發動機齒輪組件壓裝專機電氣控制與氣動系統設計研究
2022-09-27 12:03:46梁正智
內燃機與配件 2022年15期
0 引言
對于甩油齒輪組件而言,它屬于發動機不可缺少的機構,它的運行狀況與發動機壽命息息相關。為了確保這一機構不斷地正常運行,組件安裝需要滿足這幾項要求:實際壓裝中,不可以對鋁質箱蓋孔造成損傷;對于軸向總間隙,需要保證介于0.03毫米至0.06毫米之間。以往的發動機齒輪組件壓裝專機電氣控制與氣動系統設計方式,難以滿足當前時代技術進展的需求,故而需要對其進行重新設計,保證系統功能。
1 設計概況
某企業為KG系列發動機生產商。處于初期階段,采用通用壓床,壓裝中有著這幾項問題:因為沒有定位設備,時不時對鋁質箱蓋孔造成損傷;難以確保軸向總間隙;壓裝遲緩,難以符合生產需要。為了處理壓裝問題,同時滿足生產要求,該企業設計生產了甩油齒輪組件壓模,且把其裝于壓床之上,進而構成壓裝專機。對于壓模以及壓床,為了讓二者根據壓裝工藝正常運行,需設置電控以及氣動系統。
1.第一種不健康的消費心理是盲目、跟風的心態,年輕人受到個人閱歷的影響,很難擁有獨立自主的消費認識。在選擇消費行為時,往往會受身邊人的影響,比如看到周邊有人帶高端的智能手機,也會要求長輩為其購置手機,這一盲目的消費心理,不僅加大了經濟支出,也影響了自身的健康成長。
2 設計方法
2.1 可編程邏輯控制器(PLC)設計
對于PLC來講,它是一種能夠編程的存儲器,用來保存程序,實施運算、順序控制等面向使用者的指令,且借助數字控制每一類的制造過程,在設計的過程中,需要對結構、功能進行設計。具體方法如下:
2.1.1 結構設計
為了保證PLC功能良好,應當在設計過程中注重以下方面:第一,降低編程的復雜性。借助一些編程語言,比如經常使用的梯形圖,而用不著使用計算機知識,所以系統研發所需時間較為短暫,易于進行調試。除此之外,還能夠更改程序,對方案進行優化,用不著對硬件進行拆除處理。第二,針對小型PLC來看,其中包含大量的能夠讓使用者進行編程的元件,具備非常強的功能,能夠達到有效的控制。一樣功能的PLC系統開展比較分析,它存在較為可觀的性價比。控制器能夠基于通信聯網,進而達到分開控制,統一管理。第三,配套完善,便于使用,適應能力突出。PLC產品逐漸標準化及規模化,有著大量豐富的硬件裝置類型,為用戶提供了多樣性的選擇,使用者可以有效地開展系統配置,構建多種功能及規模的系統。就PLC安裝接線來看,是非常簡便的,通常情況下,會借助接線端子,將其同外部接線進行連接,它有著非常強的帶負載能力,能夠對常規電磁閥等開展驅動。當配件配置結束,能夠對用戶程序開展科學修改,使其更好地滿足有關的工藝條件要求。
首先:控制功能圖設置。結合具體的壓裝流程,設置控制功能圖。
“窮人栽樹講生存,富人栽樹講生態”,我們既要金山銀山,又要綠水青山。以林業作為新曹農場轉型發展的主導產業,堅持不斷創新經營模式,新曹農場的林業發展一定會更加蓬勃,新曹農場的職工生活一定會更加富裕!
