鋼鐵工業燒結煙氣多污染物減排技術探討
2022-09-06 11:50:22胡笳
冶金動力 2022年4期
胡 笳
(安徽欣創節能環保科技股份有限公司,安徽馬鞍山 243000)
引言
鋼鐵工業在熱加工過程中消耗大量的燃料和礦石,同時排放出大量的空氣污染物,如SO2、NOx和二噁英等,其中燒結工序是主要排放源。燒結煙氣具有氣量大、濕度高和溫度波動大的特征,所含的污染物成分復雜、流量波動大,從而造成煙氣中污染物脫除難度大。在燒結煙氣SO2減排方面,我國燒結企業和科研人員做了大量的工作,SO2無序超標排放已得到有效控制[1-3]。但燒結煙氣脫硝和脫二噁英仍處于起步階段,有些甚至直接排放到大氣中,對環境造成不可逆的污染。國家部委在2019年出臺了《關于推進實施鋼鐵行業超低排放的意見》,對燒結煙氣污染治理排放濃度的限值提出更高的要求。隨著國家對環保要求的越來越嚴格,氮氧化物和二噁英將成為優先控制的污染物之一。本文介紹了燒結煙氣污染物排放特征并綜述了多種燒結煙氣協同控制技術的發展現狀。
1 燒結煙氣污染物排放特征
1.1 燒結過程SO2減排途徑
燒結工序能合理地利用礦石資源,為高爐煉鐵提供大量鐵品位高、性能穩定的燒結礦,因而成為鋼鐵冶煉長流程的重要組成部分。但燒結過程中產生了大量的SO2,對環境造成的污染也不容忽視。2015 年,黑色金屬行業SO2的排放量為173.6×104t,外排量高居工業行業的前三位[1]。其中,燒結工序產生的SO2含量占鋼鐵行業煙氣總排放量的60%以上,在長流程煉鋼生產中占總排放量的85%以上,因此,燒結工序產生的SO2為鋼鐵行業SO2的主要排放源[2]。盡管近年來SO2排放量有所下降,但其排放量仍超過了環境的承載能力[3]。而且,國家相關環保政策對制造業污染物的排放要求越來越嚴格,所以燒結過程中SO2減排已是黑色金屬冶煉工業廢氣減排的重點。
燒結煙氣脫硫近些年來得到了快速的發展,脫硫技術主要在電廠脫硫技術的基礎上發展而來,現階段脫硫技術的種類也比較多,現有技術研究和生產實踐可以將燒結過程的SO2減排方法分為3種:
(1)燒結原料控制:即從原料和配料入手,使用低硫原料進行燒結,可有效降低燒結煙氣SO2排放量,但是考慮到原料來源和經濟成本,這種方法難以實施;
(2)燒結過程控制:即在燒結原料中加入固硫劑,從而減少燒結過程中的SO2排放,但是固硫劑的加入也會影響燒結礦的質量,給高爐煉鐵工藝產生影響;
(3)燒結煙氣控制:即對已經產生的SO2進行控制,這也是目前使用最廣泛、最有效的SO2減排方法。
