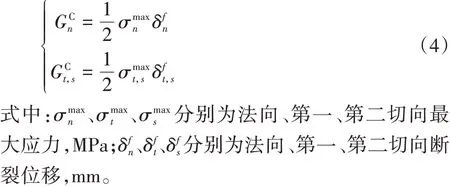
式中:k、k、k分別表示為法向、第一和第二切向界面剛度系數(shù),MPa/mm;σ、σ和σ分別為法向、第一和第二切向應(yīng)力,MPa;δ、δ和δ分別為法向、第一和第二切向位移,mm。
當(dāng)層間接觸應(yīng)力繼續(xù)增加至?xí)r,意味著膠層達(dá)到最大應(yīng)力值,此時裂紋開始萌生。損傷萌生后,界面法向應(yīng)力與切向應(yīng)力逐漸減小,直至應(yīng)力完全消失,膠層界面完全損壞,同時界面斷裂能達(dá)到最大值,被稱為臨界斷裂能(斷裂能為σ-δ曲線
所包圍面積,即=∫d=∫( )d),臨界斷裂能計算式為
3.2.2 損傷萌生判定條件
ABAQUS 中給定的損傷萌生判定條件包括最大名義應(yīng)變準(zhǔn)則、最大名義應(yīng)力準(zhǔn)則、二次名義應(yīng)變準(zhǔn)則和二次名義應(yīng)力準(zhǔn)則。電機(jī)鐵芯膠層界面斷裂是一種脆性斷裂,可采用二次名義應(yīng)力準(zhǔn)則進(jìn)行損傷萌生判定:

3.2.3 損傷演化準(zhǔn)則


針對損傷演化過程,Camanho和Davila提出了一個針對雙線性內(nèi)聚力模型的損傷變量,即

式中:為一個標(biāo)明界面損傷演化程度的一個標(biāo)量,其值在0~1 之間。當(dāng)=0 時標(biāo)明材料尚未發(fā)生損傷;當(dāng)=1時標(biāo)明界面完全開裂。


ABAQUS 提供了斷裂位移和臨界斷裂能兩種方法來判斷界面開裂,本研究選用界面斷裂能來判定。
3.2.4 內(nèi)聚力模型的嵌入
采用在轉(zhuǎn)子疊片表面添加內(nèi)聚力接觸的方式,實現(xiàn)對膠粘型電機(jī)鐵芯最大剝離力的仿真計算,如圖11所示。
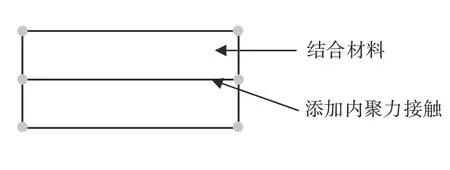
圖11 內(nèi)聚力模型嵌入的方法
3.3 模型簡化
研究者的主要目的是針對膠粘型轉(zhuǎn)子鐵芯最大剝離力求解,建立數(shù)值分析模型,因此力能等效前提下的模型假設(shè)如下。
假設(shè)1:膠粘型轉(zhuǎn)子鐵芯在生產(chǎn)制造過程中,鐵芯沖片大小一致,不存在明顯差異;
