汽車側圍門洞成形穩定性調試及提升辦法
2022-09-21 03:40:28陳偉一汽大眾汽車有限公司佛山分公司
鍛造與沖壓 2022年18期
汽車車身外形是由許多輪廓尺寸較大,具有空間曲面形狀的覆蓋件焊接而成,覆蓋件的尺寸精度和表面質量直接影響著車身間隙匹配、平面匹配和外觀。側圍外板是車身最大的覆蓋件,其表面要平滑,棱線需清晰,不允許有波浪、劃傷、拉毛等表面缺陷。其表面質量的好壞取決于拉延過程的質量,側圍外板拉延過程的穩定性對表面質量的波動有很大影響。拉延過程穩定性的波動因素主要是門洞拉裂,從編制沖壓工藝到模具結構設計,各環節都必須認真考慮。
本文通過案例介紹汽車側圍外板在拉延過程中的拉裂現象,查找分析問題原因,從工藝設計、調試方法等幾個方面詳細介紹解決側圍外板門洞區域縮頸拉裂的方法。
側圍外板門洞區域拉裂縮頸的類型
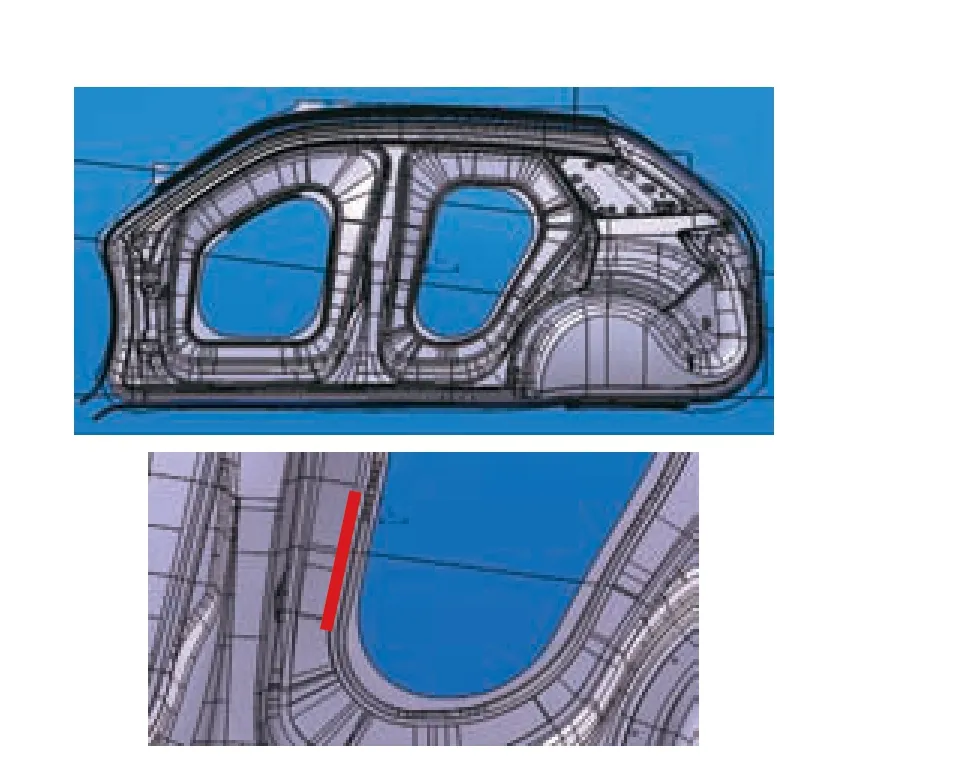
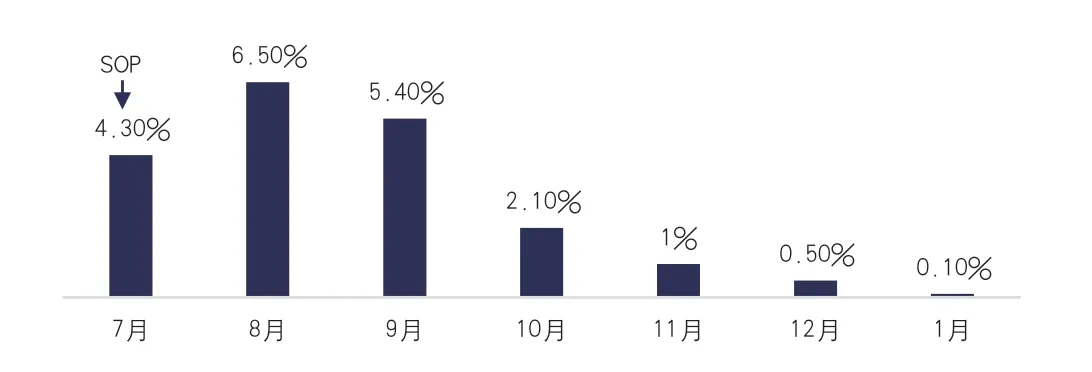
側圍外板是汽車車身上最大的外板件(圖1),產品尺寸大、形狀復雜、搭接零件多且表面質量要求高,任何微小的缺陷都可能會影響到整車的美觀性。其中,影響汽車側圍穩定性的最主要問題就是縮頸、拉裂,容易造成極大的成本浪費。某車型爬坡過程中,側圍外板生產過程極不穩定,單批次因縮頸、拉裂的報廢率達到6.5%。

側圍成形工藝一般分為拉延、修邊、整形修邊、沖孔翻邊整形、翻邊側沖孔側整形等。拉延工序是最重要的成形工序,板料在該工序整體都會成形——從壓邊圈流入中部區域。拉裂的產生一般在拉延工序(圖2),根據裂紋走向與材料流動方向的關系,門洞拉裂可以分為兩種:
眾所周知,農村經濟合作組織是獨立的法人實體,因此,在發展過程中應該具有獨立的法人資格。在此種情況下,我國農業部門要想讓農村經濟合作組織發揮出應有的作用,就需要提高農村經濟合作組織的社會地位,讓其能夠與銀行組織、政府部門等其他組織進行有效合作,從而有效縮小生產經營風險,提高勞動生產率,潛移默化中推動我國農業實現可持續發展,提高農民的經濟收入。

