RCO在高壓聚乙烯廢氣處理中的應用研究
2022-09-13 07:17:12劉曉勇
中國煤炭 2022年8期
劉曉勇
(國能榆林化工有限公司,陜西省榆林市,719302)
近年來,我國揮發性有機污染物的排放量逐年增加,對人體健康、環境質量造成危害[1]。隨著國家對揮發性有機物排放和治理相關政策與標準的實施,從源頭治理污染物排放迫在眉睫。
通過研究國能榆林化工有限公司高壓聚乙烯廢氣處理RCO裝置運行情況,分析了RCO工藝原理,研究影響裝置穩定運行的影響因素,并提出相應解決措施,保證RCO裝置有效處理高壓聚乙烯生產過程中的廢氣,從源頭治理,減少碳排放,積極履行“雙碳”目標責任。
1 RCO裝置工藝簡介
1.1 工藝流程
國能榆林化工有限公司30萬t/a的高壓聚乙烯裝置以乙烯為主要原料,以丙烯和丙醛為調整劑,在反應溫度270~330℃、反應壓力220~300 MPa(G)條件下生產聚乙烯產品,通過氣力輸送將擠壓造粒后合格的聚乙烯顆粒進行包裝。在氣力輸送過程中,合格的聚乙烯顆粒在脫氣料倉完成12 h的可燃烴類物質脫除,產生的廢氣流量為58 000~72 000 Nm3/h,主要成分為乙烯,并含有微量的丙烯、異十二烷、丙醛、甲烷,廢氣進入RCO裝置進行催化氧化處理,滿足國家排放標準后進行排放。
來自脫氣料倉的廢氣首先經過一組袋式過濾器進行初步過濾,收集廢氣中的聚乙烯粉塵在袋式過濾器底部收集罐內。初步潔凈的廢氣進入氧化爐燃燒室內,并通過蓄熱床層進行預熱,達到催化氧化溫度后,通過催化劑的作用在氧化爐內進行催化氧化反應,生成CO2和H2O,處理后的尾氣在燃燒室出口與新進入的廢氣進行熱量交換,隨后通過排放煙囪進行排放,并對排放指標的非甲烷總烴、氮氧化物、煙塵等進行實時監測。
在RCO裝置運行初期,通過點火噴嘴點燃燃料氣對整個燃燒室爐膛進行升溫操作,直至滿足反應溫度。RCO裝置設置2組燃燒室,并通過兩進兩出的提升閥交替運行,實現進出口廢氣熱量交換,節約能耗。當RCO裝置運行出現故障后,在入口直接切換至排放煙囪,進行無處理排放,直至燃燒室溫度滿足燃燒條件后,再次切回催化氧化處理流程。RCO裝置工藝流程如圖1所示。
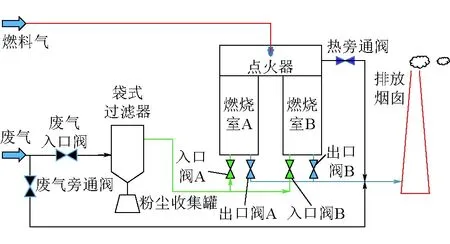
圖1 RCO裝置工藝流程
1.2 RCO工作原理
