市政給排水施工中HDPE 管施工技術研究
2022-09-26 10:26:12王凱
科學技術創新 2022年26期
王 凱
(安徽省公路工程建設監理有限責任公司,安徽 合肥 230051)
引言
常見的工程管道材質主要包括鋼、鑄鐵、混凝土和鋼塑混合材質,由于鋼塑混合材料韌性最強且能有效防止慢速裂紋生長,在市政工程中得到了廣泛應用,已經占據了最大的市場份額。由于我國現代城市市政管道建設相對起步較晚,此時鋼塑材料發展已較為成熟,因此更多地采用了聚乙烯管道,為后續市政管道整改升級提供了良好的物質基礎。當前,隨著材料學的不斷發展,我國的市政管材已經從單一材料轉變為了新型復合材料,如聚乙烯塑鋼纏繞排水管,便是應國內市政管道建設需求、由我國自主研發的一類新型復合HDPE 管道。
1 管道特性與連接施工技術
1.1 HDPE 塑鋼纏繞排水管特性分析
HDPE 塑鋼管道與傳統上的聚氯乙烯管道的基礎上在外圍增加了螺旋式纏繞的鋼帶結構,見圖1。
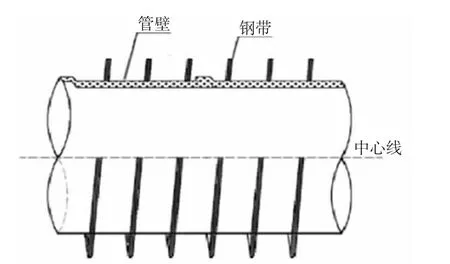
圖1 HDPE 管道結構圖
這種結構既可以發揮聚乙烯材料耐腐蝕、抗氧化的化學穩定特性,又可以用鋼帶結構進一步強化管道的力學特性,增加環剛度。近年來的測試結果表明,部分質量較好的塑鋼管道的環剛度可以達到SN16 級別,能很好的減少因為靜力荷載過大而出現的管道破損現象[1]。具體性能指標對比,見表1。
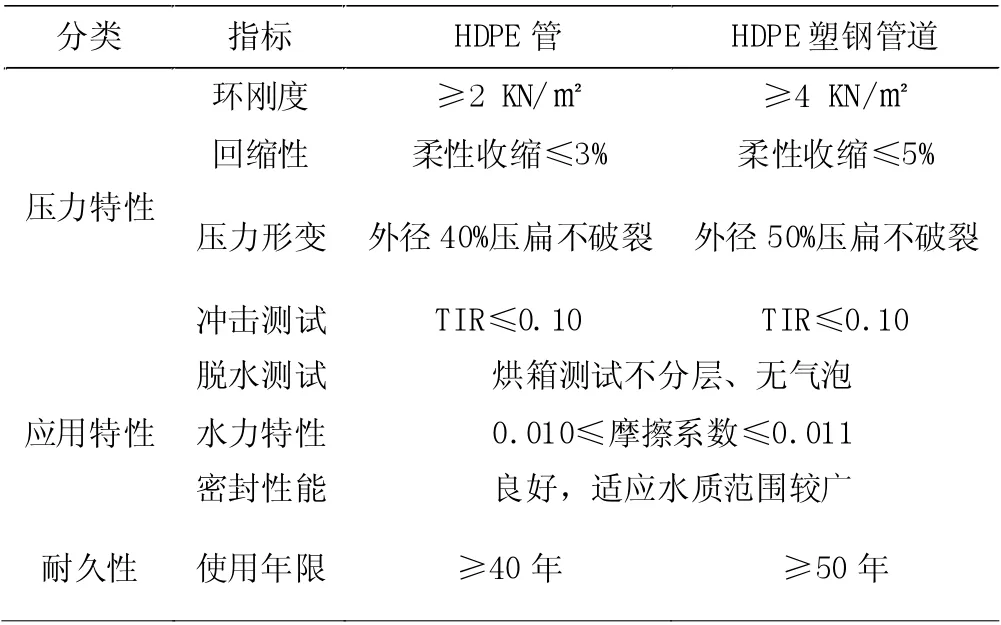
表1 HDPE 塑鋼管道性能表
就其在市政工程中的應用經驗表明,鋼塑管道能有效應對排水過程中的多種突發現象,如土質或地質現象引起的不均勻沉降或者由于地下水溫變化而出現局部荷載劇增等。這種結構可以通過一定程度的彈性形變來抵消或者傳到壓力,對較為脆弱的節點和接頭處的機械結構有一定的保護作用[1]。從施工的角度上來說,HDPE 塑鋼管道的接頭連接可供選擇的方式更加多樣,可根據工程需求和施工條件進行靈活選擇如法蘭連接、熱熔對接、電熔焊接等,能更有效處理管道的預埋和連接,增強整體管網的密閉性。
1.2 熱熔擠出焊接工藝要點分析
在多種連接工藝當中,熱熔擠出焊接工藝與熱溶對接工藝都是利用聚乙烯的熱融性的特性,將管道加溫熔化后采用外力的方式將其連接在一起。但熱溶擠出焊接工藝主要是采用間接加熱法,利用焊槍熱風對焊條進行加熱,擠出的流態聚乙烯利用分子之間的范德華力填充縫隙,冷卻后呈塑性,將兩管道連接在一起。HDPE 塑鋼管的熱熔擠出焊工藝,見圖2。
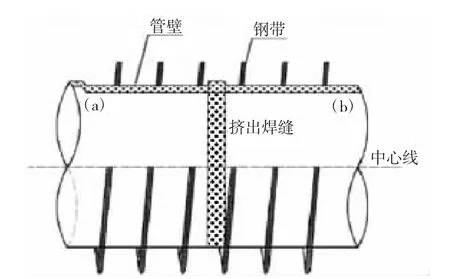
圖2 HDPE 塑鋼管熱熔擠出焊工藝圖