⑴橫向拉裂:平行于拉延筋或垂直于走料方向,如圖3(b)所示。
降低門洞里的拉延筋系數時,首先研放拉延筋槽R 角,再逐步降低拉延筋高度。

原因分析
⑴對拉延筋直段所對應的拉延筋槽R角進行燒焊,使其R 角變小,增加阻力,同時需要圓弧拐角處的拉延筋比直段低,保證圓弧處進料補充扇面所需的料。
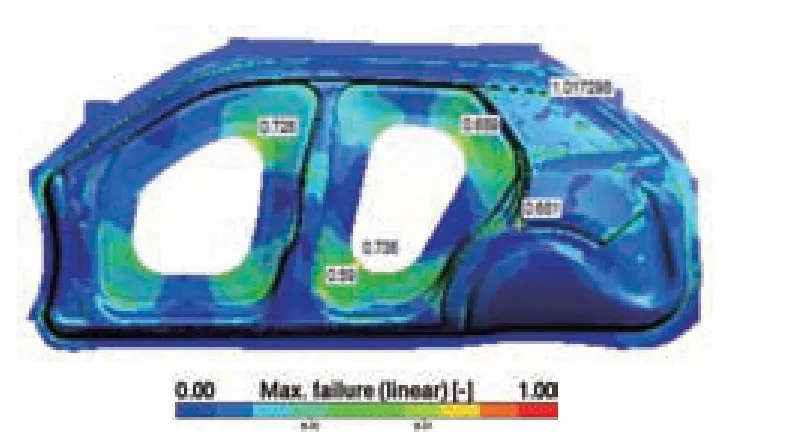
成形裕度檢查
拉延模擬結果檢查如圖4 所示,縱向拉裂區和橫向拉裂區的成形裕度都符合拉延工藝要求,主要問題是在模具的模面及研配問題上。
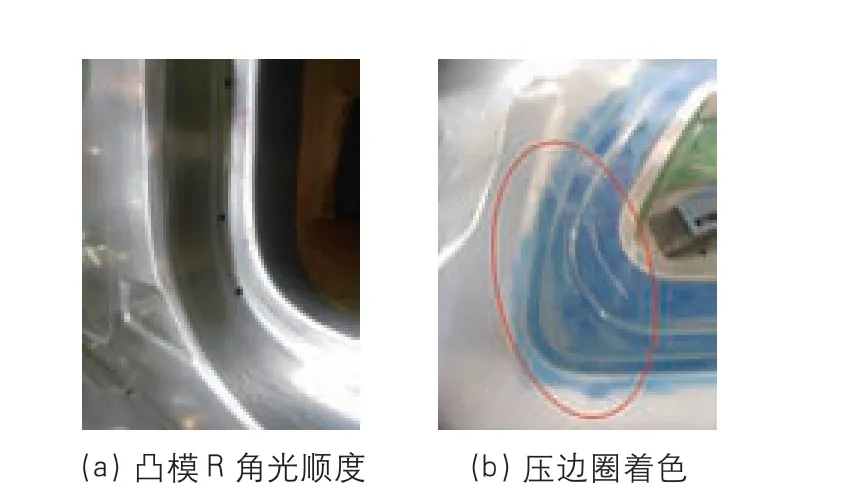
拉延凸模及凹模R 角光順度
若凸模及凹模反凸的R 角不光順,且存在棱角,將會導致成形過程局部區域應力產生集中造成縮頸拉裂。經檢查,凸模及凹模反凸的R 角上均無棱角,如圖5(a)所示。
板料流動情況
對板料進行網格實驗,分析成形過程中板料的流動情況。
壓邊圈著色檢查
檢查并研配平衡塊,確保平衡塊著色均勻,檢查壓料面著色情況,如圖5(b)所示。
增加拐角處壓料面的壓強,板料在成形過程中在不斷的變薄,拐角處變薄得更快更多,要時刻保持拐角處能壓住料,使板料流動更均勻,從而解決縱向拉裂問題。
⑴橫向拉裂
類比映射的計算方法很多,例如根特爾(Gentner)的結構映射方法、赫里約克(Holyoak)和薩迦德(Thagard)的受限滿足方法以及斯坦哈特(Steinhart)的結構方法等。這些方法雖然在細節上有所不同,但都是基于類比是結構映射的觀點,依賴概念網絡來實現的。
系統論與城鄉發展規劃協商機制..................................................................................................................................................郝偉光(15)
⑵縱向拉裂
制件在成形過程中,拉延筋的阻力系數過大和進料不足導致門洞立面受到過大的拉力,并且超過了抗拉強度,使之在成形過程中板料在變薄,一直到超過臨界點而拉裂。
