尺寸鏈原理在柴油機零部件加工中的應用
2022-09-27 12:03:46張志強
內燃機與配件 2022年15期
關鍵詞:工藝
隨著遠洋運輸業蓬勃發展,大型貨船需求急劇上升,而大型貨船的核心部件大功率柴油機成為各生產廠家爭相研發對象,近幾年都不斷推出自己的新產品,但大功率柴油機需求數量畢競沒有中小型柴油機那么多,這就決定了制造工藝與其有很大不同,一般采用按訂單、單件生產,而非流水線模式,因此,零部件的加工工藝過程設計要遵循小批量生產原則,一般采用多臺加工中心加工方式,但這種方式最大缺點是需要多次變換定位基準,導致定位基準和設計基準不重合,定位基準不統一,如果設計不當,會產生定位誤差,加工精度達不到圖紙要求
。解決這一問題的關鍵點是,在進行基準轉換時如何正確地設定計算工藝尺寸和公差,而工藝學中的尺寸鏈原理就是解決這一難題的武器,下面,就用新產品某大功率柴油機零部件中的缸蓋加工工藝設計闡述這一問題。
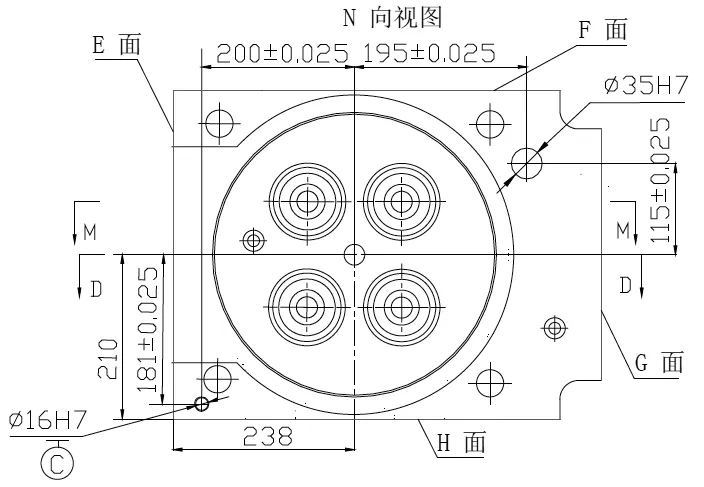
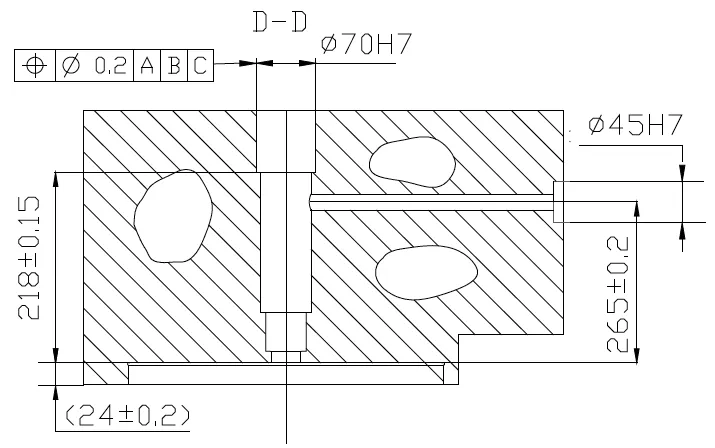
Q29缸蓋長、寬、高為530×319×420mm,見圖1,缸蓋整體設計基準有3個,分別為基準A—燃燒室面,基準B—φ368H8止口,基準C—φ16H7定位孔,見設計圖2、圖3、圖4,但在加工工藝設計時,很難用基準A和B定位,因為基準A很小,面上還有4個閥座孔,定位不穩定;用基準B定位時,由于孔太大,定位柱插入和拔出時比較困難,容易損傷孔表面,所以,不采用基準A和基準B作為定位基準,這就產生了定位基準和設計基準不重合
。加工工藝過程設計如下:
10.在龍門立式加工中心上,按劃線找正缸蓋X、Y、Z三方向位置,精銑下平面,加工φ16H7、φ35H7銷孔;
3.2.2水源水質和土壤要求場址的水源要充足、水質良好,不易受污染,取用方便。場址土壤以砂壤土類為宜。
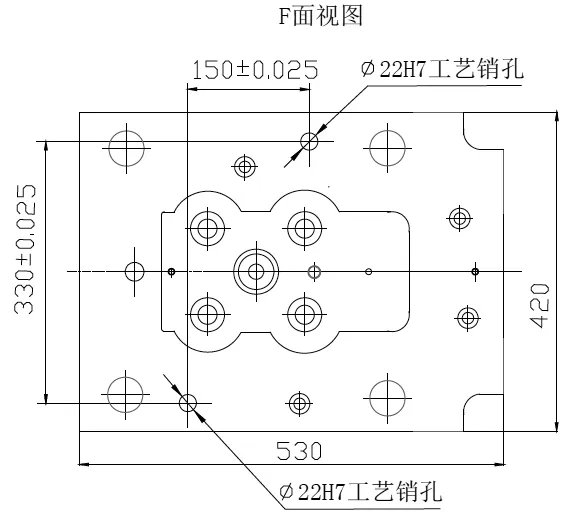
20.在龍門立式加工中心上,用下平面(3點)、φ16H7(限制2個自由度)、φ35H7(限制1個自由度)定位,精銑上平面,加工兩φ22H7工藝銷孔;
30.在數控立車上,以上平面和兩φ22H7銷孔定位,精車燃燒室面及止口φ368H8;
水牛乳在人類營養攝入中扮演著重要的角色,特別是發展中國家。相比荷斯坦牛乳,不論是鮮水牛乳還是水牛乳制品,其營養物質都更為豐富。此外,最近的一些研究顯示,一些對荷斯坦牛乳過敏的人群卻可以耐受水牛乳,這也增加了水牛乳的營養價值[2]。水牛乳的組成成分及理化特性已逐漸成為各國學者關注的熱點,相關文獻也已被大量報道。本文對國內外有關水牛奶成分、功能性成分及應用的研究現狀進行了整理和綜述,以期為有關學者和管理人員充分認識水牛奶的成分組成及其各種生物學特性,為有關水牛乳制品的生產及其質量檢測的提供參考。