煙氣脫硫技術(FGD)歷經70 年的發展,種類方法接近200 種[4-7]。在電力和鍋爐行業,脫硫技術已經相當成熟。眾多煙氣脫硫技術是根據脫硫過程中燒結煙氣脫硫產物的差異,將脫硫技術分為濕法、干法和半干法三大類[8],其應用如表1所示。
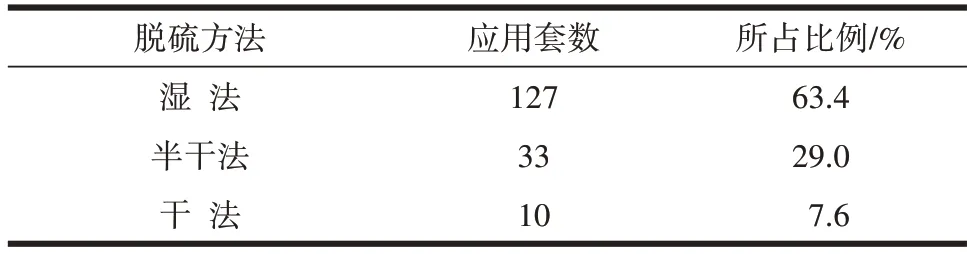
表1 燒結煙氣脫硫方法及應用
(1)濕法煙氣脫硫
濕法燒結煙氣脫硫是一種利用液體或漿狀吸收劑進行脫硫的技術。目前,主流的濕法煙氣脫硫工藝有:石灰石-石膏法、氨-硫銨法、氧化鎂法等。
(2)干法煙氣脫硫
干法燒結煙氣脫硫工藝是將燒結煙氣產生的SO2與固態粒狀或粉狀的脫硫劑發生物理化學反應以達到脫除煙氣中的SO2的目的。干法煙氣脫硫工藝可分為活性炭焦或粉煤灰吸附法、爐膛干粉噴射脫硫法和高能電子活化氧化法等。
(3)半干法煙氣脫硫
半干法煙氣脫硫技術兼具濕法和干法煙氣脫硫工藝的特點,包括循環流化床法(CFB法)、旋轉噴霧干燥法(SDA 法)等,該方法具有能耗低、廢水少、流程簡單、占地小、成本低等顯著優點,同時還可以脫除NOX、汞和二噁英等非常規污染物。隨著我國燒結機大型化發展,半干法脫硫技術所占比例不斷提高,已成為燒結工序煙氣脫硫重要工藝之一。
1.2 氮氧化物(NOx)排放特征
NOx是常見的5 種氮的氧化物統稱,包括N2O、NO、N2O3、NO2和N2O5,其中NO 和NO2為主要污染物,在煙氣中的比例也是最高(NO 占90%以上,NO2占5%~10%)[4]。NOx具有生物呼吸毒性,會對生態環境和人類健康造成巨大的危害,會引起一系列的環境問題。
在燒結工序的點火階段、固體燃料燃燒和高溫反應階段會產生NOx。又可將其產生的機理,分為熱力型(Thermal NOx)、快速型(Prompt NOx)和燃料型(Fuel NOx),如表2所示[5-6]。
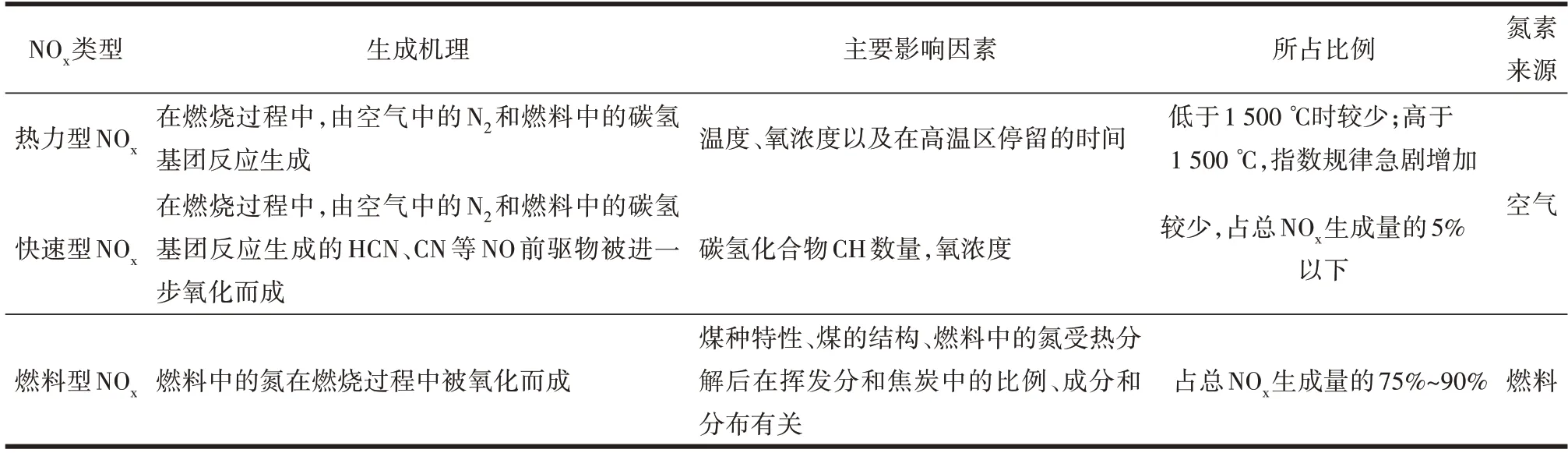
表2 燒結過程中產生的三種類型NOx
日本學者發現燒結過程中的氮氧化物主要為NO[7]。朱廷鈺等人通過對我國數十臺燒結機煙氣排放特征的調查統計,發現NOx濃度在燒結機機頭部位濃度最高,自燒結機中部到機尾,濃度逐漸降低至最低值[8]。說明燒結料對NOx吸附積蓄能力很小,隨著燒結帶自上而下逐層燃燒,NOx濃度逐漸減小。閆曉淼[9]等人通過大量實踐調研和數據分析統計發現,統計出排放的NOx平均濃度為224 mg/m3。
1.3 二噁英排放特征
