灌木切割試驗(yàn)裝置切割振動(dòng)分析
2022-09-25 02:38:48薄仕文李耀翔王海濱
森林工程 2022年5期
薄仕文,李耀翔,王海濱
(東北林業(yè)大學(xué) 工程技術(shù)學(xué)院,哈爾濱 150040)
0 引言
灌木作為森林生態(tài)系統(tǒng)的重要組成部分,具有不可忽視的經(jīng)濟(jì)價(jià)值[1-3]。目前,我國灌木切割方式已由傳統(tǒng)的人工收割方式向機(jī)械化收割發(fā)展,主要有小型便攜式切割器和大型車載式切割機(jī)。切割質(zhì)量是評價(jià)切割機(jī)械性能的重要標(biāo)準(zhǔn)[4],而灌木切割過程中產(chǎn)生的振動(dòng)嚴(yán)重影響了灌木切割質(zhì)量,進(jìn)而影響灌木的經(jīng)濟(jì)效益。灌木切割裝置的振動(dòng)特性研究對我國灌木機(jī)械發(fā)展意義重大。
圓鋸式切割裝置產(chǎn)生振動(dòng)的主要原因來自灌木切割時(shí)的外部激勵(lì),外部激勵(lì)主要為切割時(shí)切割平面上受到的切割力與垂直于切割平面刀具受到灌木植株的擠壓力。國內(nèi)外對切割系統(tǒng)進(jìn)行了大量研究。楊康等[5]設(shè)計(jì)并優(yōu)化了秸稈切割器等滑切角刀刃曲線,獲取了理論最優(yōu)滑切角;Chucheep等[6]利用層次分析法進(jìn)行切割鋸片的選擇,并得出了最佳方案;Kwon等[7]提出了無支撐灌木切割理論;賴曉等[8]和周敬輝等[9]通過試驗(yàn)研究了液壓油缸、發(fā)動(dòng)機(jī)和物流架等構(gòu)件的安裝位置對切割系統(tǒng)軸向振動(dòng)的影響規(guī)律。上述研究多為切割器參數(shù)優(yōu)化及在發(fā)動(dòng)機(jī)激勵(lì)下的振動(dòng)響應(yīng),很少涉及灌木切割時(shí)所受外部激勵(lì)作用下的振動(dòng)響應(yīng)。
針對上述問題,本文通過對圓鋸式灌木切割試驗(yàn)平臺(tái)的振動(dòng)理論分析與虛擬振動(dòng)仿真,研究切割裝置在切割時(shí)外部激勵(lì)作用下的振動(dòng)特性,為后續(xù)灌木切割機(jī)切割振動(dòng)理論分析提供參考。
1 整體機(jī)構(gòu)與工作原理