假設(shè)2:膠粘型鐵芯相鄰兩層之間的膠粘劑質(zhì)量相同,均勻分布在轉(zhuǎn)子沖片上,厚度一致;
假設(shè)3:膠粘劑性能良好,膠粘劑固化后內(nèi)部不含有氣泡和雜質(zhì),表面和內(nèi)部沒有明顯的缺陷,如裂紋、劃痕和毛刺等。
依據(jù)以上3點假設(shè),對模型進(jìn)行簡化,由假設(shè)1、假設(shè)2、假設(shè)3 可知,在相鄰的膠粘型鐵芯沖片之間產(chǎn)生的剝離力大小相等,方向相反,且因膠粘劑產(chǎn)生的作用力相等,故整個鐵芯剝離過程中,所有沖片產(chǎn)生的間距相等,因此可以用兩片鐵芯沖片來模擬求得整體鐵芯的最大剝離力,并利用式(1)來還原實際過程產(chǎn)生的位移。
3.4 仿真計算
膠粘型鐵芯剝離強(qiáng)度選用ABAQUS/Standard 隱式分析模塊進(jìn)行仿真。膠層參數(shù)如表2所示。

表2 膠層模擬參數(shù)
為解決利用膠粘型電機(jī)轉(zhuǎn)子鐵芯模型進(jìn)行剝離過程仿真時易出現(xiàn)不收斂、計算速度慢等問題,建模時將電機(jī)鐵芯進(jìn)行了簡化,去掉孔洞結(jié)構(gòu),以節(jié)約仿真運算時間,保證其收斂性。將膠粘型鐵芯制成3 種不同面積的圓環(huán)(外徑=130 mm,內(nèi)徑=55 mm,面積=9495 mm;=120 mm,=48 mm,=10892 mm;=135 mm,=43 mm,=12855 mm),模型面積保證與鐵芯一致,單片鐵芯厚度為0.3 mm,為兩個圓環(huán)的中間面設(shè)置內(nèi)聚力接觸,并設(shè)置相關(guān)內(nèi)聚力參數(shù)。簡化后的模型如圖12(a)所示,邊界條件見圖12(b)。
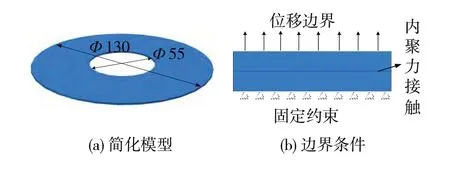
圖12 簡化模型及其邊界條件
3.5 剝離力-位移曲線
利用ABAQUS后處理功能,提取模型的剝離力-位移曲線,并利用式(1)對位移處理后,得到膠粘型轉(zhuǎn)子鐵芯的剝離力-位移曲線,如圖13 所示。該曲線呈現(xiàn)出一種“雙線性”狀態(tài),即曲線由兩段直線組成。在較小的位移下剝離力呈線性迅速達(dá)到最大值,之后隨著位移的增加又呈線性緩慢減小;隨著膠粘面積的增加,最大剝離力變大,但曲線所包圍的面積不變,這說明膠粘面積并不影響臨界斷裂能。