二噁英是一類具有持久性有機污染物(persistent organic pollutants,POPs),包括75種多氯二苯并二噁瑛(polychlorinated dibenzo-p-dioxin,PCDDs)和135 種多氯二苯并呋喃(polychlorinated dibenzofuran,PCDFs),被稱為“地球上毒性最強的毒物”,通常在廢棄物焚燒等熱處置過程中產生[10]。二噁英毒性極強,其毒性相當于氰化鉀(KCN)毒性的1000倍,其中毒性最強的是2,7,8-四氯二苯并二噁英(2,3,7,8-TCDD)。與土壤或其他顆粒物質之間也容易形成強鍵,不易清除。二噁英會引起皮膚痤瘡、憂郁、失眠、頭痛和失聰等癥狀,具有致癌、致突變的毒性,是迄今為止發現過的最具致癌潛力的物質,已被國際癌癥中心列為一級致癌物質。
在垃圾焚燒、鋼鐵冶煉、供熱和發電等領域會產生二噁英。其生成機理復雜,已有研究成果認為[11-14],二噁英的主要生成途徑有3 種:(1)前驅體合成。氯酚、多氯聯苯等前驅體化合物,通過氯化反應、氧化反應以及縮合反應從而生成二噁英;(2)從頭合成。大分子碳和飛灰基質中的有機氯或無機氯,在250~450 ℃溫度下,經金屬離子(Cu2+、Fe3+等)催化反應生成二噁英。此外,燃燒不充分時,煙氣中的未燃盡物質在冷卻過程中,遇到合適的觸媒并存在氯源的條件下,高溫燃燒中已分解的二噁英會重新生成。(3)熱分解反應。含有苯環結構的高分子化合物、芳香族物質和多氯聯苯等經加熱或高溫下發生分解,均可以生成大量的二噁英。
我國在2012 年6 月頒布的《鋼鐵燒結、球團行業大氣污染排放標準》[15]中明確規定了燒結過程中二噁英的排放標準量,對現有企業TEQ 排放限值為1.0 ng/m3,對2012 年6 月以后新建企業TEQ 則不得高于0.5 ng/m3。該規定的排放標準量同比于歐洲、日本等其他發達國家的規定值要高出很多。
我們較少見到有關二噁英排放濃度的實測報道,主要是由于二噁英的測試過程較為復雜。相關研究[16-17]均表示,二噁英的峰值出現在燒結機靠近末端的風箱,且與出口煙氣溫度曲線變化類似,如圖1 所示。通過調查我國4 家燒結廠排放的煙氣濃度發現[18],燒結工序排放的二噁英以氣相為主,固相為輔,具體排放情況見表3。被調查的企業排放二噁英的總量在158.6~258.9 ng/m3之間;TEQ 最高達4.79 ng/m3,最低為2.0 ng/m3,平均值為3.48 ng/m3。二噁英排放嚴重超標,均高出國家現有標準,需要配備脫除效率>80%以上的脫除裝置。
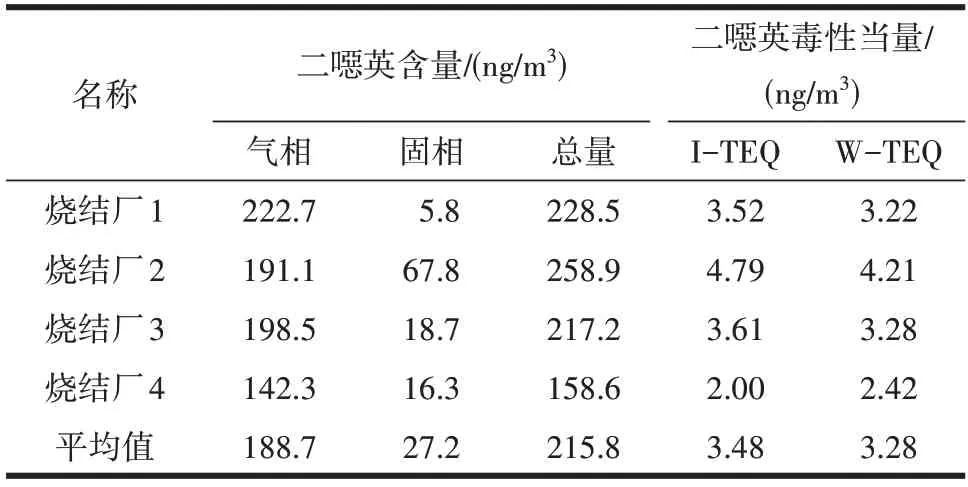
表3 中國部分燒結廠二噁英排放簡況表
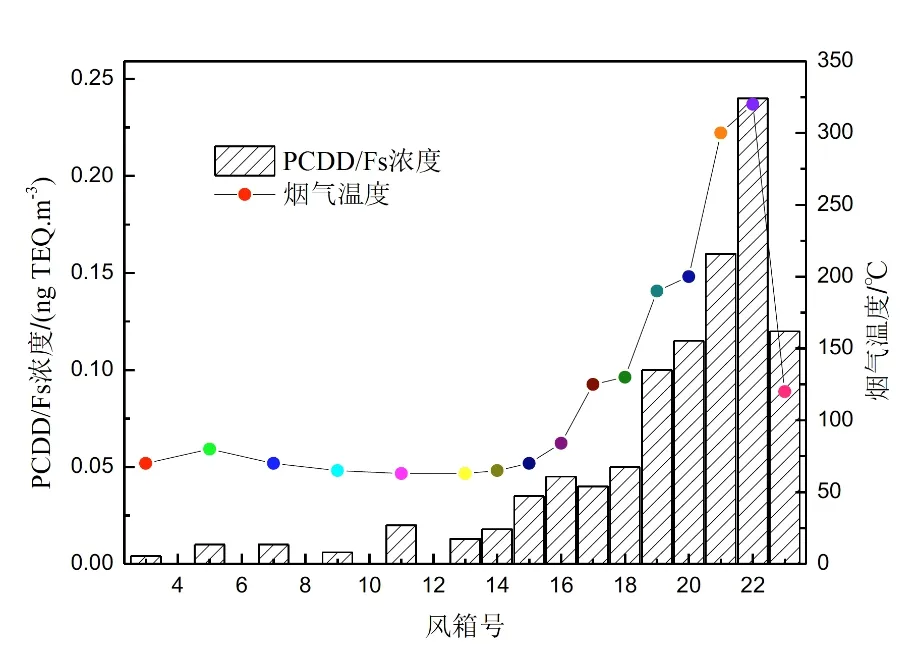
圖1 PCDD/Fs濃度隨著煙氣溫度以及風箱位置的變化