圖1為灌木切割設(shè)備總體結(jié)構(gòu)圖,割灌機(jī)主要由龍門架、主體連接軸、調(diào)速電機(jī)Ⅰ、切割裝置、調(diào)速電機(jī)Ⅱ、固定基架和同步帶傳動(dòng)裝置組成。同步帶傳動(dòng)裝置以調(diào)速電機(jī)Ⅱ?yàn)轵?qū)動(dòng)力,電機(jī)軸通過聯(lián)軸器與傳動(dòng)軸相連接,傳動(dòng)軸帶動(dòng)同步帶輪轉(zhuǎn)動(dòng),同步帶從而帶動(dòng)滑塊在導(dǎo)軌中行進(jìn),以實(shí)現(xiàn)整體裝置勻速前進(jìn)且速度可調(diào)。切割裝置以調(diào)速電機(jī)Ⅰ為驅(qū)動(dòng)力,鋸片通過鋸片連接桿與電機(jī)軸相連,以實(shí)現(xiàn)切割速度可控。
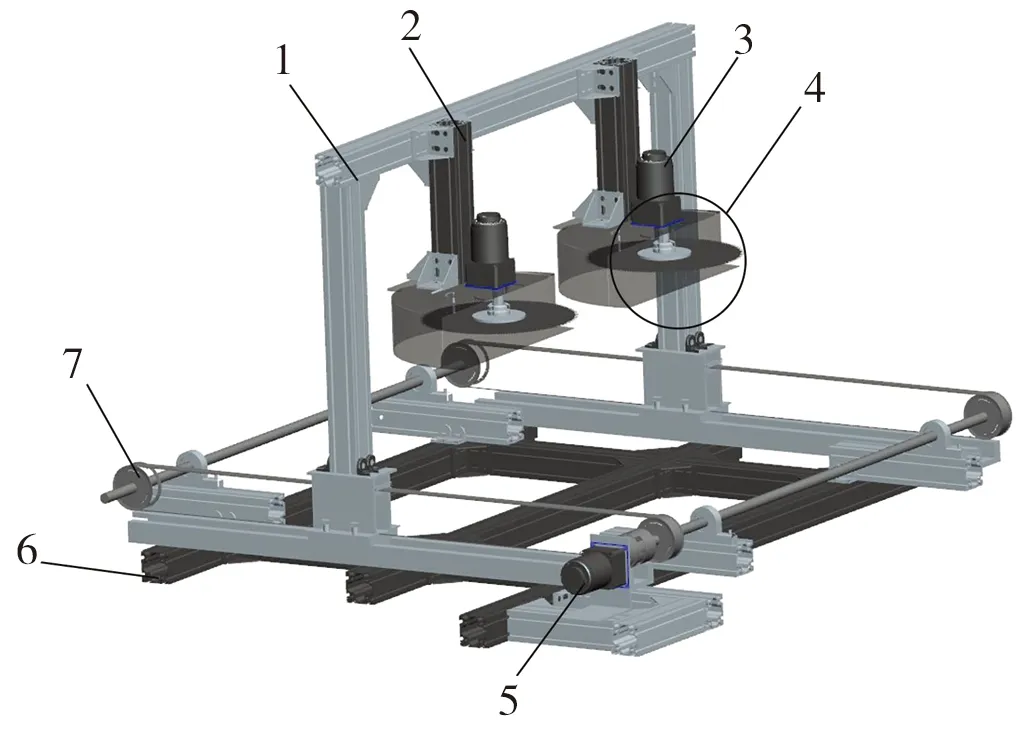
1.龍門架;2.主體連接軸;3.調(diào)速電機(jī)Ⅰ;4.切割裝置;5.調(diào)速電機(jī)Ⅱ;6.固定基架;7.同步帶傳動(dòng)裝置。
2 切割裝置力學(xué)分析
2.1 模態(tài)分析理論基礎(chǔ)
振動(dòng)模態(tài)是彈性機(jī)械結(jié)構(gòu)固有特性[10],可以通過模態(tài)分析方法研究切割裝置在特定頻率范圍內(nèi)的各階主要模態(tài)特性[11-12]。由達(dá)朗貝爾原理[13]解算其動(dòng)力學(xué)方程。
(1)

本次模態(tài)分析過程中由于分析對象材料為金屬,其阻尼非常小,故可忽略其對最終模態(tài)分析結(jié)果的影響,故取C=0;并且模態(tài)分析過程中分析對象無外力作用,取切割裝置的等效載荷{F}=0,由公式(1)得到其動(dòng)力學(xué)方程如下。
(2)
切割裝置的自由振動(dòng)可視為簡諧運(yùn)動(dòng),其位移矢量矩陣可表示為
{x}={x0}sin(ωt+φ0)。
(3)
式中:{x0}為切割裝置的n階位移向量;ω為位移向量的自振頻率;t為切割裝置的振動(dòng)時(shí)間;φ0為初相角。
將公式(3)與公式(2)聯(lián)立解得
(K-ω2M){x0}=0。
(4)
切割裝置的剛度矩陣K和質(zhì)量矩陣M皆為n階方陣,最終切割裝置的n階固有頻率為ωi(i=1,2,3,…,n)。
2.2 振動(dòng)力學(xué)計(jì)算
