沖壓自動化生產線的生產計劃組織和柔性生產
2022-09-21 03:40:20段志強上汽通用五菱汽車股份有限公司
鍛造與沖壓 2022年18期
關鍵詞:生產
針對提升整車制造沖壓車間精益生產能力,有效的生產計劃組織和柔性生產運行尤為重要。通過高效的生產計劃組織提升一個流連續生產能力,改進過程生產瓶頸,提高生產率,提升精益生產輸出能力;通過柔性生產來滿足當前汽車復雜巨變形勢下的更新迭代速度,加快所需求的多品種、小批量彈性生產模式,快速適應生產變化需求,不斷提升沖壓自動化生產柔性加工能力。
2.2.2.3 發病條件。溫度20~25 ℃、相對濕度90%以上有利于病害發展。氣溫高于25 ℃或低于15 ℃,相對濕度小于60%,持續幾天,病害發展受到抑制。在春玉米區,從拔節到出穗期間,氣溫適宜,又遇連續陰雨天,病害發展迅速,易于流行。
市場需求變化快速,整車工廠生產計劃需實時動態調整以滿足市場需求,作為整車制造頭道工序的沖壓車間需要快速有效組織生產計劃、調整生產模式、管理模式以滿足整車制造的需求。有效的生產計劃組織,一方面保證上下游工序的拉式生產,另一方面提升現場精細、精益、精準制造能力,降低生產制造成本。柔性生產加工能力改變車間傳統單一的生產模式,具有生產加工能力高、靈活性強等特點。
生產計劃組織
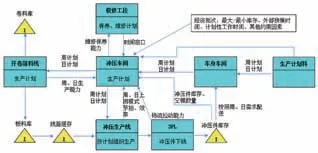
生產計劃組織,重點研究沖壓車間運行的關鍵因子的生產計劃制定,其與上工序開卷落料、下工序車身焊裝車間上線、后勤區域模具維修保養以及自制件下線、倉儲管理和沖壓自動線本身運行節拍、經濟批次、生產效率等交叉關聯、互相影響。
生產計劃關聯圖
生產計劃是聯動上下游工序的樞紐,生產計劃長周期精準定義、動態調整,不僅可以滿足下工序車身焊裝車間沖壓件上線需求,而且支持上工序開卷落料線板料生產和卷料計劃拉動,同時明確了模具維修、保養時間窗口,固化了沖壓自制件下線倉儲資源的配置需求,如圖1 所示。
生產計劃需求分析
根據車身上線計劃測算月度/周沖壓產能需求計劃,PA、PB、PC……為A 車型、B 車型、C 車型……對應沖壓件沖次需求,具體如圖2 所示。

A
×PA
+B
×PB
+C
×PC
+…=S
⑴式中:i 為生產周期。
根據以上測算:
⑴月/周沖壓件沖次需求為S
;
⑵每日沖壓件沖次需求為S
÷i;
⑶沖壓生產計劃排產工時需求為T=S
÷i÷(SPH×生產效率)+計劃性停線時間。
由以上可知,沖壓車間按照每日沖次S
÷i、排產工時T,即可保證沖壓生產處于一個理想均衡的狀態,根據后工序需求拉動前序生產,如圖3 所示。

生產計劃編排原則
制定沖壓生產計劃,具體可根據約束條件采用人工編排或搭建系統進行編排,排產原則一致。
⑷沖壓件庫存-車身每日上線≥最小庫存。
沖壓生產計劃排產總體原則:
⑴按照排產計劃,Σ 沖壓件生產時間+計劃性停線時間=沖壓生產計劃排產工時。
⑵排產庫存+經濟批次≤最大庫存。
⑶按照排產系數優先級進行排產,排產系數=空框包裝數量/經濟批次。
沖壓生產計劃編排的約束因素主要有車身上線計劃、生產計劃排產工時、每日沖壓件沖次需求數量、排產庫存、經濟批次、空框包裝數量/經濟批次、沖壓件生產節拍SPH、生產效率、計劃性停線時間、模具維修保養時間窗口、沖壓件下線周轉入庫時間等。
⑸模具維修保養窗口時間≤生產排產間隔時間。⑹沖壓件下線周轉時間≤單批次生產時間。
⑺其他約束條件:物流入庫干涉和時間窗口干涉。
在排產工時、沖次數一定的情況下,沖壓生產計劃總體以經濟批次和排產系數為主,同時要考慮其他約束因素。
經濟批次設置
針對每一種沖壓件經濟批次數量L 的設置受生產理論節拍SPH、生產效率η、計劃性停線時間t、最大庫存max、最小庫存min、庫存安全系數K、工位器具單框包裝量P、外部切換準備時間T、沖壓件周需求數Q 等約束因素影響。
經濟批次數量設置原則:
⑴經濟批次數量≥min[(外部切換時間-計劃性停線時間)×理論節拍×生產效率,沖壓件周需求數量],即L=min[(T-t)×SPH×η,Q]。
⑵經濟批次L =數量×整數倍單框工位器具包裝數,即L=n×P。
生產線設備、產品存在差異,不同生產線對應員工操作技能有差異,面對多品種、小批量生產常態化趨勢,為快速實現生產切換和達到敏捷制造,開展人員生產線柔性培訓。
⑷最小庫存=沖壓件緊急排產生產下線并配送至車身線旁所需時間×車身生產JPH。
此言一出,輿論嘩然。以色列媒體報道說,以民眾非常憤怒,他們不敢相信盟國竟然這樣評價該國總理。而以色列政府雖然對此沒有公開回應,但在猶太人游說集團影響頗深的美國,奧巴馬所受的壓力不言自明。
⑸經濟批次數量決定了板料包裝數量,即L=n×板料單包包裝料。
外部切換時間,指下一個產品準備至可切換狀態所需時間,通常包含模具、板料吊裝及其他生產準備所需時間。外部切換時間是經濟批次數量設置的決定因素,若經濟批次生產時間小于外部切換準備時間就會出現待模、待料等情況,導致停機損失;特殊情況如訂單車、配件補充等非常規生產無法避免以上情況,則盡量安排在計劃性停線、停機時間進行。
精益生產計劃組織
降低經濟批次數量減少的生產制造成本≥增加產品切換頻次增高的生產制造成本。
⑴均衡生產。
從表1可知,存貸款規模快速擴大,貸款的增長趨勢高于存款。從2011年到2015年,存款余額由687.39萬元增加至2 106.76萬元,貸款余額由567.54萬元增加至2 399.98萬元。存貸款快速增加的同時,資產、負債和所有者權益規模也在不斷增加。2011年到2015年,總資產規模從742.92萬元逐漸增長至2 501.14萬元,負債從687.39萬元增長至2 111.78萬元,所有者權益從55.53萬元增長至389.67萬元,實收資本從54.99萬元增長至370.85萬元。
均衡生產就是把產品流量的波動盡可能控制到最小程度。既要控制總量均衡,連續兩個時間段之間的總生產量的波動控制到最小程度,又要控制各品種的數量均衡。
總量均衡,如果產品的流量出現了波動,相應的設備、人員、庫存以及其他各種必要的生產要素必然要按滿足生產量的高峰期做準備,特別是人員和庫存方面。在生產量減少的時間段,與高峰期相比就容易產生人員和庫存等浪費,同時會造成上下序準備的浪費。
品種數量均衡,如果品種數量出現了波動,部分產品會出現低于最小庫存,需協調額外資源緊急組織生產以避免下工序車間停機停線;部分產品會高于最大庫存或按照非經濟批次生產等,會造成溢庫、待模待料等問題。
⑵經濟批次。
多品種小批量的生產模式,促使產品交貨期縮短、庫存更精益。原則上分析,經濟批次越精益,板料、沖壓件的庫存會越精益,占用資本會減少。同時,板料、沖壓件庫存的精益會有利于管理幅度更小、工裝器具、倉儲空間等導入減少,推進車間運行制造成本降低。但縮小經濟批次數量,就會增加產品切換頻次,增加切換時間,影響設備開動率,最終影響生產率輸出,導致車間制造成本增加,同時會增加沖壓件無法滿足下工序車身上線需求的風險:
①從生產率輸出上分析,作業批量規模縮小至原來的百分之幾,作業切換時間就應該相應縮短至原來的百分之幾,則生產率輸出不變。
②從切換損失上分析,內部切換時間盡可能轉換成外部切換時間,提升設備開動率,提高生產率輸出。
③節拍越高,生產效率越高,制造成本越低,批量生產時間也會越短,但要求外部切換時間更快,否則會引起待模待料及停線損失。
④動平衡關系。
經濟批次數量與產品切換頻次之間存在一定的成本平衡關系:
一是明確監管主體。有些簡單的規定和規范性文件在效力層次方面不高,不能規范商業預付卡市場,因此立法要明確規定預付卡的部門職責與監管主體,以免出現監管無序和缺位的情況[3]。如明確中國人民銀行和工商部門分別為主要監管主體與輔助監管主體,前者負責商業預付卡的違法處罰、審查發行等,后者負責企業信用檔案的建立、預付卡合同范本的出臺等。