第一,校企雙方在項目研發中培養“雙師型”教師。職業院校可以通過縱向項目的實施,將教師研究成果反饋給合作企業,用于指導企業生產,實現技術向經濟效益的轉化。[4]第二,校企聯合開發課程。職業院校通過與企業合作,邀請企業參與到教材和課程的改革中,針對企業崗位實踐,共同開發相關課程和教材。在課程開發過程中,教師專業素養能夠得到累積,教學能力也能夠不斷提高。從學校的角度來說,要鼓勵教師積極參與到企業技術研發中,參與到企業員工培訓中去,通過合作開發與培訓,使教師掌握崗位實踐能力。[5]
2.1.2 功能設計
2.2 梯形圖(LAD)設計
2.5.2 程序設計
2.3 壓裝工藝設計
結合工藝特征,設計電氣控制系統。將PLC當作控制主機,選擇光電傳感器,把其視為位置檢測元件。不同元件的I/O地址分配,均存在一定的不同,需要對其進行合理分配,才能夠使元件充分發揮其功能,最終保證整體設備的運行效果良好、高效。
2.4 氣動系統設計
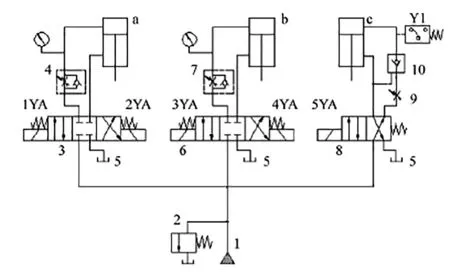
結合部件動作要求,設計了氣動傳動系統,詳情見圖2。在這一系統之中,通過空壓總站引進氣源,在進到系統之后分成三路,兩路通過換向閥以及調速閥,依次進到主軸以及壓模氣缸,促進壓床以及壓模運行,剩下的一路,進到夾緊氣缸里面,驅動機構運行。
2.5 電氣控制系統設計
2.5.1 I/O地址分配
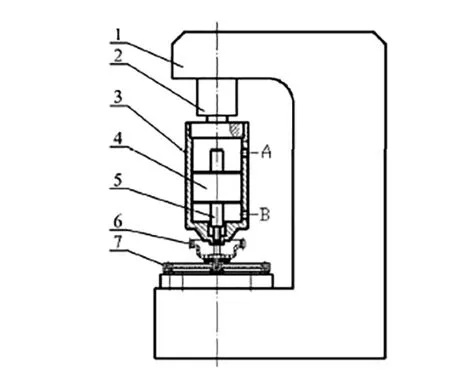
對于齒輪組件,它的組裝步驟為:先把軸用擋圈壓到擋圈槽里面,然后,針對于齒輪以及墊圈,依次將二者裝到齒輪軸內,在壓床的作用之下,把組件壓進鋁制箱蓋。新的裝備見圖1,它的工藝流程為:粗定位;精定位;將箱蓋夾固好;把組件裝到壓膜里;壓裝與軸向定位;將箱蓋打開,系統返回至最初位置。實際的壓裝過程是:第一,箱蓋定位夾緊。把其裝于粗定位面里,接著啟動開關:在主軸2的帶動之下,壓模移到位置A不運動;活塞4緩慢朝下運動,帶動壓桿5下移,在這個時候,短時間內調整箱蓋7,以便能夠對準壓桿5,插到箱蓋孔里面,移到位置B不運動,獲取準確的徑向定位;把箱蓋夾好;活塞朝上緩慢移動,壓桿返至位置A;主軸短時間內返到原來位置O,延時0.5分鐘。第二,組件壓裝與復位。把齒輪軸插到定位孔內,同時維持定位狀態;主軸2短時間內移到位置C不運動;活塞4緩慢朝下移動,齒輪軸壓到箱蓋孔內,壓桿移至位置D不運動,軸向定位完成;活塞緩慢朝上移動,壓桿返至位置C;主軸短時間內返回到最初位置;放開機構,將工件取出;系統延時0.5分鐘歸位。
梯形圖一般借助LAD來表示,它是一種經常被利用的編程語言,就PLC來看,LAD屬于其首要編程語言。它傳承了繼電器控制電路形式,對于繼電器以及接觸器,基于二者的邏輯控制,對符號進行簡化,進而演變成梯形圖,存在著諸多特點,形象而且實用,易于被相關人員所接受,屬于非常重要的控制器編程語言,被利用的幾率較大。基于PLC程序圖,對于母線來說,好比電源線,線圈好比負載,觸點好比于按鈕。在LAD之中包含著較多的階級,根據從上至下的順序進行排列,無論是哪一個階級,均從左母線起,通過輸入觸點以及線圈,在右母線處結束。