圖2為切割裝置受力簡圖。A點(diǎn)與B點(diǎn)分別為鋸片連接軸的支撐點(diǎn);O為鋸片圓心點(diǎn);D點(diǎn)為刃尖,同時(shí)也是鋸片切割時(shí)的受力點(diǎn),AB段為簡支梁,BO段為外伸梁。鋸片工作時(shí),受到灌木植株的垂直擠壓力、切割力的反作用力等外部激勵(lì),均可分解為垂向力和徑向力,當(dāng)在鋸片上加裝質(zhì)量塊,質(zhì)量塊對鋸片的壓力FG模擬外部激勵(lì)在垂直方向分力,質(zhì)量塊產(chǎn)生的向心力FR模擬外部激勵(lì)的徑向分力。
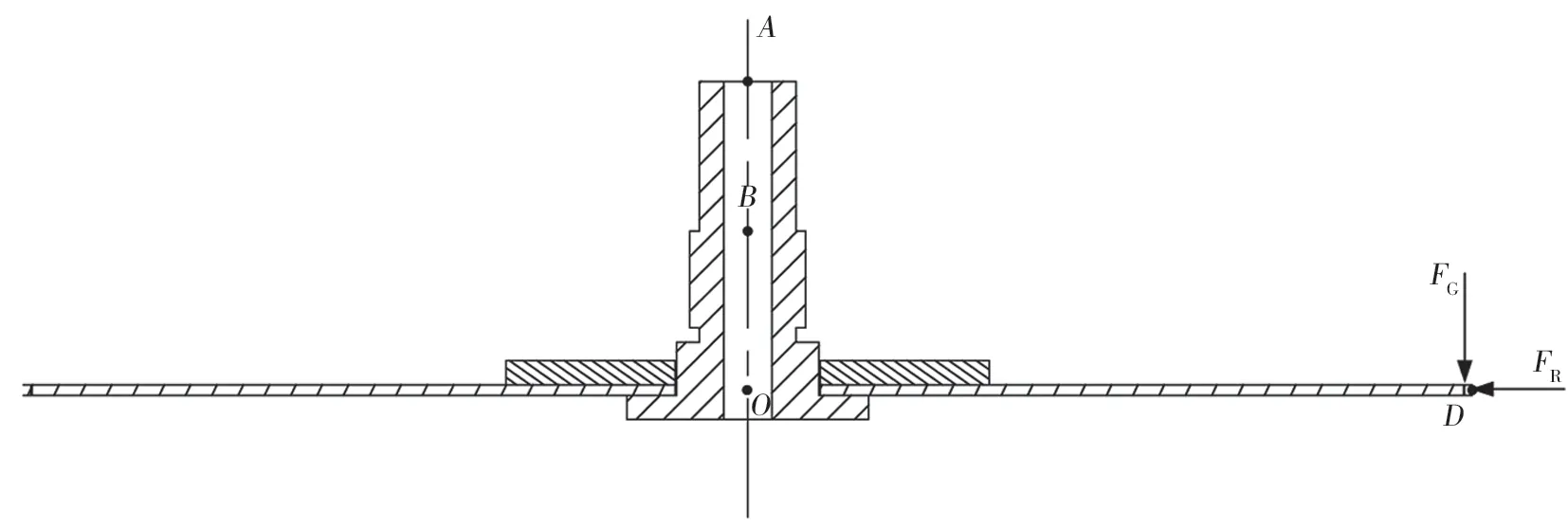
圖2 切割裝置受力簡圖
假設(shè)模擬質(zhì)量塊的力作用于D點(diǎn)處,只有質(zhì)量塊對鋸片的壓力FG作用情況下,計(jì)算對鋸片質(zhì)心O作用的撓度
τ=mglOD。
(5)
式中:τ為模擬質(zhì)量塊在鋸片質(zhì)心O處的力矩,N·m;m為模擬質(zhì)量塊質(zhì)量,kg;g為重力加速度,mm/s2;lOD為點(diǎn)O和D間距離,即為鋸片半徑R,mm,lOD=150 mm。
(6)
(7)
式中:I1為簡支梁AB的截面慣性矩,mm4;I2為外伸梁BO的截面慣性矩,mm4;d為簡支梁AB的直徑,mm,d= 20 mm;D為外伸梁BO的直徑,mm,D=24 mm。
(8)
(9)
式中:ω1為鋸片只在壓力FG作用情況下對鋸片質(zhì)心O作用的撓度,mm;θ1為鋸片只在壓力FG作用情況下對鋸片質(zhì)心O作用的撓角;lBO為點(diǎn)B和O間距離,mm,lBO=28 mm;lAB為點(diǎn)A和B間距離,mm,lAB=31 mm;E為鋸片的彈性模量,MPa,取E=2.1×1011MPa。
向心力FR表示為
FR=mRω2。
(10)
式中:ω為鋸片轉(zhuǎn)速,r/min,ω=1 350 r/min。
同理,鋸片只在向心力FR作用情況下,可計(jì)算對鋸片質(zhì)心O作用的撓度ω2和撓角θ2。
由梁的位移疊加原理,可計(jì)算出鋸片質(zhì)心O點(diǎn)處的撓度ω0和撓角θ0為
ω0=ω1+ω2。
(11)
θ0=θ1+θ2。
(12)
在鋸片高速轉(zhuǎn)動(dòng)過程中,由于刀盤質(zhì)心會(huì)相對旋轉(zhuǎn)中心產(chǎn)生偏移,會(huì)發(fā)生動(dòng)不平衡現(xiàn)象,此時(shí)在離心力作用下O點(diǎn)處的撓度ω3和撓角θ3為