當生產廢氣進入RCO裝置燃燒室后,在氧化爐內形成一種氣-固相反應體系,使廢氣中的VOCs組分與反應爐中的催化劑形成更加均勻的均相分散體系。在催化氧化過程中,首先因催化劑的吸附作用,將廢氣中的VOCs組分聚集在催化劑表面,形成中間活性中心,不僅提高了催化劑表面的反應物濃度,也因形成的中間活性物質較原VOCs組分具有較高的反應活性,從而使催化氧化反應所需的活化能大幅降低,能夠在較低的反應溫度下進行催化氧化反應,同時因催化劑表面中間活性物濃度增加,也加快了催化氧化反應速率[2],VOCs組分與氧氣在催化劑活性中心發生氧化反應,生成CO2和H2O,并放出熱量,最終達到裝置廢氣的清潔化、無害化排放。
1.3 選擇RCO的必要性
在處理VOCs的實際應用中,許多企業采用直接熱氧化技術(Regenerative Thermal Oxidezer,RTO),該技術是使用液化氣、天然氣等將反應爐膛加熱至800 ℃左右[3],使廢氣中的有機組分氧化分解成CO2和H2O直接排放。近年來,隨著人們對處理VOCs技術的研究尤其對催化劑的開發取得巨大進步,RCO普遍應用到VOCs處理工藝中。相較于RTO處理工藝,RCO具有許多明顯優勢,如燃燒溫度為300~500 ℃,明顯低于RTO所需的燃燒溫度800~1 000 ℃,在燃燒爐內不必維持高溫,減少了燃燒物質的消耗,反應產物基本沒有NOX[4],且RCO投資金額約為RTO的80%。
綜上所述。RCO具有反應溫度低、安全性高、運行成本低等優點[5]。但RCO也存在對處理物質選擇性小的弊端,一般處理碳氫化合物效果較好,處理成分復雜的有機物時,往往會因為其中一些未知組分發生不明化學反應,導致催化劑中毒或者活性降低,進而影響廢氣處理效果。高壓聚乙烯裝置產生的廢氣中主要是烴類和微量的醛類物質,因此采用RCO能夠有效處理廢氣中的有機物質,使之生成無害物質,做到清潔生產、無害排放。
2 影響裝置運行效果的因素
2.1 催化劑的選擇
2.1.1 催化劑工作原理
在處理碳氫化合物過程中,RCO裝置運行效果的良好與否關鍵在于催化劑的穩定性和使用壽命。郭建光[6]等研究人員制備了以Al2O3為載體,分別負載Cu、Cd、Ni活性組分的過渡金屬催化劑,通過對甲苯污染物進行處理的實驗表明,CuO-Al2O3系列催化劑處理效果最佳;袁兆才[7]等研究人員對處理碳氫化合物催化氧化反應中常用的催化劑進行研究,發現對于碳氫化合物具有良好催化作用的一般是過渡元素及其氧化物,如Pd、Pt、Co3O4、TiO2、Al2O3,通過對Pt-Al2O3-TiO2的催化劑體系研究發現,在處理H2、CO、CH4和一般碳氫化合物時轉化率不同,其中H2在150~260℃可以取得較高的轉化率,CO在288~427℃轉化率最高,一般碳氫化合物在350~450℃轉化率最高,而甲烷需要達到600℃,轉化率才達到最高,且只有90%。因此對于一般碳氫化合物來說合適的催化溫度在350~450℃。