與熱熔對接焊相比,通過加入額外焊條的方式可以避免使用專門的電焊機,焊槍體積小,使用方便,連接過程迅速耗時很短,更適用于城市市政工程施工。熱熔擠出焊接可與熱縮帶連接法聯用來強化連接強度,這種連接工藝尚未大范圍普及,主要是缺乏明確的材料標準與施工技術標準,通過研究熱熔擠出焊接工藝的施工方法和產品質量可為此工藝后續的推廣應用提供依據與支撐[2]。
2 管道連接技術聯用施工
2.1 針對焊縫間隙寬度調整施
調查發現,市政工程中的管道焊縫間隙多集中在2.5 mm~7.5 mm 之間,施工過程焊槍移動速度多為1.8 cm/s~4.3 cm/s,因此本次選擇2 mm~10 mm 備選范圍設置5 組平均焊接對照組,以3 cm/s 為固定噴槍行速度進行施焊,組內計算平均焊液侵入深度、破壞應力與破壞荷載,其中抗性測試均采用標準測試法,得到的結果,見表2。
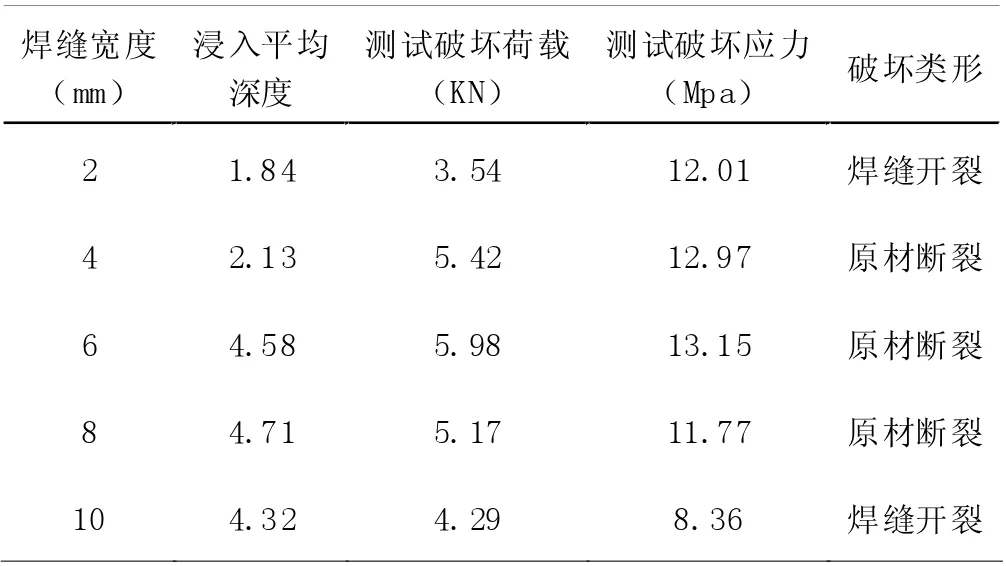
表2 不同焊縫寬度焊接后性能測試表
從測試結果可以看出,焊縫為4 mm~6 mm 時,焊接的部件在進行荷載壓力測試時候產生的是原材斷裂,這說明連接處的壓力抗性水平不低于管體本身,焊接施工取得了良好的效果。2 mm 與10 mm 焊縫寬度時,部件產生焊縫開裂,拉力和壓力測試結果同樣顯示,二者的破壞荷載和破壞應力值都相對較小,可以判定為焊接施工效果不佳。對照焊液侵入深度和強度測試結果可看出,在焊縫小于6 mm 時,隨著焊縫增大,焊液侵入越深,整體的填滿度越高,焊接后部件可承受荷載逐步增加。而焊縫大于6 mm 后,雖然平均浸入深度增加,但是相對焊縫寬度而言,充滿度反而逐步下降了,因此反映在壓力測試結果,變現為承載下降。雖然結果顯示間隙為6 mm 焊接效果最好,但是在市政工程當中,管道壁厚多為4 mm~4.5 mm 之間,當侵入深度大于管壁厚度時,焊縫寬度會失去對于焊接強度的影響力,根據測試結果已經滿足了使用標準,因此,施工過程中可將間隙寬度控制在4 mm~6 mm 之間。
在進行聯用施工過程中,需要焊接的管材兩端進行預處理,保證周身裂縫寬度偏差不大,能更好的控制焊槍以3 cm/s 移動且和焊縫寬度維持在4 mm~5 mm 之間,防止焊接件粘結強度不夠,維持優良的施工效果[3]。
2.2 熱縮帶工藝施工意見
熱縮帶作為輔助焊接工藝,主要是在熱熔擠出焊接工藝的基礎上,采用內部加裝熱縮帶的方式將管道用半結晶的物質包裹起來,形成高彈態的加固結構強化管道連接,連接方式與尺寸大小關系,見圖3。

圖3 熱縮帶連接工藝尺寸圖
施工過程中最常用的熱縮帶加熱裝置為液化氣加熱設備,一般是通過手動調節液化氣的釋放流量來控制火焰溫度,因此設備的行進速度和加熱點所處的火焰位置多數時候并不穩定,熱縮帶受熱面溫度波動較大。為了分析溫度和火焰位置對于熱縮帶工藝施工效果的影響,本次采用平行實驗的方式,對火焰行進速度和加熱點位置進行了綜合考察。測試過程中采用圖3 所示的標準連接尺寸,測試結果,見圖4。