FO=m0ω2ω0。
(13)
(14)
(15)
式中:FO為鋸片高速旋產(chǎn)生的離心力,N。
則鋸片質(zhì)心O處的總撓度ωt為
ωt=|lOD×sinθ3|。
(16)
因此,可以通過改變模擬質(zhì)量塊質(zhì)量來模擬不同情況下鋸片振動(dòng)情況,進(jìn)而研究鋸片的振動(dòng)特性。
3 仿真結(jié)果與分析
3.1 振動(dòng)模態(tài)分析
將三維建模軟件PRE/O中建立的切割裝置模型導(dǎo)入到有限元分析軟件ANSYS中,鋸片參數(shù)見表1。材料設(shè)定見表2。

表1 鋸片參數(shù)

表2 ANSYS材料屬性設(shè)定
設(shè)置材料屬性,對切割結(jié)構(gòu)網(wǎng)格進(jìn)行劃分,網(wǎng)格劃分時(shí)鋸片因?yàn)榻Y(jié)構(gòu)簡單,可選擇六面體單元,因此選擇三維20節(jié)點(diǎn)的solid185號實(shí)體單元,切割懸掛梁由于其機(jī)構(gòu)相對復(fù)雜,選擇六面體會(huì)加大計(jì)算難度,因此選擇三維10節(jié)點(diǎn)的solid187號實(shí)體單元。共有37 808個(gè)節(jié)點(diǎn),劃分16 744個(gè)網(wǎng)格,最小網(wǎng)格邊線長度為3.913 3×10-4m,如圖3所示。

圖3 切割裝置有限元模型
在ANSYS中采用Block Lanczos法[14-15]對切割裝置進(jìn)行前6階模態(tài)提取,并分析其固有頻率和振型。前6階模態(tài)計(jì)算結(jié)果見表3。

表3 切割裝置模態(tài)計(jì)算結(jié)果
前6階有限元模態(tài)分析振型如圖4所示。切割結(jié)構(gòu)在第1階固有頻率為1.115 2×10-3Hz,應(yīng)變幅度為0.610 87 mm,因此可視為無明顯振動(dòng),如圖4(a)所示;第2階固有頻率199.35 Hz處鋸片沿Z軸負(fù)方向旋轉(zhuǎn)振動(dòng),最大應(yīng)變幅度為1.720 5 mm,與第1階振型相比巨幅增大,如圖4(b)所示;第3階固有頻率200.86 Hz處鋸片繞x軸正方向旋轉(zhuǎn)振動(dòng),最大應(yīng)變幅度為1.763 6 mm,且第 2、3階固有頻率接近,如圖4(c)所示;第4階固有頻率261.8 