2.1.2 RCO裝置催化劑選擇
RCO裝置選用以堇青石(2MgO·2Al2O3·5SiO2)為載體,負載Pt-Al2O3-TiO2為主要物質的催化劑,堇青石材料載體具有幾何表面積大、導熱性能良好、機械強度優異等特點[8],能夠滿足因廢氣流量、溫度、濕度變化導致反應區燃燒流速變化、反應溫度波動所造成的反應條件變化,并對氣流變化導致的對催化劑沖擊力波動,床層溫度變化導致對催化劑熱脹冷縮具有一定的抗沖擊能力。
RCO裝置催化劑采用小塊分裝的方式,鋪設在氧化爐床層上,通過金屬網格將每塊催化劑進行固定,這種安裝和鋪填方式能夠保障催化劑整體催化效果穩定。在某塊催化劑損壞或失效的情況下,可以有選擇地更換,避免因某區域催化劑活性降低或失效導致整體催化能力減弱,有效提高催化劑的穩定性。
2.2 提升閥的控制
2.2.1 提升閥控制機理
本裝置采用兩室式反應燃燒室,每個燃燒室內上下分布催化劑床層和蓄熱床層,將整個燃燒室分隔為上、中、下3個反應室溫度檢測區間。蓄熱床層布置有蓄熱陶瓷體,該陶瓷體主要包含Al2O3和SiO2等成分,能夠滿足在不高于1 000℃的燃燒溫度下的蓄熱能力。
如圖1所示,袋式過濾器過濾后的初級潔凈廢氣經過入口閥A進入燃燒室A,在燃燒室A的蓄熱床層被加熱至反應溫度進入燃燒室A催化床層,在燃燒室A催化床層進行催化氧化反應,然后從床層頂部進入燃燒室B,殘余有機物再次在燃燒室B催化床層反應,并將熱量傳遞給燃燒室B蓄熱床層,實現熱量回收,最終從出口閥B離開反應爐,進入排放煙囪進行排放。待另一個運行周期,廢氣經入口閥B進入燃燒室B,以此同理燃燒室A的運行周期,目前裝置提升閥切換周期為160 s。
2.2.2 提升閥運行故障
在RCO裝置運行過程中,提升閥周期性切換,要求同一組進出口閥必須同步開關,否則會導致裝置運行停止。提升閥對其本身的結構性能有較高要求,提升閥發生各類故障會直接導致裝置停機。當入口閥A已經打開,而出口閥B未同步打開時,會導致燃燒室持續進入新鮮廢氣,進而造成反應爐內壓力持續升高,爐膛溫度持續升高,可能造成反應爐膛超壓事故發生,因此需要停機保護[10]。當入口閥A未打開而出口閥B已經打開時,會造成反應室內壓力持續降低不足以支撐催化反應的進行,進而導致裝置停機。因此,同一組進出口閥門同步運行是保持裝置穩定運行的必要條件。當出現提升閥運行故障時,基本判斷為提升閥位置開關安裝不合理、提升閥行程不到位、提升閥運行邏輯錯誤等因素。