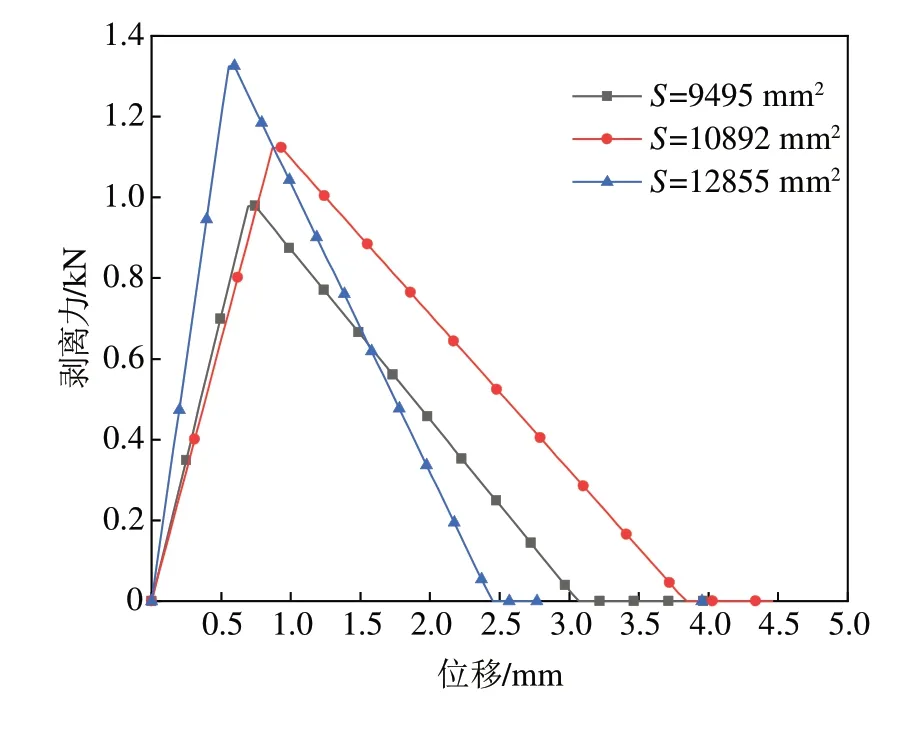
圖13 膠粘型鐵芯的剝離力-位移曲線
4 轉(zhuǎn)子鐵芯剝離實驗
4.1 實驗平臺
轉(zhuǎn)子鐵芯剝離強(qiáng)度測量實驗平臺主要由TY8000 伺服控制材料試驗機(jī)、PC 控制系統(tǒng)和待測樣品等組成,如圖14 所示。通過PC 控制系統(tǒng)可實現(xiàn)對TY8000伺服控制材料試驗機(jī)的精準(zhǔn)控制,能夠測量出待測樣品的剝離力-位移曲線。
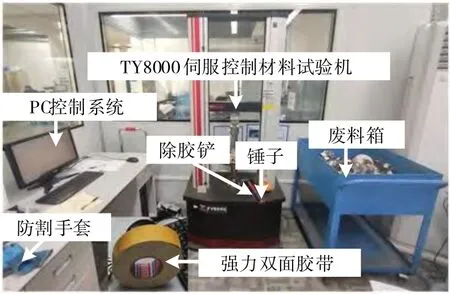
圖14 鐵芯剝離性能測量實驗平臺
選取6種典型的轉(zhuǎn)子鐵芯樣品,每種樣品取3個同批次生產(chǎn)的轉(zhuǎn)子鐵芯進(jìn)行測量,最終最大剝離力取其平均值。對6 種樣品分別標(biāo)為1 號(8 個矩形扣點),2 號(12 個矩形扣點),3 號(16 個矩形扣點),4 號(=9495 mm圓形扣點),5號(=10892 mm圓形扣點)和6 號(=12855 mm圓形扣點),樣品實物如圖15所示。
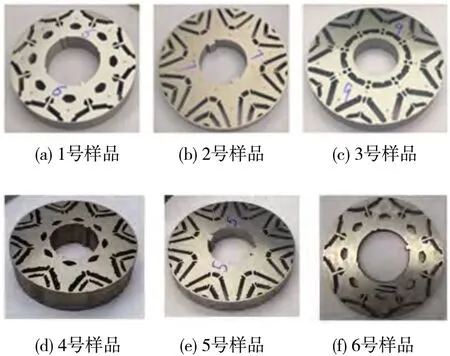
圖15 鐵芯剝離實驗測量樣品
4.2 測試方法
實驗前擦除轉(zhuǎn)子鐵芯表面污漬;清理后對轉(zhuǎn)子兩側(cè)粘貼強(qiáng)力雙面膠帶,須保證大小一致、位置相同,防止轉(zhuǎn)子鐵芯在剝離過程中出現(xiàn)兩表面受力不均現(xiàn)象;將貼好強(qiáng)力雙面膠帶的轉(zhuǎn)子鐵芯粘貼到試驗機(jī)拉伸平臺上,位于平臺中心的位置;開啟試驗機(jī),對轉(zhuǎn)子鐵芯施加3 000 N 的壓力,并保壓一定時間,以保證膠帶粘貼牢固,之后泄壓至100 N,繼續(xù)保壓一定時間后進(jìn)行剝離實驗:在25 ℃的溫度下,以30 mm/min的速度進(jìn)行拉伸,直至轉(zhuǎn)子鐵芯分離。
4.3 實驗結(jié)果分析
隨著TY8000 伺服控制材料試驗機(jī)上滑塊的提升,轉(zhuǎn)子鐵芯所承受的拉伸力逐漸增加,鐵芯開始發(fā)生剝離。圖16為轉(zhuǎn)子鐵芯剝離前后對比圖。
