連退機組爐區張力控制的研究與應用
2022-09-27 06:13:56常生財呂慶秋趙志堅
設備管理與維修 2022年17期
常生財,呂慶秋,趙志堅
(首鋼京唐鋼鐵聯合有限責任公司冷軋部,河北唐山 063200)
0 引言
連退爐區張力控制的穩定性對機組的運行和產品質量至關重要[1],近年來,由于張力控制異常導致的帶鋼跑偏和瓢曲、爐輥速差劃傷、爐區堆鋼斷帶問題屢見不鮮,因此對連退爐區的張力控制模型進行研究,通過系統優化解決當前爐區的張力控制問題,具有十分重要的意義[2]。對首鋼京唐1700 mm 連退機組爐區張力控制系統進行研究,并針對爐區張力的調節速度、爐溫變化導致的張力控制問題,對爐區張力控制進行優化和調整,有效提高爐區張力的穩定性,取得好的效果。
1 爐區張力控制原理
京唐冷軋1700 mm 連退機組爐區共有10 個張力分區,分別為:3 號張力輥、預熱段、加熱段、均熱段、緩冷段、快冷段、過時效1、過時效2、終冷段、水淬段。爐區整體采用基于速度的張力控制,其中3 號張力輥位于爐區入口,主要用于建立爐區入口張力,其余各段爐區張力均由爐輥建立。4 號張力輥位于爐區出口,是爐區主速度輥,其運行速度始終跟隨爐區線速度,不參與建張。爐區張力通過張力控制器產生的附加速度建立,爐區張力分區如圖1 所示,連退爐區的張力控制分區見表1。

圖1 爐區張力分區
爐區10 個張力分區的張力設定值由二級系統下發或者操作人員通過HMI 界面進行設定,設定張力的單位為N,為避免設定張力出現階躍性的跳變,系統中設置RFG 設定值斜坡功能,RFG 的上升斜坡與下降斜坡可以單獨進行設置,調整單位為N/s。同時系統中還設置張力設定限幅功能,保證張力設定在可控范圍內。
爐區張力實際值可通過張力計測量反饋,也可通過電機轉矩計算得出[3]。如表1 所示,連退爐區共設計10 個張力計,張力計均位于控制區域的出口。張力計TM3—TM11 分別對應10 個張

表1 1700 連退爐區張力控制分區
式中,TQact為爐區電機的轉矩,單位為N·m;TQloss為爐區運行中的轉矩損失,單位為N·m;i 為爐輥電機的加速比,D 為爐輥的直徑,單位為m。
通過以上兩種方法得到的張力實際值經過濾波后直接供張力PI 調節器使用[5],調節器的輸出即為控制區域的張力附加速度VTECH1。
2 爐區張力控制系統優化
自投產以來,京唐冷軋1700 mm 連退機組因張力問題導致的停機次數為7 次,每次停機后均需要經過長時間的降溫過程,嚴重影響產線的連續生產[6]。同時因張力波動導致的劃傷問題增加廢品量,降低產品的收益[7]。針對上述情況,對連退爐區張力調節速度進行優化,提高控制精度[8]。
2.1 張力級聯優化
針對爐區張力調節速度較慢問題,由于連退爐區通過附加速度控制張力,且基準線速度位于爐區出口的4 號張力輥。除力分區的測量值。通過張力計測量帶鋼實際張力的計算方法為:

式(1)中,TOS和TDS分別為操作側和驅動側張力計壓頭檢測到的壓力值,單位為N;θ 為張力計輥與帶鋼之間的包角。從張力計讀出的實際張力通過式(1)計算即可得到帶鋼的實際張力。
此外,還可通過區域內的電機轉矩計算實際張力[4],該方法可替代張力計進行實際張力的反饋,具體方法如下:

式(2)中,TNearby為相鄰區域的張力設定值,單位為N;∑Tact_strip為計算區域內參與張力控制的爐輥電機產生的張力之和。∑Tact_strip可通過以下方法得到:

爐區入口段外,當其余張力區段調節設定時,張力調節區域的張力附加速度發生變化會導致入口側相鄰區域的實際張力發生改變,從而間接的造成相鄰區域的張力調節,因此一次張力調整會造成所有入口側的張力區域依次被動做出調節,直到爐區入口。由于連退爐區較長,張力調節造成的張力波動問題將持續一段時間。
針對該問題,在爐區張力控制系統中引入一個新的級聯附加速度VTECH2,級聯附加速度由控制區域后所有張力控制器的輸出決定,計算方法如下:

式(4)中,VTECH1為控制區域后張力控制器的附加速度,單位為m/s;a、b、c 為調整系數,數值采用0.000 1 做計算。
添加張力級聯功能后,爐區張力控制附加速度由張力控制器附加速度VTECH1和級聯附加速度V級聯構成,當張力區域X+1 至區域10 任意一個張力區域變更張力時,通過級聯功能使區域X 同步調節張力,提高爐區的張力調節速度。張力級聯控制如圖2 所示。

圖2 張力級聯功能圖
2.2 爐輥速度糾正
由于爐區在生產不同規格的帶鋼時爐溫會發生變化[9],爐輥直徑也會隨著爐溫的變化而熱脹冷縮。實際輥徑的變化必然會導致爐輥線速度發生改變。在基于速度的張力控制模式下,運行線速度變化會導致區域的實際張力發生改變。此時張力控制器會產生一個恒定的積分量補償輥徑導致的速度變化,從而穩定區域張力。在正常情況下,由于實際張力跟隨設定值上下波動,張力控制器的積分輸出也在0 附近波動,而當爐輥輥徑變化時,張力控制器的積分值將變為一個正值或者負值,從而降低了張力控制器的輸出調節范圍。
為了消除爐區溫度變化對張力控制的影響,需要對爐輥的運行速度進行糾正[10],降低張力控制器的累計輸出。因此在現有的控制方案上引入爐輥的自動速度糾正功能,具體方法是采用對張力控制器的積分值再次進行積分累加,將積分累加的結果作為爐輥的速度補償。當正常張力控制器的積分值在0 附近波動時,積分值的積分累加也趨近于0,即爐輥速度補償趨近于0。當由于爐溫變化導致張力控制器產生累計積分值時,積分值的積分累加將為一個正負的累加量,將該累加量作為爐輥的附加速度可替代張力控制對爐溫導致的張力變化進行補償,從而使張力控制器的輸出重新回到0 附近,增大張力控制器的調節范圍,消除爐溫波動對張力控制的影響。爐輥速度糾正的計算方法如下:

式(5)中,Vcorrect為爐輥的速度糾正補償值,單位為m/s;YiTCON2為張力控制器的積分值。
爐輥速度糾正的補償示意圖如圖3 所示。
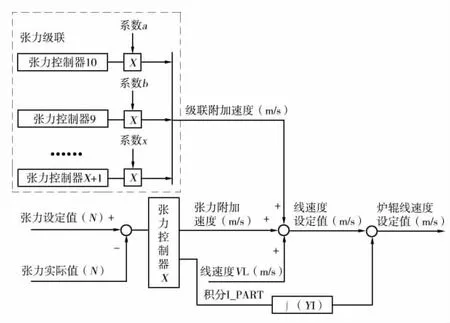
圖3 速度糾正功能
3 應用效果
爐區張力級聯與爐輥速度糾正功能于2016 年12 月投入使用,為了進一步說明張力級聯于自動速度糾正產生的實際效果,對功能投用后的張力調節曲線進行了說明。連退爐區張力控制調節曲線如圖4 所示,爐輥附加速度曲線如圖5 所示。
圖4 中的①時刻,均熱段張力由9403 N 增大到112 52 N,緩冷段張力由10 260 N 增大到11 500 N,其他爐區各段張力均未發生變化。通過圖5 可以看出,隨著均熱段和緩冷段調張,張力級聯功能使爐區入口、預熱段、加熱段爐輥附加速度均同步增大,配合均熱段和緩冷段調整張力,使調張過程中的張力波動減小,調張速度加快。爐輥速度糾正曲線如圖6 所示。