制件在成形過程中,拉延筋的阻力系數過小或與壓料面壓強不足,導致門洞法蘭邊走料不均勻,從而產生縱向拉裂。
汾河灌區是山西省最大的引水灌區,但是近些年由于農業水價格高、水質污染嚴重、沒有合理的灌溉計劃,使得灌溉面積逐漸減少,農業總產量增產幅度較小。同時由于周邊地區大量采用機井灌溉,使得灌區內的地下水位大度降低,地下水漏斗逐年增加,灌區農業生產環境有惡化趨勢[7-8]。在氣候變化背景下,每年的土壤含水量變化極大,這嚴重影響了農業生產和水資源的配置。
措施制定
對于橫向拉裂的措施
降低門洞里的拉延筋的阻力系數,增加進料,減小板料在成形過程中所受的拉力,保證在成形到底時板料的減薄率小于20%。
對于縱向拉裂的措施
對小壓邊圈局部燒焊,增加拉延筋直段的阻力系數,防止兩邊走料速度不均勻產生縱向拉裂,如圖6、圖7 所示。

最終我們通過網格實驗和檢查壓料板著色情況,可以確定側圍門洞拉裂產生的原因:
(三)產業化生產階段財稅激勵政策的作用。這一階段企業需要做大量工作,如需要為新技術、新產品尋找市場,需要給企業進行大批量生產提供保障。政府在這一階段的地位比較微妙,政府直接支持固然能直接減輕企業負擔,但要避免過度干預影響市場資源配置,影響市場自身調節作用的發揮。因此,這一階段,政府一般會采用間接手段給企業提供支持,如采用稅收優惠政策或采用政府采購政策等鼓勵企業進行產業化生產,通過稅收優惠降低企業產業化生產成本,提高企業成本優勢,或者鼓勵引導社會資金進入,刺激市場對產品的需求,幫助企業回籠資金,縮短企業資本循環周期,降低企業產業化生產的風險。
Of the 10 cells examined,7 cells could be observed with enhanced inward current responses induced by capsaicin.Ten cells showed no current response with 0.08,0.16,0.32 and 0.64 mmol/L loureirin B(Figure 1).