2 燒結煙氣協同控制技術
目前燒結針對燒結煙氣中的NOx和二噁英的協同控制技術主要包括:原料控制、過程控制和末端治理。
2.1 原料控制
2.1.1 控制燒結混合料的成分
減少NOx和二噁英的排放是最經濟的減排方法是從燒結的原料出發,通過對原料的選擇和控制來決定燒結過程中的NOx和二噁英的排放量。燒結過程生成的NOx主要是燃料型,氮素來源于燃料,產生NOx總量受到燃料氮含量、氮的存在形態以及燒結混合料中金屬氧化物成分等的影響[8]。同時要減少或杜絕焦粉以及其他燒結料中帶入的氮。潘建[19]等通過實驗證明了燒結過程中的NO 生成速率隨著燃料N含量增加而增加。
燒結原料中的銅、氯元素會提高二噁英的排放濃度[20],應盡量降低其在燒結料中濃度。例如不噴灑CaCl2溶液,不使用冷軋酸洗過程中產生氧化鐵皮,或通過洗滌和高溫處理等方式減少燒結原料中的銅、氯元素。燒結料配料時還應謹慎選擇除塵灰[21],并有研究表明,EP 灰、BF 灰和外購氧化鐵皮灰是二噁英形成的促進劑[22]。此外,焦炭粒度對二噁英的生成也有影響,0.5~0.25 mm 的焦粉就比3 mm的焦炭產生的PCDD/Fs量要多近10倍[23]。
2.1.2 添加抑制劑
目前,國內外有很多學者正在研究,通過添加抑制劑,從源頭控制氮氧化物和二噁英的排放。不同的抑制劑,反應機理不同。通常研究的二噁英抑制劑有堿性金屬氧化物、含氮抑制劑和含硫抑制劑,包括CaO、Ca(OH)2、氨水、尿素、二甲胺、甲硫醇、單異丙醇胺、乙醇胺和三乙醇胺等。堿性金屬化合物通過中和酸性物質抑制二噁英形成;含氮和含硫類抑制劑因為含有孤對電子可抑制二噁英類物質形成,此外還可與催化劑類金屬如Cu反應生成穩定的絡合物,從而抑制二噁英的生成。為了抑制NOx的生成,有添加碳氫化合物等抑制劑。碳氫化合物在燒結料層中有良好的滲透性,可降低燒結帶高溫持續時間,從而降低NOx的生成量。有研究顯示[24],添加1%的糖,同樣可以大幅度降低NOx生成量。
2.2 過程控制
燒結過程溫度、工藝、熱態煙氣循環等參數的控制,也可以降低二噁英和NOx的生成或破壞污染物的結構。主要有控制燒結溫度、燒結工藝和熱態煙氣循環等工藝。
2.2.1 溫度帶控制
二噁英的排放主要在干燥帶和燃燒帶、燒結礦層中,由于干燥帶操作難度相對較大,目前已有學者通過控制燒結終點的位置以減少燃燒帶和燒結礦層區的二噁英的排放[25]。通過控制溫度帶抑制NOx的排放,主要是抑制熱力型NOx的生成。同時,由于燒結溫度一般低于1 500 ℃,因此這種方法不是抑制NOx的排放的主要方法。
2.2.2 調節燒結工藝