生態足跡是將一定區域內人們產生的各種資源消費換算為可供給生產出該消費的全部原始物質和能量的生物生產性土地面積[11]。依據生產力大小差異,生態生產性土地分成六大類型(即虛擬性土地類型),即耕地、草地、林地(其中園地歸入林地)、化石能源用地、建筑用地和水域。由于在生態足跡計算過程中各種生物生產土地面積生產能力不同,在計算時需要將各類面積乘以均衡因子加以調整。通過利用均衡因子,將六類土地換算為相應的生物生產性空間,來衡量區域自然資本壓力。為便于解釋,本文在生態足跡和生態承載力計算中,均采用人均量指標。人均生態足跡的具體計算公式如下:
沖壓生產計劃的編排直接影響車間生產制造成本,均衡生產和經濟批次是生產計劃的主要影響因素。
工位器具柔性滿足不同沖壓件包裝共用,可實現:
柔性生產
系列化:沖壓件工位器具按零件裝框方式,優化為懸掛類、擺放類、抽拉類、堆垛式等系列。
⑴人員柔性。
①結構柔性。
為降低沖壓生產制造成本,按照車間主體業務結構差異性劃分為外包業務和內控業務。針對內控業務,按照人員結構劃分為實習生、派遣工和合同工,差異化開展相應工作。
②生產線柔性。
⑶排產庫存=(最小庫存~庫存安全系數×最小庫存)=(min ~K×min),K 為安全庫存系數,依據沖壓車間整體制造能力綜合考慮制定。
③崗位及技能柔性。
為保證生產穩定性,開展一崗三人和一人三崗柔性工作,提升崗位柔性工作能力。
⑵模具柔性。
模具柔性就是模具線除滿足母線生產外,同時滿足備用生產線生產條件。滿足生產線全柔性,可在設備大的故障時快速組織生產轉線,降低產能不足風險,同時可根據產能動態調整模具線布置,提升生產率和降低生產制造成本。
菜市場下午沒什么生意,出攤的商戶很少。小蟲接了姑媽電話后,又喝了一瓶,然后說,給我弄幾袋火鍋底料。賣調料的二話沒說,撿了十來袋,裝進黑塑料袋里。小蟲往后備箱一放,騎上摩托,風一樣地去了姑媽那兒。姑媽正在打麻將,見小蟲來了,說不是說晚上的嘛,現在跑來干嘛,我也走不開呀。小蟲笑笑,說給您送幾袋火鍋底料。還有玉敏催我來取律師號碼,她現在就要和律師聯系。姑媽哦了一聲。小蟲說你玩你的,把鑰匙給我,我去你家拿號碼,正好把火鍋底料送你家里。姑媽說了聲,碰!碰了對八條,然后從包里拿出一串鑰匙,挑出其中兩把,說電話號碼就在茶幾上。
⑶工位器具柔性。
工位器具由于專用性導致數量多,制作成本高,庫房倉儲空間的需求較大,庫房管理幅度大,且存在產品更迭時改造難度大、成本高、周期長等問題。建立統一的自制件工位器具平臺化,實現工位器具柔性亟待解決。
良好的后備牛飼養管理對牧場降本增效至關重要。在后備牛養殖過程中,飼喂成本是支出最大的部分,通常占總成本60%以上,而育成牛的飼喂往往又是各個牧場最容易忽視的地方,人們習慣給后備牛提供質量較差的飼料,這會導致降低飼料效率。同時國內后備牛飼喂提供的營養水平,特別是能量水平往往過高 (超出營養需要的20%以上),這也無形中增加了飼養成本。而后備牛的精細化飼喂(限飼)可以在不損害后備牛未來生產性能的前提下,降低飼喂成本,提高飼料轉化效率,減少糞污的排放。
柔性工位器具:不同沖壓件共用料架或通過調整局部料架結構以滿足不同沖壓件裝框要求的料架。
實現手段:設計階段按照產品數模比對零件尺寸、輪廓尋求共同點,確定包裝最優位置和結構,并設計為快速可調、可換的穩定結構,通常按照系列化和模塊化實施。
針對沖壓自動化生產線而言,柔性生產是一種柔性制造技術,引入生產、人員、模具、工位器具、端拾器等柔性可快速調整生產組織,進一步提升車間精益、精準制造能力。
模塊化:工位器具上的柔性部件,按結構分類進行標準模塊制作,縮短料架的制造周期和降低制造成本。
一杭以一種顫抖的興奮語調給雪螢打電話,“我找到新證據了,兇手很快就會原形畢露……我在康平街等你。”雪螢在電話里沉默著。一杭提高聲音說:“不見不散!”掛斷電話,一杭吹起口哨,在一棵洋槐樹下踱來踱去。偶爾有一兩片殘存的枯葉被風掃落,一片掉在腳下,一片停在他羽絨服的帽子里。