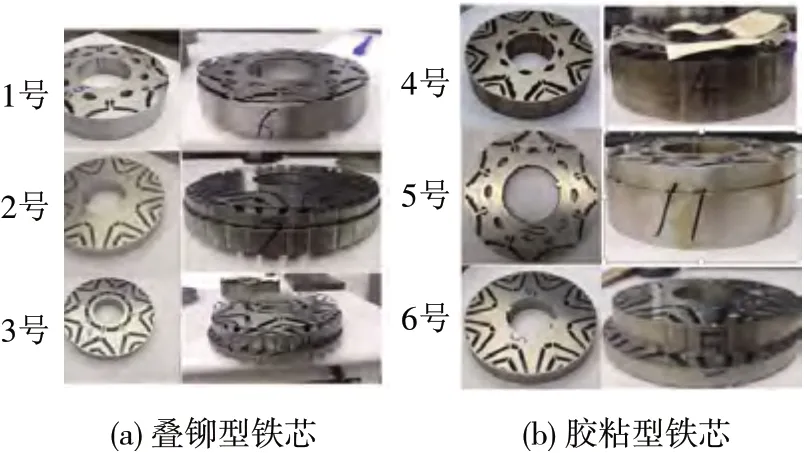
圖16 轉(zhuǎn)子鐵芯剝離前后對比
實驗發(fā)現(xiàn),對于疊鉚型電機(jī)轉(zhuǎn)子鐵芯來說,實際工況下轉(zhuǎn)子鐵芯沖片的分離不是同時發(fā)生的,而會在扣點連接相對薄弱的位置率先剝離,而后在其他相對薄弱的地方再次剝離,剝離最后階段會集中在某片或某幾片處的扣點上,直至鐵芯完全剝離,如圖17 所示。這是因為疊鉚型轉(zhuǎn)子鐵芯的扣點數(shù)量較多,在生產(chǎn)制造過程中無法保證所有扣點的大小、表面粗糙度和扣緊程度完全相同,因此剝離就會先出現(xiàn)在有“缺陷”的扣點處,在剝離過程中會體現(xiàn)出剝離位置的不可控性。
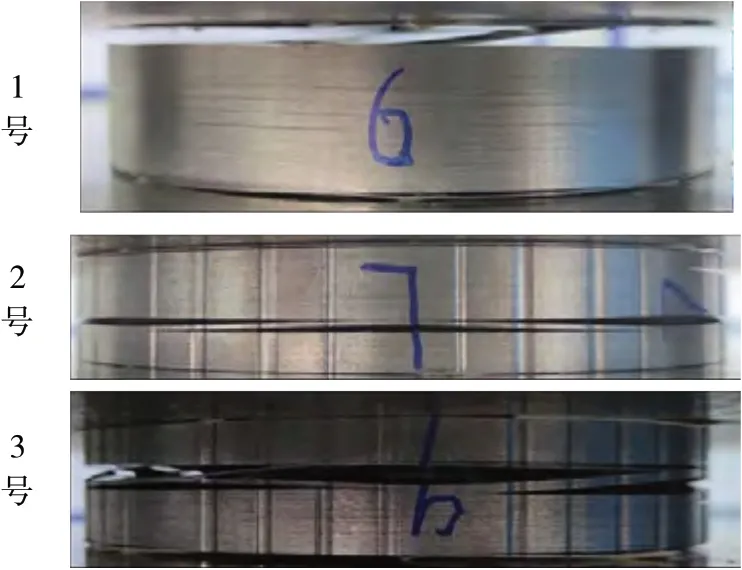
圖17 轉(zhuǎn)子鐵芯剝離位置
對于膠粘型電機(jī)轉(zhuǎn)子鐵芯來說,剝離位置會發(fā)生在疊片某一層內(nèi),而不會在幾個片層內(nèi)同時發(fā)生,如圖16(b)所示。這是因為膠粘型轉(zhuǎn)子鐵芯在生產(chǎn)制造過程中,膠粘劑并不是涂抹在疊片上的,而是通過噴涂膠點后施加壓力,促使膠點擴(kuò)散而使膠粘劑分布在疊片上,由于疊片表面粗糙度不同、膠量不足和膠點分布不合理等原因,就會導(dǎo)致片層之間膠粘劑的厚度、膠粘面積等存在差異,從而呈現(xiàn)疊片不能同時剝離的情況。但由于膠粘型鐵芯的受力是疊片整體受力,不同于疊鉚型鐵芯的多點受力,所以膠粘型鐵芯只會在疊片某一層內(nèi)分離,不會出現(xiàn)多層同時分離的現(xiàn)象,因此與疊鉚型鐵芯相比,膠粘型鐵芯的抗剝離能力更強(qiáng),抗振動性能更好。
圖18為兩種型式鐵芯剝離力-位移曲線的對比。由圖18(a)可見,疊鉚型鐵芯的剝離力會出現(xiàn)較大波動,這說明扣點的脫開是“突然”的,在實際的電機(jī)運行過程中,這種扣點的“突然”脫開會導(dǎo)致電機(jī)發(fā)生較大的振動和噪聲,甚至打破電機(jī)的穩(wěn)定運轉(zhuǎn)狀態(tài),導(dǎo)致電機(jī)意外停轉(zhuǎn),因此對于疊鉚型轉(zhuǎn)子鐵芯來說,其最大剝離力應(yīng)足夠大,同時各處扣點的過盈裝配應(yīng)盡量保證一致,且可通過旋轉(zhuǎn)疊裝的方式來平衡扣點之間的差異,以保證其具有足夠的抗剝離性能。