措施實施
對于橫向拉裂
⑵縱向拉裂:垂直于拉延筋或平行于走料方向,如圖3(c)所示。
對于縱向拉裂
由于成形過程不穩定,需從成形工藝、模具型面、以及研配情況進行全面的分析。
In Eq. (2), c stands for the state of candidate directions:if more than one outputs are permitted, c is set to 1, otherwise to 0.
⑵在拐角處扇面的法蘭邊處燒焊,增加該處的壓強,在研修過程中需要采用拉延到底的件作為著色研修的板件,因為在成形到底后法蘭邊的厚度變化較大,如果只用板料進行研配著色,最后成形時此處著色還是變空,達不到強壓的效果。
調試結果
橫向拉裂
經調試,橫向拉裂完全得到消除(圖8)。
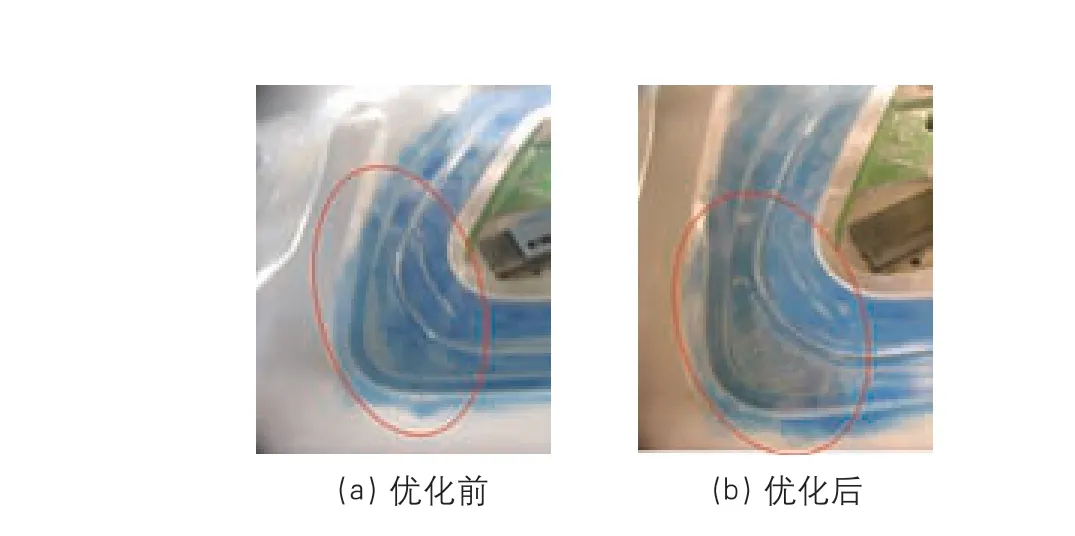
縱向拉裂
⑴壓邊圈拐角處著色由局部有硬點變為均勻著色。
⑵C 柱拐角位置的縱向拉裂完全消除。
通過實施如上措施,模具拉延穩定性有了明顯的提高,目前制件的廢品率控制在0.1%左右(圖9)。
結束語
汽車側圍外板的成形穩定性提升,主要是減少縮頸拉裂的產生。針對橫向拉裂,可通過減少進料阻力來降低拉裂風險;對于縱向拉裂,主要是要減少局部板料的不均勻流動,即可通過減少直段區域的進料和減緩拐角區域壓料面的材料流動來實現。對現場模具操作和工藝方案人員來說,需要有豐富理論基礎和現場實戰經驗的技術人員進行指導。