(1)提升閥位置開關不合理。由于提升閥位置開關安裝不合理,在提升閥相應運行行程后,未能有效檢測到閥開或閥關信號,PLC系統判斷為檢測信號故障,進而通過停機來保護反應燃燒室。
(2)提升閥行程不到位。提升閥運行時,可能因為提升閥閥桿卡澀[9]或提升閥行程設計過小,導致提升閥實際運行行程過小未能運行到閥開關位置未能檢測到閥門位置信號,導致裝置停機。
(3)提升閥運行邏輯錯誤。因提升閥運行邏輯錯誤,導致提升閥門開關順序紊亂,進而影響提升閥門實際運行,導致裝置判斷提升閥故障而停機。
2.2.3 提升閥運行故障處理
(1)開關故障處理。結合提升閥實際運行頂點位置,調整現場提升閥位置信號檢測開關的安裝位置,并緊固位置檢測探頭,保證提升閥實際位置能夠被有效檢測,并傳輸至系統運行邏輯中。
(2)行程故障處理。加強提升閥日常維護,做好閥桿潤滑保養,保證提升閥運行順暢;通過調整提升閥實際運行行程,保證提升閥在每一個運行周期內,閥門開關頂點能夠達到信號檢測位置,并被系統有效檢測。
(3)運行邏輯故障處理。在提升運行前對運行邏輯進行測試和驗證,在運行過程中加強提升閥運行邏輯檢查,保證提升閥能夠按照提前設置的運行程序正確運行。
2.2.4 提升閥運行優化
在裝置長周期運行過程中,隨著儀表和設備的磨損,保證同一組提升閥同步運行的難度不斷增加,裝置穩定運行的風險也不斷增加;因此對提升閥運行規則進行微調,是保證裝置穩定長周期運行的重要舉措。通過觀察反應爐膛溫度和壓力變化,將提升閥同步時間設置增加正負2~3 s的延時,既能保證裝置安全穩定運行[11],又能使提升閥在長期運行后,在同步運行出現微差異的情況下,保證裝置不頻繁停機。
2.3 燃燒工藝條件
2.3.1 燃燒室工作機理
RCO裝置啟動后,燃燒室首先開始升溫操作,廢氣通過裝置旁通閥直接排入排放煙囪,燃料氣進入燃燒室內點火噴嘴,開啟爐膛升溫。約正常廢氣處理量30%~50%的新鮮風進入燃燒室內,兩組提升閥按照程序設定交替運行,使燃燒室床層溫度均勻上升。當燃燒室溫度達到設定值(350~380℃)后,升溫操作結束,廢氣切換至進入燃燒室內進行催化氧化反應,裝置正常運行。