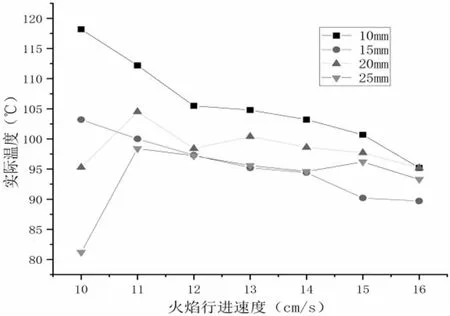
圖4 行進速度與位置對溫度的影響
測試結果顯示加熱器行進速度越快,在一定的加熱位置下吸收的熱量就越少,容易導致加熱溫度偏低,加熱不完全。加熱位置影響加熱溫度主要是與火焰結構相關,外焰加熱效率最高,距離外焰越遠,加熱效率越低,根據結果顯示,加熱點高度為11 cm 時加熱效率最大。不同的熱縮帶材料對于溫度的需要不同,當前市面上的熱縮帶的最適加熱溫度多集中在100 ℃±5 ℃,此時材料粘結性最好,因此為了充分發揮熱縮帶的強化效果,施工時可根據所需要的溫度選擇合適的加熱距離和行進速度[4]。
2.3 工藝條件的控制
通過對比不同工況下的施工過程與連接管道的耐久性發現,在聯合施工前,必須控制待處理管道的整體質量,檢查管壁表面是否平整,無油污和灰塵。大量的結果表明,表面存在油污層時的聯合施工部件抗剝落能力相較于正常部件會下降10%以上,極大地影響了熱縮帶的粘結效果。
因此在施工前必須進行管壁檢查和整體清潔,必要時候需要進行打磨拋光,去除氧化層以強化塑化性能[4]。
熱熔擠出焊接的焊接位置點一般在管材的兩鋼肋之間,焊接斷面多在一條水平線上,根據上文測試結果,焊縫保持4 cm~6 cm 即可,需要注意的是,為了避免產生不必要的擾動,操作坑需要一次性開挖到所需體積以支持后續操作。焊接過程中焊槍需要預加熱,待熔化后的聚氯乙烯材料能凝結成球體的時候才可以真正開始焊接,過程中需要分段焊接,及時檢查充滿度,保證整體構件質量。
熱縮帶工藝同樣需要預熱,預熱的過程中需要按照從中心到四周的方式逐步加熱,嚴禁直接按照軸線方向緩慢移動。這主要是因為停留時間難以控制,采用逐步加熱可有效避免局部過熱而被灼穿。一般來說,加熱到肉眼可見有膠溢即可停止[5]。
3 結論
(1) 本文從HDPE 塑鋼管道的基本性能和連接工藝入手,考慮國內城市市政管道升級工程的實際需要,深入研究了以熱熔擠出焊接法為主體、以熱縮帶為配套的聯合工藝,實施證明,聯合工藝在可控條件下可以取得良好連接效果。
(2) 在市政工程當中,管道焊接間隙維持在4 mm~6 mm 最為適宜,焊槍行進速度最好穩定在3 cm/s,熱縮帶工藝施工時需要根據溫度需要選擇合適的行進速度和加熱點移動速度,如果所需溫度為標準的100 ℃,建議的加熱高度為15 cm、行進速度為11 cm/s 的施工條件,此時粘結性最好且加熱效率較高。
(3) 施工過程中,前置檢查、管道處理、預熱與施工操作等都會影響連接效果,本文針對各項內容提供了施工建議,但后續仍然需要系統研究以形成完整的施工行為規范,指導后續工藝發展。
猜你喜歡
建材發展導向(2021年9期)2021-07-16 07:11:36
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