PLC屬于工業控制計算機,在對其結構進行設計時,需要考慮電源、中央處理單元,以及接口電路三項設計內容:第一,電源。在系統之中,電源有著相當關鍵的作用。若不具備穩定的電源系統,是無法順利運行的,所以,生產商相當關注電源設計與生產。通常情況下,交流電壓波動低于10%,用不著實施其他的措施,而把PLC與電網相連。第二,中央處理單元。通常情況下,用CPU來表示。它屬于重要的控制中樞。根據系統程序功能,接收以及保存使用者數據;對電源、I/O等狀態進行檢查,且可以準確找出語法錯誤。在PLC運行時,CPU能夠通過掃描方式,掌握設備狀態以及數據,且依次保存于映象區,在此之后,逐條讀取使用者程序,結束命令解釋后,根據規定保存結果。在全部用戶程序實施結束后,把數據傳輸至有關輸出設備,這樣重復運行,直至停止工作。為促使PLC更加穩定,還借助雙CPU組成冗余系統。如此,在某一中央處理器發生故障的情況下,系統還可以順利運行。第三,接口電路。對于輸入接口電路來講,它的作用是基于控制器以及接口界面,二者的輸入通道。而就輸出電路而言,其中包含著較多的構成成分,比如選通電路以及寄存器,作用PLC經過接口電路,朝著執行部件,輸出有關的控制信號。
通過對用戶的需求分析,得出所要達到的功能和目標,即可進入初步設計階段。該階段涉及組織分類和導航結構,需要確定出系統的總體平臺架構、應用架構、數據架構、用戶架構和硬件架構等內容,以得到用戶的認同感,提高操作效率。此階段中選擇IFIX自動化監控組態軟件,對形成的監控軟件系統界面風格、主體色調、頁面數量、用戶級別、網絡帶寬及響應時間、反饋感官等特性進行定義。
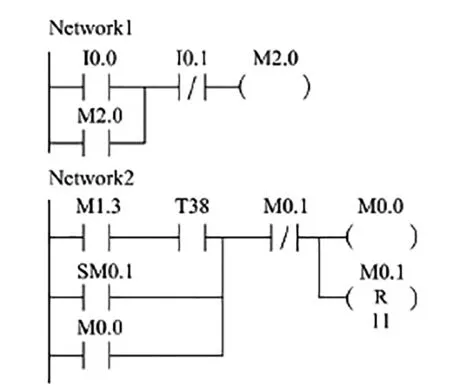
其次:控制程序設置。結合控制功能圖,來對LAD程序進行設置。第一,上電與復位控制。如圖3,接入電源,釋放脈沖信號,使得MO.0繼電器得以激活,它的觸點閉合,狀態線圈都復位。第二,定位運動控制。在運行啟動按鈕的情況下,線圈MO.1置位,并且促使線圈Q0.0獲電,換向閥3左位,主軸短時間內朝下移動到位置A;在觸點IO.4導通的情況下,線圈MO.2置位,驅動線圈Q0.1獲電,換向閥6左位,壓桿穩穩地朝下運動,與此同時,插到箱蓋孔里。壓桿到位置B不運動,獲取定位。第三,箱蓋夾緊運動控制。在觸點IO.5導通的情況下,線圈MO.3置位,促使線圈QO.4復位,換向閥8右位,獲取機構夾緊,并且指示燈變亮。第四,壓桿上行運動控制。在觸點IO.2導通的情況下,線圈MO.4置位,促使線圈QO.2獲電,換向閥6右位,壓桿緩慢退出箱蓋孔,向上運動到位置A;在觸點IO.4導通的情況下,線圈MO.5置位,促使線圈QO.3獲電,換向閥3右位,主軸短時間內運動到位置O。系統延時0.5分鐘。第五,定位運動控制。系統延時完成,線圈MO.7置位,促使線圈QO.0獲電,換向閥3左位,主軸短時間內運動到位置C;在觸點IO.6導通的情況下,線圈M1.0置位,促使線圈QO.1獲電,換向閥6左位,壓桿緩慢運動到位置D,這就是所謂的軸向定位,把組件穩穩地壓到箱蓋孔里面。第六,壓桿上行運動控制。