燃燒室的溫度采用PLC自動控制,每個燃燒室都設有溫度檢測熱偶,根據實際檢測到的熱偶數據,PLC計算出燃燒室溫度,然后通過控制燃燒器運行來調整燃燒室溫度。如果燃燒室溫度超過預設溫度則關閉燃燒器;如果燃燒室溫度繼續上升則要通過調節熱旁通閥來調整溫度,將多余的熱量通過熱旁通閥排出燃燒室;如果切斷燃燒器后燃燒室溫度下降則重新打開燃燒器開關。
2.3.2 燃燒室各床層溫度
在每個燃燒室內,將蓄熱床層和催化床層分為上、中、下3個溫度區,通過對比裝置穩定運行周期內各床層溫度變化,分析2個燃燒室反應穩定性,為了排除其他因素影響,數據均采用每日固定時間的自動采集數據。燃燒室各床層反應溫度變化如圖2所示。
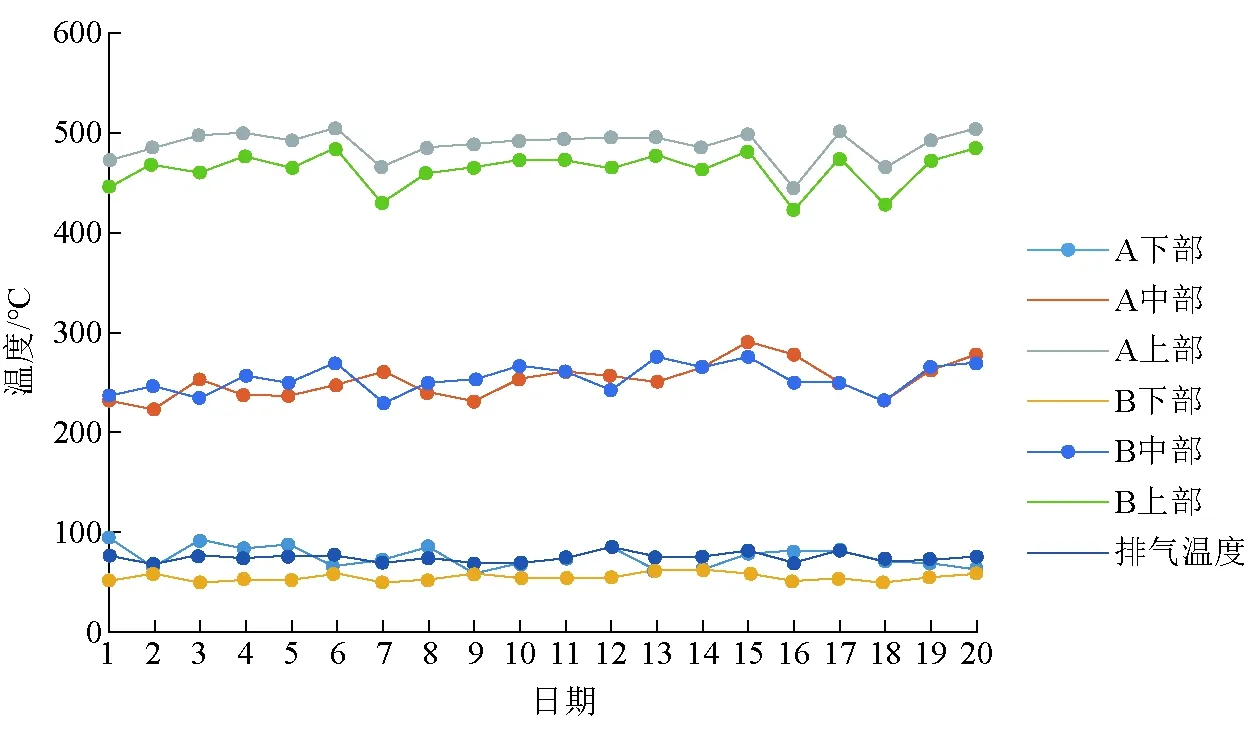
圖2 燃燒室各床層反應溫度變化
從圖2可以看出,2個燃燒室上部床層溫度基本為450~500℃,中部床層溫度為230~300℃,下部床層溫度為80~100℃,燃燒室反應溫度正常,控制運行穩定。
2.3.3 燃燒機故障
在RCO裝置運行過程中,可能會因某些因素導致裝置停機,并報故障“燃燒機故障”,一般認為有以下3個方面的原因:一是助燃風量不足。助燃風機停止或風機入口濾網堵塞,導致助燃風量不足進而影響燃燒,導致燃燒故障。二是燃料氣供應不足。當燃料氣供應中斷、管線泄漏或流程不通時,沒有充足的燃料氣進入燃燒室,無法保持有效點火加熱床層,導致燃燒故障中斷。三是燃燒床層溫度高聯鎖。提升閥切換周期時間過長,導致燃燒釋放的熱量積聚到一個床層,從而使該床層溫度高聯鎖;熱旁通閥故障或調整為手動位置,床層溫度升高后,無法及時通過打開熱旁通閥釋放床層熱量,從而造成床層溫度高聯鎖。
2.3.4 燃燒機故障處理
針對燃燒過程中發生的常見故障,分析可能存在的問題采取以下切實有效的處理措施:檢查助燃風機運行情況,清理助燃風機入口濾網,或更換新濾網,保持助燃風量穩定供應;檢查燃料氣管線流程,拆檢清理管道上的堵塞部件,消除管線上泄漏點,保證燃料氣供應穩定充足;適當縮短提升閥切換周期,降低單個燃燒室溫度;檢查熱旁通閥運行狀態,及時通過手動打開熱旁通閥釋放熱量,并調試熱旁通閥門邏輯控制流暢性。
3 廢氣處理效果評價
3.1 潔凈廢氣監測
RCO裝置對生產過程中產生的廢氣處理完畢后,潔凈尾氣通過排放煙囪排入大氣,在排放煙囪上設有實時大氣環境數據監測儀,廢氣處理前后非甲烷總烴監測數據對比見表1。
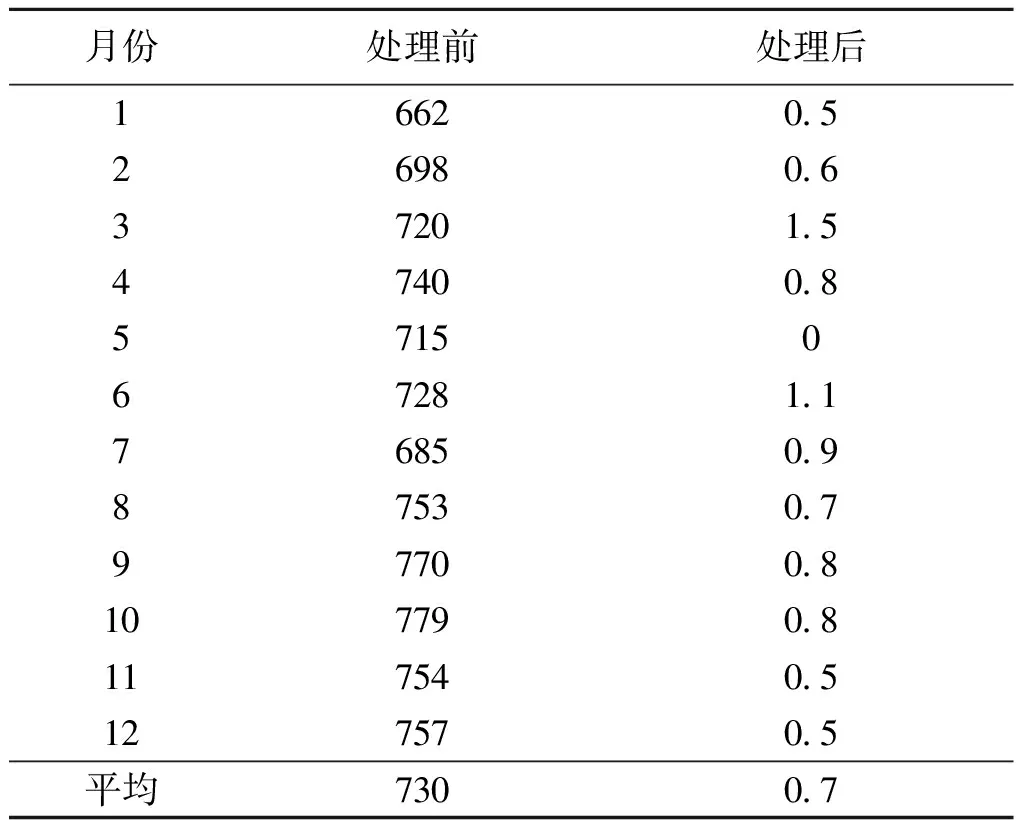