40.在臥式加工中心上,以下平面(3點)、φ16H7(限制2個自由度)、φ35H7(限制1個自由度)定位,精銑四周E、F、G、H面,加工四周各孔;
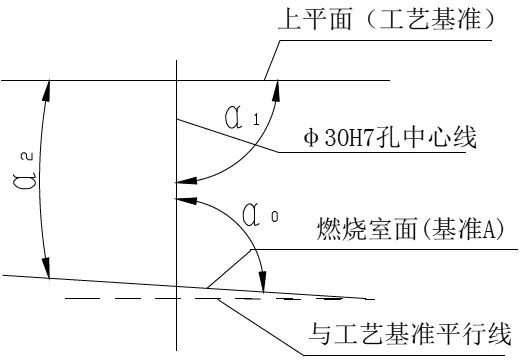
T
= T
+T
,T
=0.07/(184
×π)=0.14/(420×500)mm,即φ30H7導管孔對上平面垂直度為0.14mm。
60.在臥式加工中心上,以下平面(3點)、H面(2點)和E面(1點)定位,加工噴油器襯套孔及上平面各孔
。
馬克思主義認為,人是一切事物的根本。對于高校來說,思想政治工作說到底是育人工作,其出發點和落腳點都是為了育人,育人是其價值本位。毛澤東曾指出:“世間一切事物中,人是第一個可寶貴的。”[4]“課程思政”應始終圍繞立德樹人這一教育的根本任務,堅持大局意識,深挖各專業各學科的育人價值,形成課程整體育人的聯動效應,促進學生的全面成長成才;要聚焦育人價值的本源,明確價值指向,找準目標定位,弄清楚教育教學工作是為什么而做,可以做什么,最終是為了實現什么。
綜上所述,由于產生了“基準不統一”和“基準不重合”現象,我們就需要用尺寸鏈原理進行工藝尺寸的換算。
1 主要定位基面公差值的確定
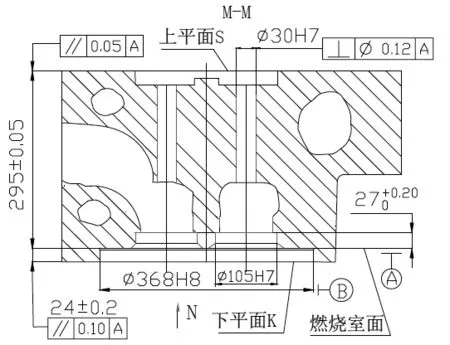
從工件加工工藝過程描述的定位方式可以看出,上平面和下平面作為主要定位基面,各用了三次,因此,尺寸24mm,295mm、319mm公差值大小非常關鍵,三尺寸組成了一個直線尺寸鏈,尺寸295±0.05mm公差已經確定、尺寸24±0.2mm公差偏大,需重新驗算,下面用尺寸鏈原理分別確定24mm、319mm尺寸的公差值。
由平行度、垂直度等位置精度所構成的角度尺寸鏈,當在某一平面內討論時,其計算方法等同直線尺寸鏈。依照這個原理,該尺寸鏈可以按直線尺寸鏈計算。已知:上平面面積(420×500)是基準A面積(184
×π)的2倍,T
=0.12/(184
×π)mm,T
=0.05/(184
×π)mm,則用公差計算方法b可得:
a.直線尺寸鏈極值算法的偏差計算方法:封閉環的上(下)偏差等于各增環的上(下)偏差之和減去各減環下(上)偏差之和。
b.直線尺寸鏈極值算法的公差計算方法:封閉環的公差等于各組成環公差之和
。
1.1 尺寸24mm公差確定
在工序60中,見圖4,φ70H7噴油器襯套孔深218mm(A
)、φ368H8止口深24mm(A
)和尺寸242mm(A
)組成了一個直線尺寸鏈,尺寸242mm是直接得到的,是組成環(增環),尺寸218mm是間接得到的,是封閉環,尺寸24mm是上工序30加工好的〈減環)。見圖5。已知:A
=218±0.15mm,若A
公差選取±0.05mm,即A
=242±0.05mm,則按偏差計算方法a可得:A
=24±0.1mm