由圖18(b)可見,膠粘型轉(zhuǎn)子鐵芯的剝離力-位移曲線呈現(xiàn)一種“雙線性”形態(tài),這說明對于膠粘型鐵芯來說,在剝離過程中膠粘劑的材料特性符合雙線性內(nèi)聚力模型,其在剝離過程中會出現(xiàn)幾次較大的剝離力波動,這是因為在疊壓過程中,膠粘劑在疊片上的分布不均勻所致。
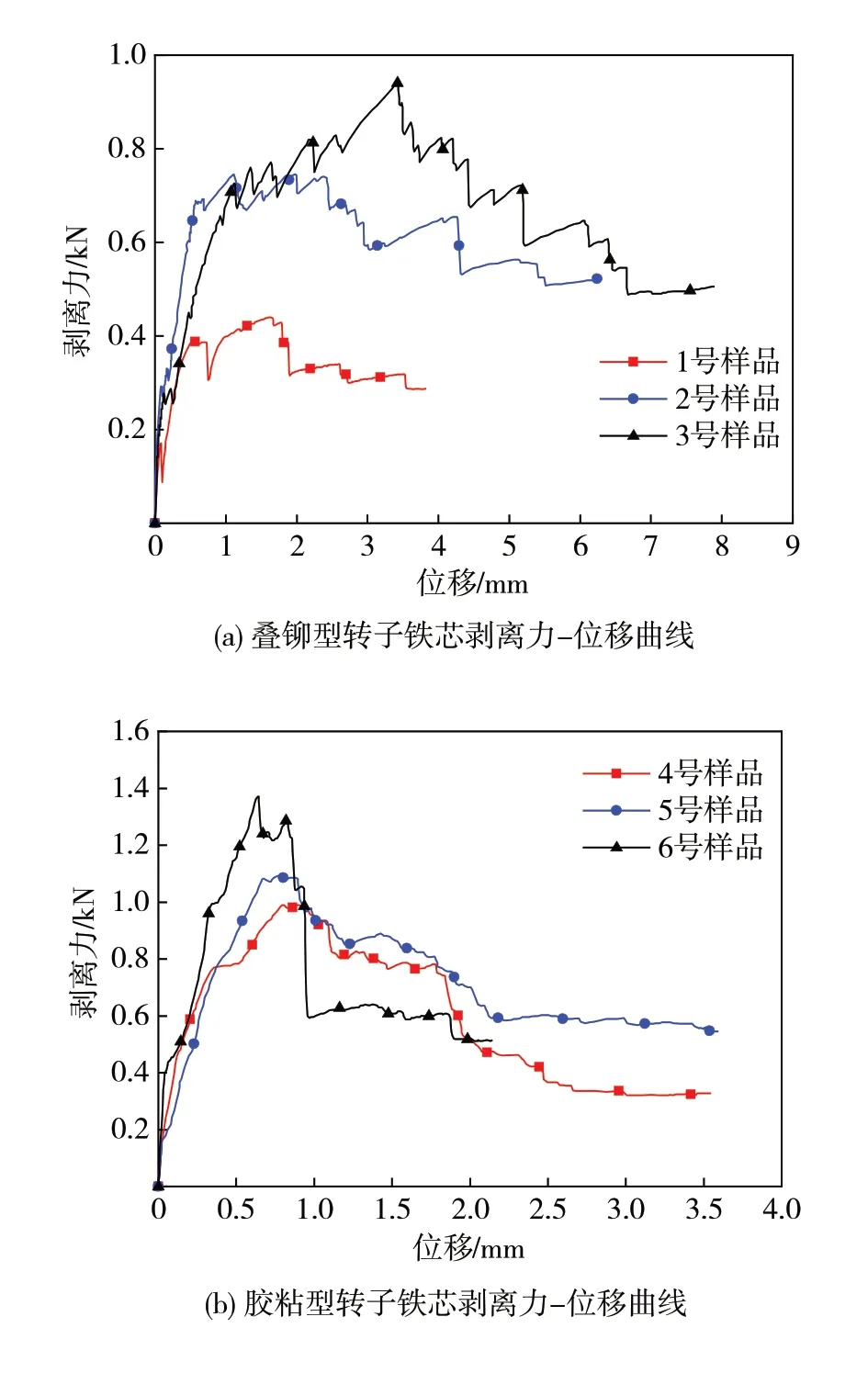
圖18 實驗樣品剝離力-位移曲線
為比較兩種疊壓工藝對轉(zhuǎn)子鐵芯剝離強(qiáng)度的影響,提取6 種轉(zhuǎn)子鐵芯樣品的最大剝離力,如表3 所示。由表可知,膠粘型鐵芯的剝離強(qiáng)度明顯優(yōu)于疊鉚型鐵芯;增加膠粘面積和增加扣點數(shù)量均可明顯提高鐵芯的剝離強(qiáng)度。

表3 實驗樣品最大剝離力 N
5 實驗與仿真結(jié)果分析
5.1 疊鉚型電機(jī)鐵芯
通過對1、2、3 號樣品的最大剝離力實驗數(shù)據(jù)與仿真數(shù)據(jù)的對比,驗證疊鉚型轉(zhuǎn)子鐵芯仿真的準(zhǔn)確性,對比結(jié)果如圖19所示。
由圖19 可知,實驗與仿真結(jié)果能夠很好吻合,最大剝離力誤差小于15%,說明仿真結(jié)果能夠較準(zhǔn)確預(yù)估真實的最大剝離力,一定程度上降低鐵芯產(chǎn)品的研發(fā)成本。
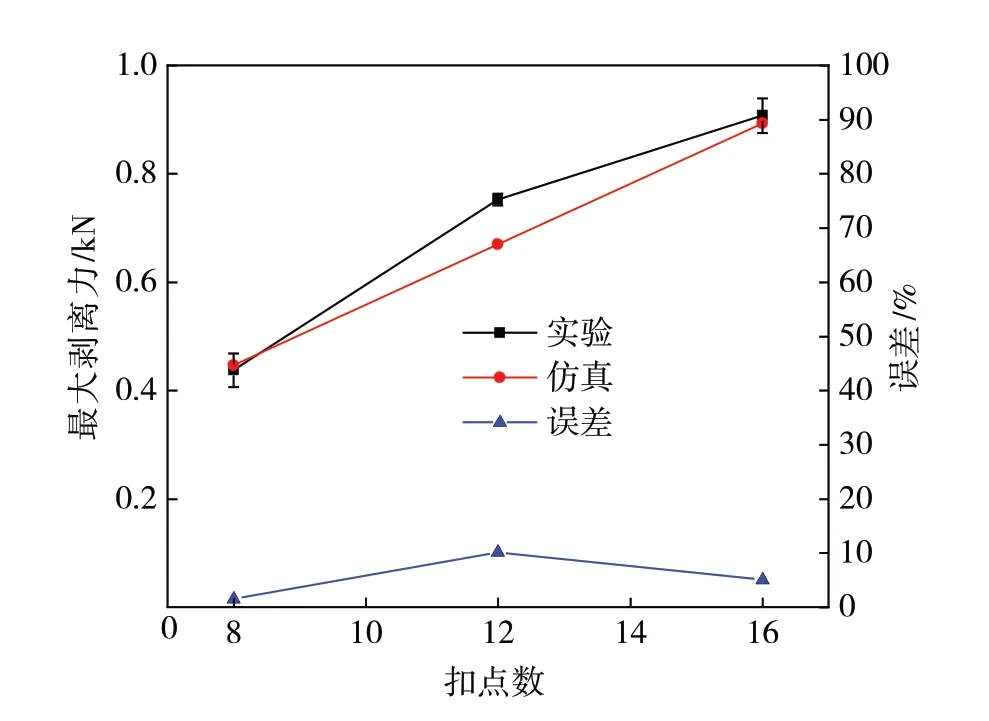
圖19 疊鉚型轉(zhuǎn)子鐵芯最大剝離力仿真與實驗對比
5.2 膠粘型電機(jī)鐵芯
通過對4、5、6 號樣品的最大剝離力實驗與仿真數(shù)據(jù)的對比,以驗證膠粘型轉(zhuǎn)子鐵芯仿真的準(zhǔn)確性,對比結(jié)果如圖20所示。
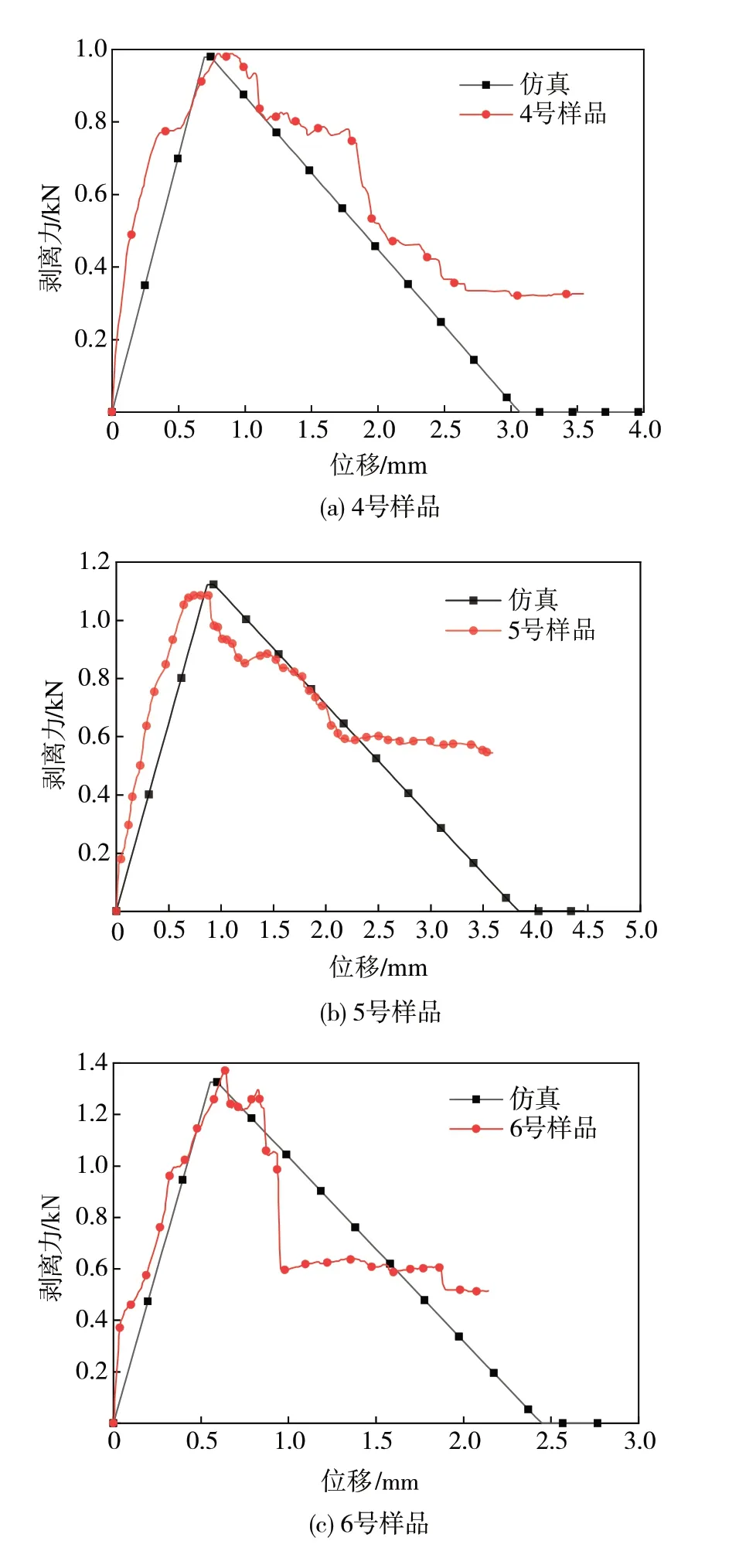
圖20 膠粘型轉(zhuǎn)子鐵芯剝離力-位移曲線仿真與實驗對比
由圖20 可知,膠粘型鐵芯剝離力-位移曲線的有限元仿真與實驗結(jié)果能夠很好吻合,最大剝離力誤差為9.3%。