Hz處鋸片沿Z軸與Y軸疊加彎曲振動(dòng),最大應(yīng)變幅度為1.836 9 mm,與第3階相比固有頻率和振幅出現(xiàn)跳躍增長,如圖4(d)所示;第5階固有頻率263.6 Hz處鋸片沿Z軸與X軸疊加彎曲振動(dòng),最大應(yīng)變幅度為1.838 9 mm,與第4階固有頻率相比出現(xiàn)小幅度變化,如圖4(e)所示;第6階固有頻率347.97處鋸片沿Y軸起伏振動(dòng),最大應(yīng)變幅度為1.290 7 mm,如圖4(f)所示,隨著階次增加,固有頻率也在增大,振型也在不斷變化。

圖4 切割裝置前6階振型
切割裝置作業(yè)過程中,其工作頻率為
(16)
式中:f0為切割裝置工作頻率,Hz;n為轉(zhuǎn)速,r/min,n=1 350 r/min。
由公式(16)計(jì)算得到切割裝置工作頻率f0=22.5 Hz,與切割裝置前三階固有頻率差距較大,故切割裝置結(jié)構(gòu)穩(wěn)定,不易損壞。
3.2 振動(dòng)仿真分析
3.2.1 切割裝置振動(dòng)響應(yīng)分析
為探究切割裝置振動(dòng)特性,對其做受迫振動(dòng)分析,利用模態(tài)頻響曲線法分析[16-17],通過施加周載荷觀察待測機(jī)械結(jié)構(gòu)的位移響應(yīng)[18]。將切割裝置有限元模型導(dǎo)入到動(dòng)力學(xué)仿真軟件ADAMS中,利用振動(dòng)模塊,定義全局Z向作用力為輸入激勵(lì)1,作用點(diǎn)為鋸片刃齒邊緣;定義全局Y向角速度為輸入激勵(lì)2,作用點(diǎn)為鋸片連接軸;定義鋸片質(zhì)心點(diǎn)Z向位移響應(yīng)為輸出通道。得出鋸片質(zhì)心位移頻率響應(yīng)曲線如圖5所示。切割裝置在垂直激勵(lì)以及旋轉(zhuǎn)激勵(lì)作用下產(chǎn)生振動(dòng),鋸片質(zhì)心在Z向發(fā)生位移,在0.01~7.34 Hz時(shí),鋸片軸向振幅一直在增大,此過程動(dòng)剛度減小,振幅在7.34 Hz處達(dá)到最大值,激勵(lì)頻率接近剛體動(dòng)力學(xué)固有頻率,產(chǎn)生共振,振幅分別為141 mm與56 mm,而后振幅開始下降,緩慢歸零。

圖5 鋸片質(zhì)心位移頻率響應(yīng)曲線
3.2.2 切割力仿真分析