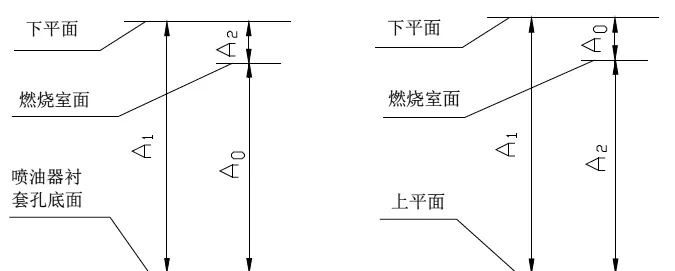
1.2 尺寸319mm公差確定
在工序30中,見圖3,上平面和下平面距離319mm(A
)、φ368H8止口深24mm(A
)和尺寸295mm(A
)組成了一個直線尺寸鏈,尺寸295mm是直接得到的,是組成環(減環),尺寸24mm是間接得到的,是封閉環,尺寸319mm是上工序20加工好的〈增環)。見圖6。已知:A
=24±0.1mm,A
=295±0.05mm,則用偏差計算方法a可得:A
=319±0.05mm,即工序20精銑上平面工藝尺寸確定。
通過上面的計算,我們確定了三個工藝尺寸公差值,尺寸24mm的公差±0.1mm比圖紙設計公差±0.2mm減小了一半,如果工藝公差按設計公差選取,經過計算顯然是不正確的。需要說明的是,對于±0.05mm公差值來說,無論臥式(立式)加工中心還是數控立車,加工精度都是能夠達到的。
收集語料的途徑和方法很多,但側重不同,效用不同。方法本身沒有優劣之分,但有各自的適用范圍,有是否合適、是否有效之別(Kasper,2000)。所謂“合適”、“有效”的方法,指的是能夠獲取目標語料的方法;所謂“目標語料”,指的是有助于解決研究問題、實現研究目的的語料。因此,一項研究具體應該采用哪種(哪些)方法,要視研究問題和研究目的而定。除此之外,還要考慮可行性,兼顧時間、物力、人力等現實因素。真實性(authenticy)并非衡量語料質量的唯一標準,我們不能簡單地在非真實(inauthentic)和無效(invalid)之間畫等號(Kasper,2000:318)。
2 重要工藝尺寸公差值的計算
2.1 閥座孔底面與上平面距離工藝尺寸計算

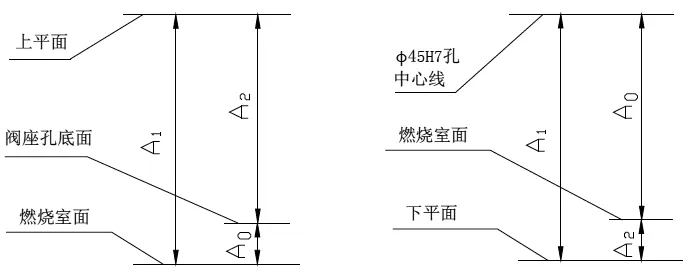
2.2 φ45H7孔與下平面距離工藝尺寸計算
在工序40中,見圖4,φ45H7孔中心與燃燒室面距離265mm(A
)、φ368H8止口深24mm(A
)和尺寸289mm(A
)組成了一個直線尺寸鏈,尺寸289mm是直接得到的,是組成環(增環),尺寸265mm是間接得到的,是封閉環,尺寸24mm是工序30加工好的〈減環),見圖8。已知:A
=265±0.20mm,A
=24±0.10mm,則用偏差計算方法a可得:A
=289±0.10mm,即A
就是φ45H7孔中心與下平面距離工藝尺寸。
從加工工藝過程看出,工序20、30、40采用了一面(上、下平面)、兩銷孔定位方式,而工序50、60采用了主要定位基面(上、下平面)、導向基面(H面)、止推基面(E面)定位方式,這樣產生了定位基準不統一。這是因為在臥式加工中心上加工50、60工序,如果采用一面兩孔定位方式,在缸蓋裝卸時,因缸蓋重心垂線與兩定位銷中心線成90度角,定位銷插入和拉出都很困難。所以,沒有采用一面(上、下平面)、兩銷孔定位方式
。
2.3 定位銷孔中心距工藝尺寸確定