但在實驗中當(dāng)位移超過最大剝離力所對應(yīng)位移時,由于此時剝離力過大導(dǎo)致用來固定轉(zhuǎn)子鐵芯的強(qiáng)力膠也會發(fā)生膠層失效,導(dǎo)致一部分鐵芯上的強(qiáng)力膠脫膠,如圖21 中紅色框所示,這就會導(dǎo)致最終的位移變大,從而使整條剝離力-位移曲線向右移動,在圖20 上就會顯示出:當(dāng)位移增大時,實驗與仿真曲線的結(jié)果出現(xiàn)了偏移,但這并不影響仿真的有效性。因為對于剝離力-位移曲線,更關(guān)注其最大剝離力,而后續(xù)曲線相對而言不很重要。
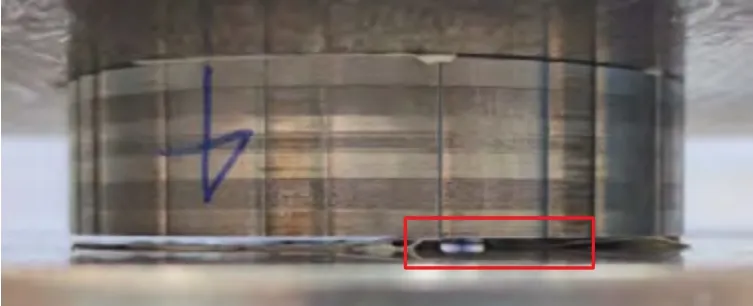
圖21 實驗中膠粘型鐵芯強(qiáng)力膠脫膠
6 電機(jī)空載徑向磁密分析
6.1 空載徑向磁密的重要性
為進(jìn)一步比較兩種疊壓工藝對電機(jī)性能的影響,采用電磁場仿真軟件ANSYS Maxwell 對電機(jī)氣隙磁場進(jìn)行分析。
在很大程度上,永磁同步電機(jī)的感應(yīng)電動勢和轉(zhuǎn)矩特性取決于氣隙磁通密度波形的正弦度。
6.2 氣隙磁密分量
永磁同步電機(jī)在氣隙處的磁通密度可分為徑向分量、切向分量和軸向分量。徑向磁密從永磁體出發(fā),通過轉(zhuǎn)子,穿過氣隙,最終到達(dá)定子,從而完成從轉(zhuǎn)子到定子的能量傳遞。切向磁密只存在于氣隙之中,不會進(jìn)入定子中,一般不進(jìn)行研究。軸向磁密相對較小,通常忽略不計。故本研究僅對徑向磁密進(jìn)行分析。
6.3 徑向氣隙磁密波形分布的有限元模型
6.3.1 幾何模型與邊界條件
因電機(jī)鐵芯為旋轉(zhuǎn)對稱結(jié)構(gòu),為減少計算量,只建立1/4模型。由于此次分析只針對氣隙磁密,而電機(jī)的軸向長度對氣隙磁密的影響較小,因此進(jìn)一步簡化模型,僅取電機(jī)鐵芯中心部分的5 片鐵芯疊片進(jìn)行分析,如圖22 所示。電機(jī)鐵芯左右邊界設(shè)置為主從邊界條件。對于膠粘型電機(jī),在鐵芯疊片之間設(shè)置絕緣邊界條件,以避免渦流在疊片間流動;對于疊鉚型電機(jī),建立扣點模型,并設(shè)置相應(yīng)的絕緣邊界條件,如圖22和圖23所示。