振動(dòng)會(huì)影響切割裝置的各個(gè)零部件,進(jìn)而影響切割機(jī)械的整體切割性能[19-20],為探究切割裝置在外部激勵(lì)下的振動(dòng)對切割質(zhì)量的影響,在有無質(zhì)量塊載荷影響的情況下,利用ADAMS進(jìn)行切割力仿真,設(shè)定質(zhì)量塊的質(zhì)量為0.2 kg,設(shè)定切割裝置行進(jìn)速度為500 m/s,切割轉(zhuǎn)速為1 350 r/min,分析結(jié)果如圖6所示。切割裝置在啟動(dòng)時(shí)振動(dòng)劇烈,需在切割裝置運(yùn)行平穩(wěn)后進(jìn)行切割,故將切割裝置設(shè)置在距灌木植株模型一定距離處。在圖6中,切割裝置于0.632 s處開始進(jìn)行切割作業(yè),隨著灌木植株材料單元的撕裂,切割力出現(xiàn)波動(dòng),當(dāng)鋸片刃尖與灌木截面接觸面積最大時(shí),切割力達(dá)到最大值,最后歸至零。在無外部激勵(lì)作用下時(shí),切割力在0.68 s時(shí)達(dá)到峰值,為1 499.8 N;在外部激勵(lì)作用下時(shí),切割力在0.695 s時(shí)達(dá)到峰值,為2 011 N,軸向產(chǎn)生的振動(dòng)幅度大,切割過程與無外部激勵(lì)情況下相比略顯遲滯,切割力最大時(shí)間在時(shí)間軸上靠后。此時(shí)發(fā)生的振動(dòng)容易引起灌木植株發(fā)生劈裂現(xiàn)象。外部激勵(lì)作用下的切割力最大值大于無外部激勵(lì)作用下的切割力,具體影響還需后續(xù)試驗(yàn)驗(yàn)證。
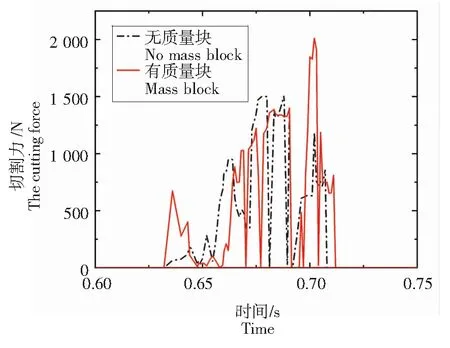
圖6 切割力對比時(shí)域曲線
4 切割力仿真分析試驗(yàn)
虛擬樣機(jī)可以在同樣的時(shí)間內(nèi)進(jìn)行更多的試驗(yàn),有利于初步振動(dòng)理論的研究[21],因此采用虛擬樣機(jī)試驗(yàn)法,通過在鋸片邊緣處添加模擬質(zhì)量塊模擬切割裝置作業(yè)時(shí)所受到的外部激勵(lì),以質(zhì)量塊的質(zhì)量、切割進(jìn)給為試驗(yàn)變量,以切割力為試驗(yàn)指標(biāo),以此探究切割振動(dòng)對灌木切割時(shí)切割力的影響。圖7為將Pro/e中建立的灌木切割試驗(yàn)裝置的三維模型導(dǎo)入到ADAMS中進(jìn)行模型優(yōu)化得到試驗(yàn)裝置整體模型。對灌木植株模型進(jìn)行定義,輸入灌木植株各項(xiàng)參數(shù):泊松比為0.3,彈性模量為2.75×109N/m2,密度為540 kg/m3[22]。