在工序10中,如果按缸蓋設計圖紙計算φ16H7和φ35H7銷孔在水平、垂直方向中心距公差,可得395 ±0.05mm和296±0.05mm,但該銷孔作為工序定位使用,中心距公差明顯偏大,應該提高一級精度,取395 ±0.025mm和296±0.025mm作為工藝尺寸;
同理,在工序20中,我們取兩φ22H7工藝銷孔在水平、垂直方向中心距公差為150±0.025mm和330±0.025mm,與φ16H7銷孔(基準C)位置度為0.06mm;
3.3 在工序60中,在水平方向上,φ70H7噴油器襯套孔與E面位置度α
、與φ16H7銷孔位置度α
以及φ16H7銷孔與E面位置度α
組成了一個角度尺寸鏈,α
是間接得到的,是封閉環,α
是直接得到的,是組成環,α
是上工序40加工好的,也是組成環,見圖11。已知:T
=0.20mm,T
=0.06mm,則用公差計算方法b可得:
3 重要孔、面位置公差值計算
T
= T
+T
,T
=0.05mm,即工序20上平面對下平面平行度為0.05mm。
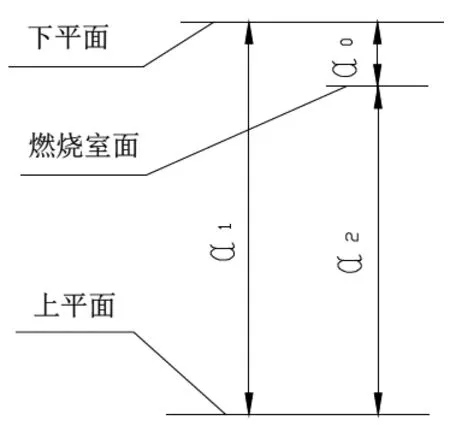
3.1 在工序30中,上平面對燃燒室面(基準A)平行度α
、下平面對基準A平行度α
和上、下平面平行度α
組成了一個角度尺寸鏈,α
是間接得到的,是封閉環,α
是直接得到的,是組成環,α
是上工序20加工好的,也是組成環,見圖9。已知:Tα0=0.1mm,T
=0.05mm,則用公差計算方法b可得:
3.2 在工序50中,上平面對燃燒室面平行度α
、φ30H7導管孔對燃燒室面垂直度α
和φ30H7導管孔對上平面垂直度α
組成了一個角度尺寸鏈,α
是間接得到的,是封閉環,α
是直接得到的,是組成環,α
是上工序30加工好的,也是組成環,見圖10。
尺寸鏈方程式為:α
=180
-α
+α
(三角形的外角等于與它不相鄰的兩內角和)
首先,介紹一下尺寸鏈計算方法。
50.在臥式加工中心上,以上平面(3點)、H面(2點)和E面(1點)定位,加工導管孔、閥座孔及下平面各孔;
2015年之后,雖然中央政府提出了降杠桿的要求,但是2016年的實體經濟杠桿率仍然保持增長,實體經濟杠桿率達到了239.8%,“去杠桿”并沒有達到理性的效果。2017年中央政府加大了監管力度,杠桿率上升速度明顯下降,“去杠桿”達到一定效果,但是實體經濟杠桿率依然上升了。
在工序40精銑H面(導向基面)、E面(止推基面)中,我們設定φ16H7銷孔和止口φ368H8分別對下平面K、H面、E面的位置度為0.06mm,也就是說,某孔、面對基準A、B、C的位置度可以轉換為對基準K、H、E位置度。