表1 廢氣處理前后非甲烷總烴監測數據對比 mg/m3
通過表1可以看出,處理后的潔凈廢氣中非甲烷總烴年均約為0.7 mg/m3、氮氧化物年均約為0.3 mg/m3、煙塵年均約為2.2 mg/m3,排放均滿足國家實施的《大氣污染物綜合排放標準》(GB 16297-1996),同時滿足公司企業標準中非甲烷總烴≤80 mg/m3、氮氧化物≤70 mg/m3、煙塵≤30 mg/m3的標準,符合國家環保排放標準。
3.2 非甲烷總烴去除率
通過在廢氣入口管線和排放煙囪處分別設置的實時大氣環境數據監測儀,可以計算非甲烷總烴去除率[12]。去除率計算方法為:(處理前非甲烷總烴濃度-處理后非甲烷總烴濃度)÷處理前非甲烷總烴濃度×100%,通過計算得出去除率為99.90%。
4 結論
RCO裝置在高壓聚乙烯生產應用實踐近6 a,處理后的潔凈廢氣中非甲烷總烴、氮氧化物、煙塵排放均能滿足國家標準和企業標準,非甲烷總烴的去除率達到了99.90%。通過研究RCO裝置運行過程中影響裝置穩定運行效果的因素,對廢氣處理效果分析得出以下結論。
(1)針對高壓聚乙烯排放廢氣中主要是碳氫化合物的特點,RCO催化劑選擇以堇青石(2MgO·2Al2O3·5SiO2)為載體,負載Pt-Al2O3-TiO2為主要物質的催化劑,更能提高裝置運行穩定性和提高催化劑壽命。
(2)長周期運行后,針對提升閥不能嚴格保持同步運行的癥結,可通過增加提升閥切換時間冗余來提高提升閥運行穩定性。
(3)針對燃燒過程中可能出現的“燃燒機故障”,可通過縮短提升閥切換周期和保持燃料氣管線暢通等措施,避免燃燒不穩定的情況發生。
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
石油石化綠色低碳(2019年6期)2019-02-13 09:39:01
石油石化綠色低碳(2019年6期)2019-01-14 01:16:22
汽車維護與修理(2016年10期)2016-07-10 08:17:41
浙江大學學報(工學版)(2016年11期)2016-06-05 09:21:04
Coco薇(2016年2期)2016-03-22 02:45:06
中國資源綜合利用(2016年4期)2016-01-22 08:27:23
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年2期)2015-04-17 01:30:34