在觸點IO.7導通的情況下,線圈M1.1置位,促使線圈QO.2獲電,換向閥6右位,壓桿緩慢退出箱蓋孔,向上運動到位置C;在觸點IO.6導通的情況下,線圈M1.2置位,驅動線圈QO.3獲電,換向閥3右位,主軸短時間內運動到位置O。第七,松開箱蓋運動控制。在觸點IO.3導通的情況下,線圈M1.3置位,促使線圈QO.4置位,換向閥8左位,機構松開,并且指示燈熄滅,系統延時0.5分鐘。第八,系統復位控制。延時完成,系統返至最初狀態M0.0。
3 設計討論
在本研究中,主要針對發動機齒輪組件壓裝專機電氣控制與氣動系統進行了設計。通過對可編程邏輯控制器(PLC)的設計,有效增強了系統的存儲功能,保存程序得到了優化,運算的效率提升、順序控制效果同樣得到了改善。通過對光電傳感器設計,有效提高了光信號轉變成電信號的效率,改善了系統的通信情況。通過對梯形圖(LAD)的設計,優化了編程語言,提升了系統的反應速度,改善了系統性能。通過對氣動系統以及電氣系統的設計,促使系統的功能得到了改善,為聯合控制的實現提供了保證。可見,本設計取得了良好的效果。
因此,提高城市移民的民生的立法層級,從憲法和法律層面一方面應當分步驟對遷徙者的權利進行保障,從憲法層面確定公民遷徙權利的地位,構建以遷徙者社會權利保障為側重的我國公民遷徙權利的憲法規范。在法律層面針對各地開始的戶籍改革行動,出臺統一的《中華人民共和國戶籍法》,對取得居住證的城市移民給予當地居民同等的公共福利待遇。特別是在積分落戶方面,創造條件和途徑,引導公民有序落戶,融入城市。
結論:上文設計的電控以及氣動系統,屬于一種聯合控制系統,在組件裝配中存在著一定的氣動傳動環節,其中包括定位以及保壓等,有效避免了箱蓋孔受到損傷,準確確保了軸向總間隙;借助順序功能圖,來設置狀態轉移圖,使程序變得清晰,確保了工藝要求;基于PLC的控制,對于壓床以及壓模,二者運行可靠、效率理想,通過安裝調試,系統徹底符合控制要求。
[1]朱巖,周柱昌.關于裝配發動機曲軸正時齒輪裝配組件的研究設計[J].裝備制造技術,2022,(02):27-29.
[2]周建華.某渦扇發動機齒輪箱組件精密裝調技術[J].導航與控制,2021,17(03):55-60+68.
[3]高立義,熊力維,徐芳.發動機齒輪組件壓裝專機電氣控制與氣動系統設計[J]. 機械設計與制造工程,2021,46(03):79-82.
[4]高立義.汽油機甩油齒輪組件壓裝模設計[J].制造技術與機床,2020,(05):79-81.
[5]楊榮,張東明,劉秀芝.某型發動機離心通風器齒輪軸組件焊接區域裂紋故障分析[J].航空發動機,2020,36(05):1-3+8.
[6]洪杰,王建軍,郭寶亭.某發動機中心螺旋圓錐齒輪組件故障研究[J].航空發動機,2019,(03):50-55.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
藝術啟蒙(2018年7期)2018-08-23 09:14:18
家庭影院技術(2017年9期)2017-09-26 03:41:45
海峽姐妹(2017年7期)2017-07-31 19:08:17