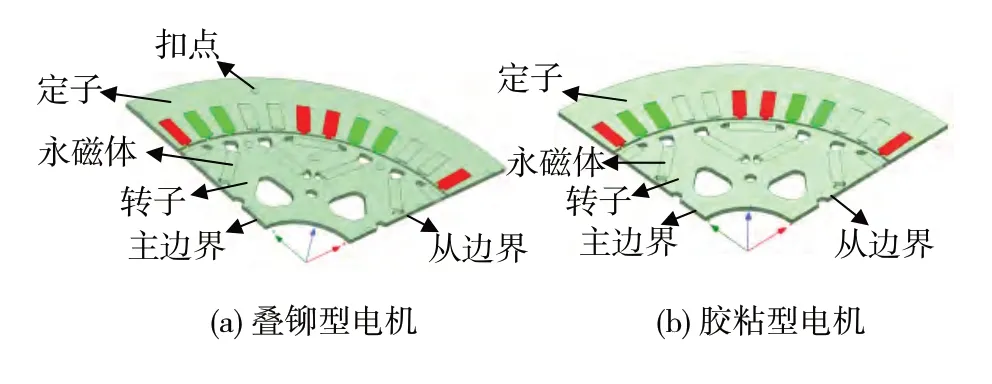
圖22 電機(jī)的幾何模型及主從邊界條件
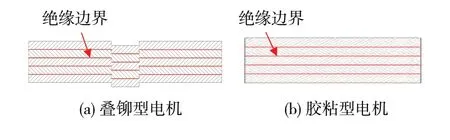
圖23 截面處的邊界條件
仿真采用的相關(guān)材料見表4。
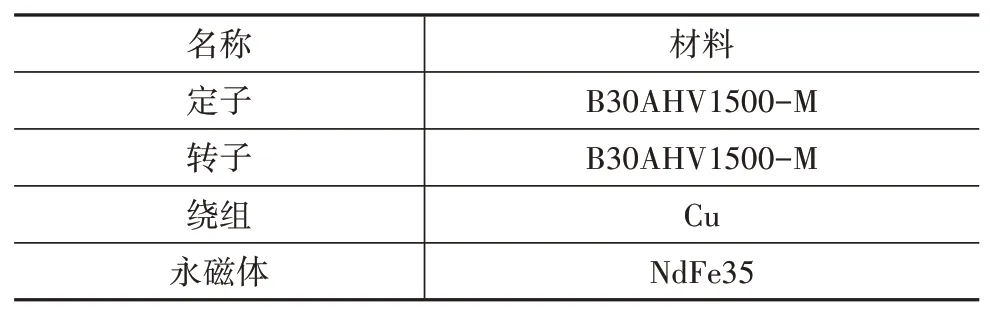
表4 相關(guān)材料參數(shù)
6.3.2 氣隙磁密波形及各次諧波幅值
對膠粘型電機(jī)和疊鉚型電機(jī)的空載氣隙磁場進(jìn)行分析,得到相應(yīng)的徑向氣隙磁密波形,并對所得波形進(jìn)行傅里葉諧波分析,得到各次諧波分布圖和相應(yīng)幅值,如圖24 所示。其中,圖24(a)和圖24(b)中紅色粗線為氣隙磁密曲線,其余為各次諧波曲線。圖24(c)為各次諧波幅值的直方圖,表5 則示出對應(yīng)的數(shù)據(jù)。
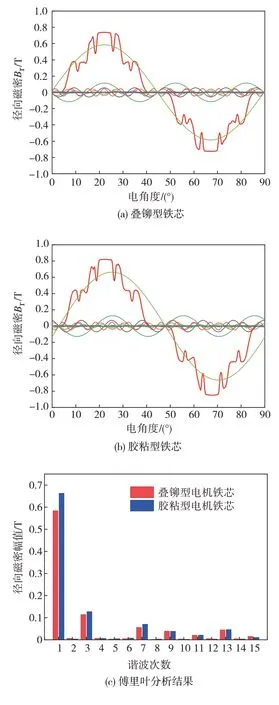
圖24 徑向磁密波形及傅里葉分析結(jié)果
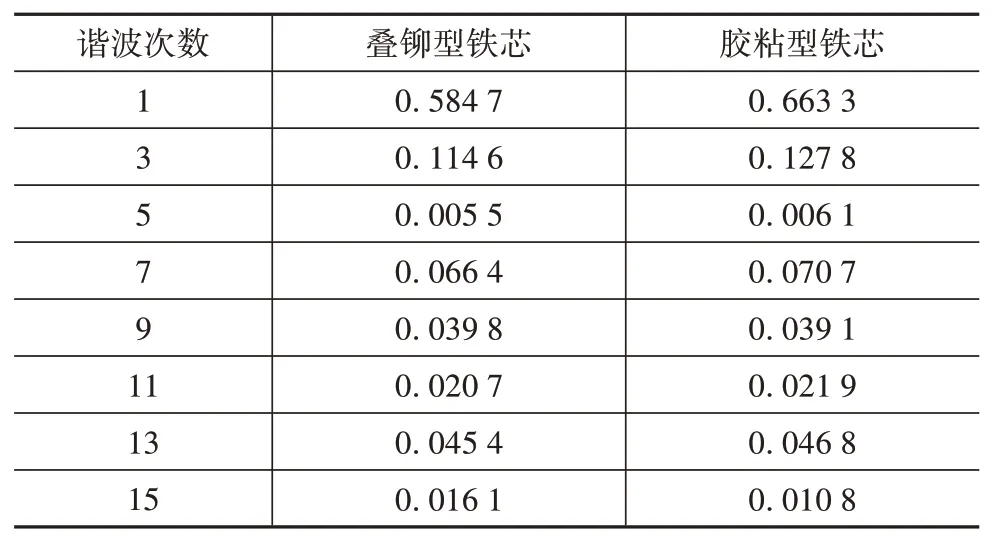
表5 各次諧波幅值 T
由圖24 可知,徑向磁密的波形基本接近正弦。從表5可看出,膠粘型電機(jī)的基波幅值為0.663 3 T,疊鉚型電機(jī)為0.584 7 T,膠粘型電機(jī)的基波幅值略大于疊鉚型電機(jī)。由文獻(xiàn)[12]可知,當(dāng)氣隙磁密小于0.7 T時,氣隙磁密的增加會降低電機(jī)運行電流和損耗,提高電機(jī)運行效率,故膠粘型電機(jī)在電磁方面優(yōu)于疊鉚型電機(jī)。
為對兩種疊壓工藝的氣隙磁密波形正弦度進(jìn)行綜合定量分析,引入諧波畸變率,其計算公式為

式中:B為氣隙磁密基波幅值,T;B為氣隙磁密第次諧波幅值,T;為諧波次數(shù)。
越小,表示磁場中諧波含量越低,氣隙磁密正弦度越高,電機(jī)性能越好。
計算得到膠粘型電機(jī)的正弦波畸變率為24.1%,疊鉚型電機(jī)為25.3%。膠粘型電機(jī)氣隙磁場諧波含量略有減小,正弦性畸變率略有下降,膠粘型電機(jī)的正弦度更好,電機(jī)性能更優(yōu)。
7 結(jié)論