通過控制合適的燒結條件,可以實現減少污染物排放的目的。通過最優選擇,10%的焦粉質量分數、200℃熱風和19%的氧氣體積分數下,生成的二噁英量最小[26]。此外,含水量、出口負壓、料層高度和料層結構對二噁英的生成量也有影響,可通過最優試驗優化,進而控制二噁英的生成量[27]。
研究表明[19],可通過提高燒結堿度或燒結料層,減少NOx排放的濃度。燒結料層中的鐵酸鈣能催化NO 還原,減少燒結過程氮氧化物的排放。NO分子在鐵酸鈣催化劑活性表面發生吸附、解離、脫附等反應,表觀反應活化能被降低,催化反應速度加快。與常規燒結工藝相比,厚料燒結可降低NO排放濃度,并改善燒結質量和提高燒結產量,是燒結技術發展的趨勢和重要的方向。
2.2.3 熱態煙氣循環
熱態煙氣循環技術是通過降低混合氣中的氧含量,降低燃燒溫度,CO 可繼續參加還原反應,NOx和二噁英在燒結過程中被高溫分解從而降低。
Y M Yu[28]等通過燒結杯實驗,研究了循環煙氣溫度、煙氣含氧量、燒結料的焦比和生石灰的質量對二噁英的排放影響,發現循環煙氣的溫度是影響二噁英排放的重要因素,溫度越高越有利于二噁英的形成,減少循環煙氣的含氧量能夠在不改變燒結質量的情況下減少二噁英的排放。在循環煙氣溫度為150℃,添加高質量的石灰,二噁英的減排可達51%。
陳彥廣[29]等人發現往返回煙氣中引入H2、CO氣體可降低氮氧化物的排放,并近似成正比例關系。引入少量的H2、CO 的氣體時可以使脫硝率有較為明顯的提升效果。往返回煙氣中引入NH3,也有降低氮氧化物排放的作用,這主要是因為NH3在620~660℃時可作為還原劑還原NOx。引入0.15%的NH3可使600 mg/m3的NOx降低33%。
2.3 末端治理
末端治理,也稱之為煙氣處理,是目前工業應用較為成熟的綜合協同治理燒結煙氣多污染物排放的方法,同時也是一種需要很大的經濟付出的方法。
2.3.1 SCR
SCR 技術是在有催化劑存在的條件下以NH3為還原劑選擇性催化還原NOx成N2的技術,最早發展于20 世紀70 年代的日本,圖2 是NH3-SCR 技術的原理。
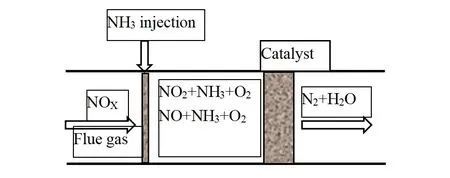
圖2 SCR原理示意圖
目前,SCR 技術是公認火力發電廠最佳脫硝技術,臺灣中鋼[17]將其應用于燒結場也獲得了很好的效果,并自行開發SCR 雙觸媒,可同時實現脫硝和脫二噁英。這種雙效觸媒是一種板式觸媒,主要成分是V2O5/WO3/TiO2。當燒結煙氣溫度在250~320 ℃之間時,脫硝和脫二噁英的效率可達到80%以上。脫除氮氧化物和二噁英的化學反應式分別表示如下:
1)脫硝
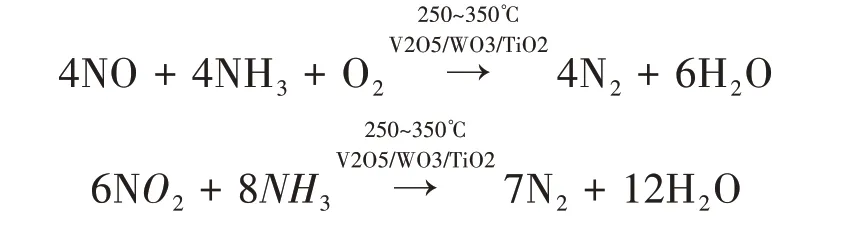
2)脫二噁英

SCR 技術的關鍵是SCR 催化劑體系,不同的催化劑決定了催化還原反應的溫度區間的不同。目前工業上應用最廣的催化劑體系是V2O5/WO3/TiO2,在中溫(300~450 ℃)具有優異的NOx凈化效率和抗SO2中毒性能[30]。目前有很多國內外學者正在研制新型高效穩定的的脫硝SCR 催化劑,研究方向主要集中在催化劑的材料選擇和制備方法上。其中,過渡金屬氧化物因其良好的低溫催化活性、獨特的氧化還原性能、豐富的儲量等優點,成為目前研究的熱點[31-33]。
2.3.2 噴炭吸附
活性炭是由含碳為主的物質作為原料,經高溫炭化和活化制得的疏水性吸附劑,具有很強的吸附能力,是最為普遍的吸附劑。二噁英、氮氧化物等燒結煙氣的污染物都可以被多空結構的活性炭吸附凈化。為了充分利用活性炭的吸附作用,多層吸附設備被開發,其中珠狀活性炭多層設計實現了二噁英脫除效率>99.99%[34]。此外,活性炭還可做催化劑,當煙氣中加入NH3時,可選擇性將NOx還原成N2。
3 結論
根據我國鋼鐵行業的發展趨勢和國內的環境保護要求,選擇技術可行、經濟合理、符合清潔生產和節能減排要求的少見煙氣多污染物協同控制技術十分必要。
(1)從源頭控制污染物是最經濟的選擇,主要是通過破壞氮氧化物和二噁英的生成條件來實現。
(2)熱態煙氣循環可協同減排二噁英和氮氧化物,且成本低廉,減排污染物種類多,并可節約固體燃料。
(3)煙氣末端處理是目前最成熟的燒結煙氣污染物治理的方法,但是所付出的成本也是最高的。通過選擇合適的催化劑和探索先進的制備方法,研制高效抗水抗硫的催化劑,提高催化劑的活性和效率,也是一種節能減排的途徑。
猜你喜歡
化工管理(2022年13期)2022-12-02 09:21:52
山東冶金(2019年2期)2019-05-11 09:12:16
石油石化綠色低碳(2019年6期)2019-02-13 09:39:01
石油石化綠色低碳(2019年6期)2019-01-14 01:16:22
測控技術(2018年2期)2018-12-09 09:00:52
浙江大學學報(工學版)(2016年11期)2016-06-05 09:21:04
Coco薇(2016年2期)2016-03-22 02:45:06
當代化工研究(2016年9期)2016-03-20 16:22:15
中國資源綜合利用(2016年4期)2016-01-22 08:27:23
中國資源綜合利用(2016年2期)2016-01-22 07:27:41