圖4 連退爐區張力控制調節曲線
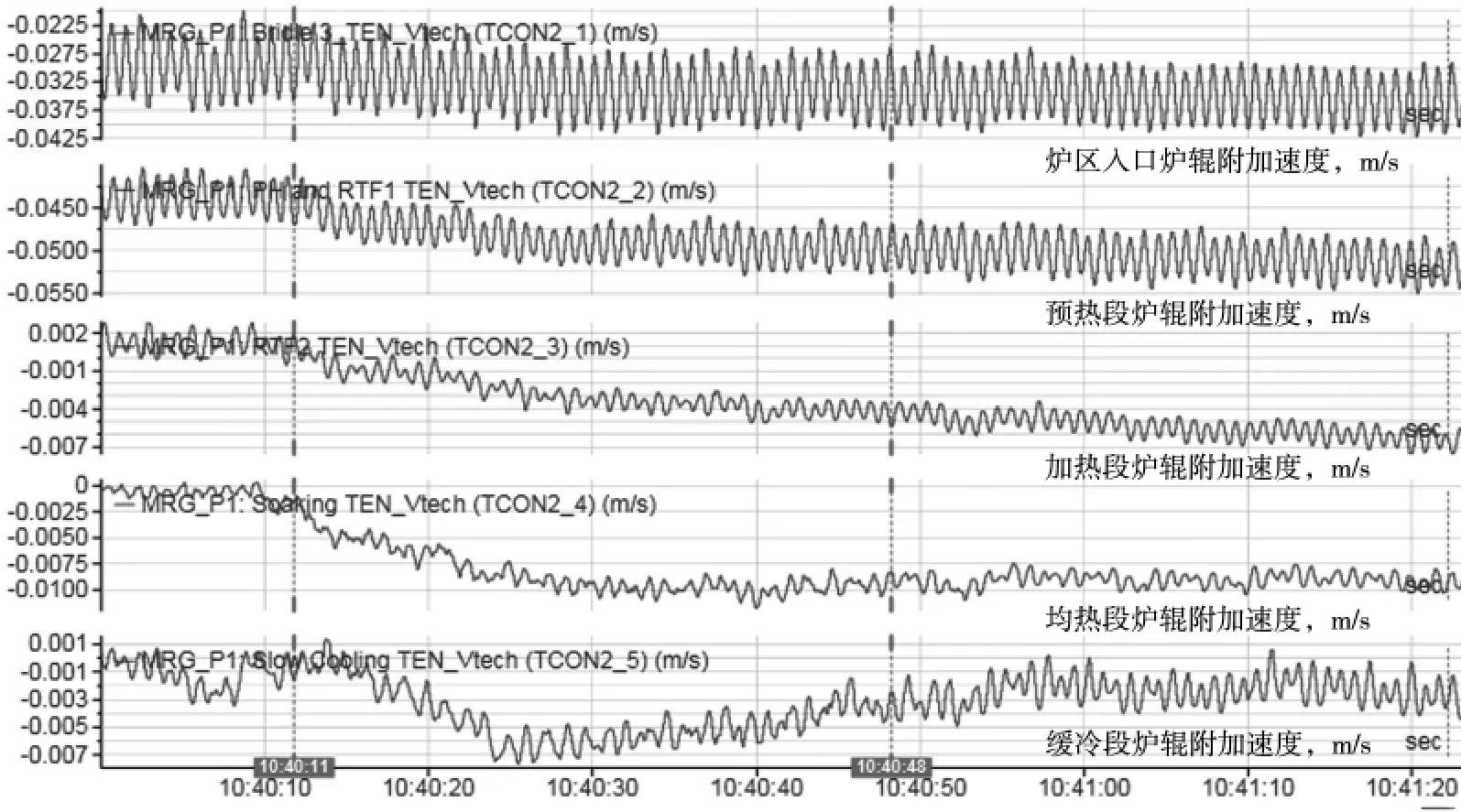
圖5 爐輥附加速度曲線
取圖6 緩冷段爐輥附加速度舉例說明爐輥速度糾正功能的應用效果,當緩冷段張力設定保持恒定時,張力附加速度在自動速度糾正功能的影響下始終在0 附近上下波動,自動速度糾正功能提供的附加速度取代了張力控制器單方向的恒定輸出,使張力控制器的調節作用加快,調節范圍增大。

圖6 爐輥速度糾正曲線
經過現場的實際效果驗證,爐區張力級聯和自動速度糾正功能有效的提高了爐區張力的調節速度,擴寬了張力控制器的調節區間,優化取得了好的效果。
4 結束語
連退爐區張力控制對機組的運行和產品質量至關重要,對爐區張力控制進行研究,通過增加級聯和爐溫速度補償功能,可有效的提高爐區的張力調節速度,消除爐區溫度對張力控制的影響,對提高爐區張力控制的穩定性具有十分重要的意義。
猜你喜歡
中華詩詞(2022年6期)2022-12-31 06:41:24
今日農業(2021年9期)2021-11-26 07:41:24
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
中國科技論壇(2017年7期)2017-07-25 08:49:53
媽媽寶寶(2017年2期)2017-02-21 01:21:24
國際漢語學報(2016年1期)2017-01-20 08:21:20
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52
中國中醫藥現代遠程教育(2014年22期)2014-03-01 04:32:55