(1)疊鉚型轉(zhuǎn)子鐵芯在剝離過程中,扣點不會同時脫開,而會在相對薄弱的扣點處先行脫開,每次扣點的脫開都會導(dǎo)致剝離力發(fā)生波動,這將導(dǎo)致電機(jī)在工作過程中發(fā)生振動,不利于電機(jī)的正常運行,因此在實際生產(chǎn)過程中須保證扣點大小、過盈裝配量一致,并可通過旋轉(zhuǎn)疊裝的方式來平衡扣點之間的差異。
(2)轉(zhuǎn)子鐵芯最大剝離力有限元仿真預(yù)測值與實驗值吻合較好,說明有限元仿真可實現(xiàn)對轉(zhuǎn)子鐵芯最大剝離力的準(zhǔn)確預(yù)測,有利于降低實驗成本,進(jìn)而降低電機(jī)生產(chǎn)制造成本。
(3)與疊鉚工藝相比,膠粘工藝能夠更有效地提高轉(zhuǎn)子鐵芯的最大剝離力,同時膠粘工藝的面接觸能有效防止轉(zhuǎn)子疊片脫開過程中帶來的附加振動。
(4)采用膠粘工藝可大幅提高鐵芯的剝離強(qiáng)度,同時由于膠粘劑的絕緣性能也相對增大了膠粘型電機(jī)的運行效率,提高了氣隙磁場的正弦度,降低了電機(jī)運行的電流和損耗,因此膠粘工藝在一定程度上優(yōu)于疊鉚工藝。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網(wǎng)絡(luò)安全與數(shù)據(jù)管理(2022年1期)2022-08-29 03:15:20
導(dǎo)航定位學(xué)報(2022年4期)2022-08-15 08:27:00
中學(xué)生數(shù)理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀(jì)智能(數(shù)學(xué)備考)(2021年9期)2021-11-24 01:14:36
成都醫(yī)學(xué)院學(xué)報(2021年2期)2021-07-19 08:35:14
新世紀(jì)智能(數(shù)學(xué)備考)(2020年9期)2021-01-04 00:25:14
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(2020年2期)2020-06-02 11:29:24
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19