轉注,簡單來說就是互訓,兩個漢字用來互相解釋彼此的意義,例如,《說文解字》中,老,考也;考,老也。考和老互相解釋彼此的意義,但并沒有產生新的漢字。而假借,“假借者,本無其字,依聲托事,令長是也”,漢字中本來沒有這個字,但是取一個跟它有相同或相近的聲音的漢字來使用,例如,表示方向的“北”其本意是“背”,造字之初“北”是指兩人相背而立,表示背,表示北方的北沒有其字,所以借用了表示相背意義擁有相近聲音的北表示北方,后世為了區分兩字才產生了北和背,各自擁有各自的意義。
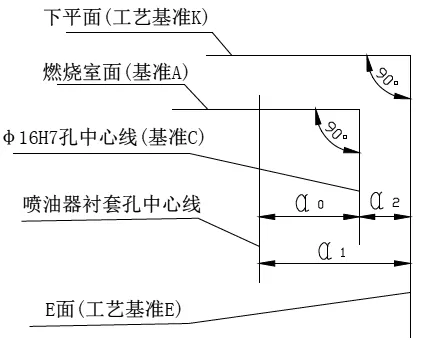
T
= T
+T
,T
=0.14mm,即在水平方向上,φ70H7噴油器襯套孔與E面位置度α
為0.14mm。
在各部總長任用部員的時候,由于并無規則可循,全憑總長意志,故而亂象叢生。之初,裁減人員風聲先起,各部當差人員皆有不同程度恐慌。交通部裁減了一批告假人員,教育部、內務部、外交部、理財部等亦有為節財而裁減員額之風聲,“其中恐慌尤以旗人及守舊派達最高之度,新人物尚能勉強自持,不呈露張皇之狀況”。前清部員中旗人、守舊派及新人物面對裁減時各具不同心態,此況既符合人事更迭之際的常理又非常耐人尋味。
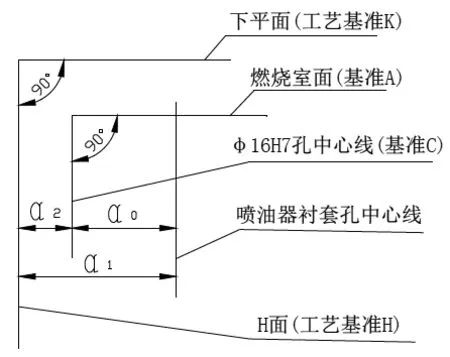
同理可計算,在垂直方向上,φ70H7噴油器襯套孔與H面位置度α
也為0.14mm,見圖12。
3)再熱蒸汽參數的選擇為過熱度不小于50 ℃,如高中壓為合缸布置,再熱蒸汽與主蒸汽溫度相差不大于30 ℃。
2.4.2清洗先將天麻的殘莖除去,刷去泥沙,摘去菌芽及各磷片,除去黑點,注意保留萌芽且不能損傷,洗凈后浸泡在清水中。
該尺寸鏈計算中,下平面與燃燒室面平行度誤差對此位置度影響較小,可忽略不計。
在缸蓋加工過程中,閥座孔、導管孔和噴油器孔的加工是最重要環節,面對基準不重合和基準不統一的難題,我們應用尺寸鏈原理,從這三孔系入手,計算出各工序正確的工藝尺寸和位置公差。這對于降低成本,提高產品加工質量具有重要意義。
4 結語
尺寸鏈原理是機械制造工藝學中重要的組成部分,它為工藝尺寸和位置公差的設計提供了可靠依據,但有些工程技術人員,沒有真正地運用好這個原理,尤其在新產品試制過程中,工藝尺寸和位置公差選取上不夠嚴謹,當出現加工尺寸超差現象時,首先檢查機床、夾具、刀具精度是否有問題,而不是審查工藝文件設計是否正確,工藝尺寸選取是合理。在實際工作中,要熟練地運用好尺寸鏈原理,不僅僅要掌握如何建立工序尺寸鏈、如何設計尺寸鏈圖、如何確定封閉環等,還需要具備良好的空間立體想象力和豐富的實踐經驗,這是我們工藝人員必須努力做到的。
[1]賓鴻贊 曾慶福,機械制造工藝學,北京:機械工業出版社,1990.
[2]孟少農,機械加工工藝手冊,北京:機械工業出版社,1987.
[3]袁哲俊,金屬切削刀具,上海:上海科學技術出版社,1984.
[4]陸劍中 孫家寧,金屬切削原理與刀具,北京:機械工業出版社,1990.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52