首先,信息化技術可以通過網絡共享平臺,對施工現場相關數據實現系統化、科學化、規范化的同城管理。并通過信息數字化技術,使施工現場數據變得更加立體與形象。將這些立體形象數據通過圖片、音像等形式傳輸到相關質量監督管理平臺,進而使施工現場質量監督管理工作可以有效實施。相關上級管理部門可以根據現場施工的實際情況,制定相應的應對措施,最大限度地避免了施工成本的過度浪費。
①降低工位器具導入數量,相應的減少制造成本和庫房倉儲面積:
n 種沖壓件專用:測算總包裝量=n×(排產庫存+經濟批次)=n×(R+L)=n×R+n×L;
開挖分層高程與爆破梯段高度相同,左右岸壩肩槽開挖分層高度一般為10m,考慮左岸高程785m及右岸高程805m以下壩肩槽邊坡坡度逐漸變緩,開挖高度調整為7.5m~2.0m,以保證開挖質量。根據以上分層原則,左、右岸總共規劃為29個開挖分層。總體進度目標為每40天開挖高度為30m,以壩肩槽開挖為先鋒線,對其上、下游邊坡進度計劃進行相應調整。壩肩槽每13天為一個分層高度(10m),上、下游邊坡每 20天為一個分層高度(15m),上、下游邊坡領先壩肩槽進行爆破,最終達到兩側工程邊坡開挖不影響壩肩槽開挖的目的。
餐飲企業基本是越強發展越快,越弱發展越慢。創新是保障餐飲企業發展的一個關鍵因素[1]。由于餐飲企業規模小,企業利潤不高,導致償還貨款或融資還款能力弱,這是餐飲企業融資難的直接原因。
n 種沖壓件柔性共用:測算總包裝量=n×R
+L×(n+1)/2;
可知,柔性后工位器具包裝量導入可減少=n×R
+n×L-[n×R
+L×(n+1)/2]=n×L/2-L/2。
②沖壓件彈性包裝量,如A、B、C、D 四個車型,當A 車型產量降低和其他某車型產量增加時,那么A 車型工位器具可直接移交其他產量增加車型使用,不需額外制作工位器具即可滿足包裝需求。
⑷端拾器柔性。
新車型研發和換代周期不斷縮短,每條模具線配套端拾器的成本在10 萬元左右,一個新車型項目中端拾器投入的成本需百萬元左右。多車型不同模具線共用端拾器一定程度上可降低成本,并針對手工更換端拾器,亦可縮短模具切換時間和降低員工勞動強度。
ASM通常被認為具有保護氣管結構、調節氣管管徑等功能,但Mitzner等[6]認為其像“肺的闌尾”,是人類已退化的結構,并沒有重要的生理作用。因此當其發生病變時,通過某種方式除去即可能治愈疾病。
實現不同模具線端拾器共用的方法,可應用于型面較為相似的模具線。首先對端拾器共用可能性進行分析,根據模具及產品數模查找布置吸盤時可利用的共用型面,然后在可共用型面處現場布置吸盤,通過吸盤位置調整、彈性桿布置、路徑調試、安全點設置、低速試運行測試等,最終通過現場驗證以滿足不同模具線正常生產節拍下使用要求。
經超聲檢查后,本組60例患者均明確診斷,診斷符合率100%,其中慢性闌尾炎急性發作7例、闌尾周圍膿腫6例、急性化膿性闌尾炎14例、急性單純性闌尾炎26例,急性壞疽穿孔性闌尾炎7例、。其中闌尾腔有糞石者11例。見表。
⑸生產柔性。
基于以上柔性手段的實施,當生產計劃動態調整時,基于車身上線需求變化和沖壓生產飽和度變化,動態調整生產班次組織,最大化降低沖壓生產制造成本。
結束語
本文初步探究了沖壓自動化的生產計劃組織和生產柔性,通過有效實施推進沖壓精準、精細、精益制造能力不斷提升,降低沖壓生產制造成本,并提高沖壓生產柔性能力。
隨著汽車行業發展,沖壓智能化、無人化、數字化等應用場景以嶄新角色融入現場,我們一方面要做深、做細基礎主體業務,同時要不斷創新創造,持續探究沖壓生產新模式。
猜你喜歡
江蘇安全生產(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現代企業(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16