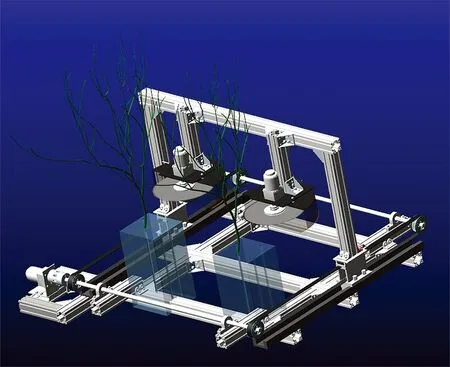
圖7 虛擬試驗(yàn)結(jié)構(gòu)圖
4.1 鋸片振動(dòng)對切割力的影響
設(shè)定切割進(jìn)給速度為500 mm/s,虛擬樣機(jī)試驗(yàn)結(jié)果見表4。

表4 模擬質(zhì)量試驗(yàn)結(jié)果
將模擬質(zhì)量的虛擬樣機(jī)試驗(yàn)結(jié)果進(jìn)行回歸分析,擬合曲線如圖8所示。

圖8 模擬質(zhì)量試驗(yàn)結(jié)果擬合曲線
擬合結(jié)果表明,模擬質(zhì)量與切割力相關(guān)系數(shù)為0.994,誤差為42.9,由此可以得出二者相關(guān)性很高并且誤差較小,隨著模擬質(zhì)量的增加,即振動(dòng)幅度的加劇,切割力也隨之增大,擬合曲線為y=3 008x+1 464,R2=0.989。
4.2 進(jìn)給速度對切割力的影響
不考慮模擬質(zhì)量的影響,將模擬質(zhì)量設(shè)定為0 kg,將進(jìn)給速度作為自變量,進(jìn)行虛擬樣機(jī)仿真試驗(yàn),試驗(yàn)結(jié)果見表5。
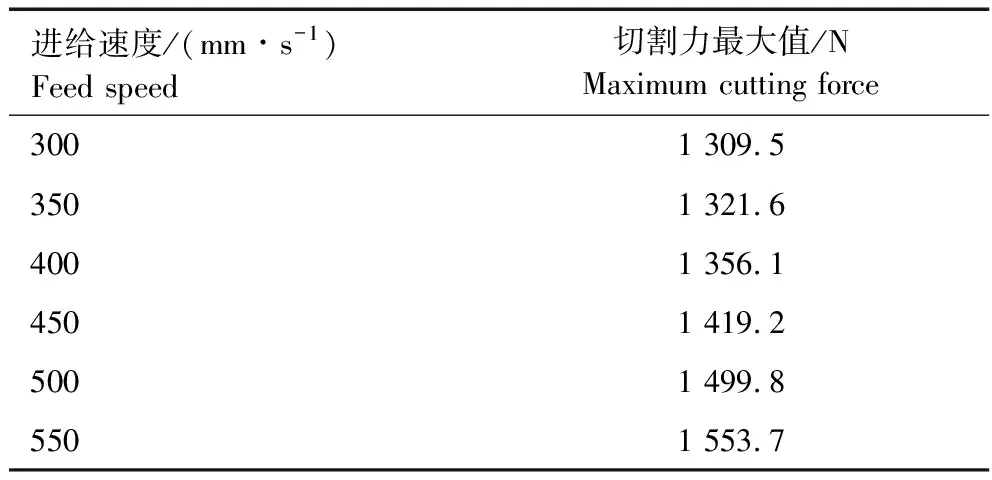
表5 進(jìn)給速度試驗(yàn)結(jié)果
對進(jìn)給速度試驗(yàn)結(jié)果進(jìn)行擬合分析,如圖9所示。
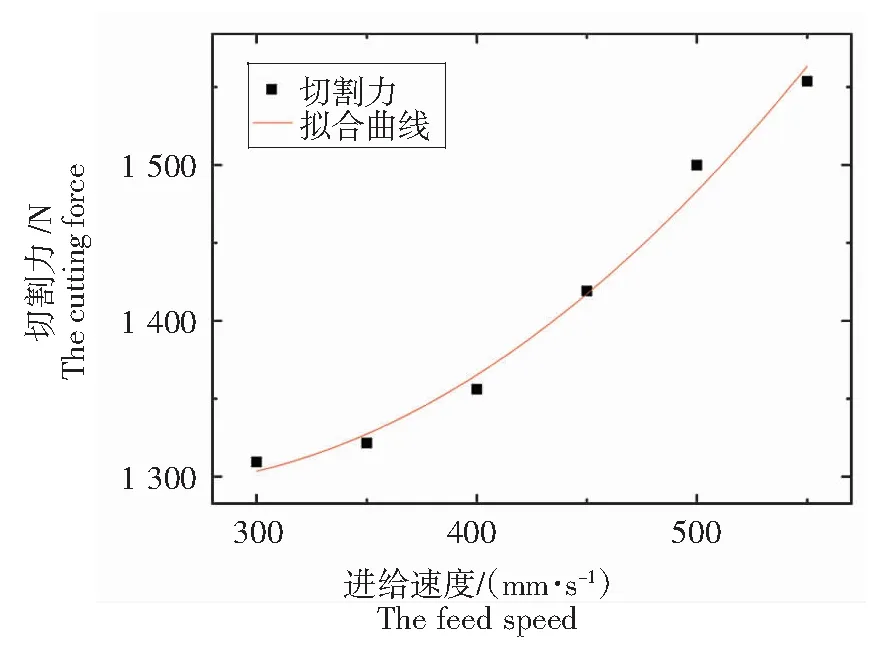
圖9 進(jìn)給速度試驗(yàn)結(jié)果擬合曲線
擬合曲線的方程為:y=1 455.365 71-1.349 24x+0.002 81x2,R2=0.982,由此可知在試驗(yàn)范圍內(nèi),隨著進(jìn)給速度的增加,切割力的最大值也隨之增加,這是由于切割灌木時(shí)隨著進(jìn)給速度的增加,每齒的進(jìn)給量也加大,導(dǎo)致鋸片與灌木纖維碰撞加劇,進(jìn)而切割時(shí)所產(chǎn)生的切割力變大。
將模擬質(zhì)量與進(jìn)給速度擬合曲線對比分析可得,鋸片振動(dòng)對切割力的影響更加明顯,因此在灌木切割裝置的設(shè)計(jì)過程中應(yīng)優(yōu)先考慮外部激勵(lì)振動(dòng)的影響,避免切割時(shí)振動(dòng)對切割質(zhì)量產(chǎn)生破壞。
5 結(jié)論
(1)本文通過在鋸片刀盤邊緣處安裝質(zhì)量塊模擬切割裝置工作時(shí)受到的外部激勵(lì),通過計(jì)算證明可以通過加裝模擬質(zhì)量塊模擬鋸片由于外部激勵(lì)產(chǎn)生的振動(dòng)情況。
(2)對切割裝置進(jìn)行有限元模態(tài)分析,得出切割裝置各階固有頻率以及振型;有無外部激勵(lì)下對鋸片做受迫振動(dòng)對比分析,得出鋸片質(zhì)心在Z向發(fā)生位移,在7.34 Hz處,激勵(lì)頻率接近剛體動(dòng)力學(xué)固有頻率,產(chǎn)生共振,振幅分別為141 mm與56 mm。
(3)利用虛擬樣機(jī)試驗(yàn)法,分析外部激勵(lì)與進(jìn)給速度對切割力的影響。結(jié)果表明,鋸片由于外部激勵(lì)產(chǎn)生的振動(dòng)與進(jìn)給速度均對切割力有著顯著影響,且隨著模擬質(zhì)量與進(jìn)給速度的增大,切割力也隨著增大,進(jìn)而影響切割質(zhì)量,且模擬質(zhì)量作為自變量時(shí)切割力變化更為劇烈。
猜你喜歡
科學(xué)大眾(2023年17期)2023-10-26 07:39:14
民用飛機(jī)設(shè)計(jì)與研究(2020年4期)2021-01-21 09:15:02
天天愛科學(xué)(2020年6期)2020-09-10 07:22:44
電子制作(2018年18期)2018-11-14 01:48:24
數(shù)學(xué)物理學(xué)報(bào)(2017年6期)2018-01-22 02:26:40
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
湖北經(jīng)濟(jì)學(xué)院學(xué)報(bào)·人文社科版(2015年8期)2015-12-29 05:53:07
上海電機(jī)學(xué)院學(xué)報(bào)(2015年4期)2015-02-28 14:30:00
計(jì)算物理(2014年2期)2014-03-11 17:01:44
計(jì)算物理(2014年2期)2014-03-11 17:01:39