焊接機器人TCP全自動標定方法研究
2022-09-30 05:29:36陳鋒
長春師范大學學報 2022年8期
陳 鋒
(安徽職業技術學院信息工程學院,安徽 合肥 230000)
0 引言
隨著我國工業自動化水平的快速發展,人工成本不斷提升,機器人在制造業各領域快速普及和發展。通過在機器人末端安裝各種不同工具,如噴槍、抓手等,完成各種作業任務。焊槍機器人就是通過在機器人末端法蘭安裝焊槍完成機械的焊接作業,但是工具中心點(TCP)相對末端位置的偏移量大多是未知的,即使在使用前對焊槍工具中心點進行準確標定,其準確度也會隨著焊槍的長時間使用或者工具的調整而變得不準確。未經過標定或者不準確的標定都會直接影響機器人焊接的軌跡精度,因此,如何快速準確地對工具中心點進行標定,已經成為焊接機器人領域的一個重要問題。本文將針對工具坐標原點的TCP自動化標定展開討論。目前,工具中心點(TCP)標定方法有兩大類:一種是外部基準法,其需要在機器人上安裝精確測量裝置,例如球桿儀、坐標測量機、激光跟蹤儀、DYNACAL機器人標定儀器等設備;另一種是多點標定法,通過控制機器人以不同的姿態無限逼近固定參考點,并記錄機器人位置和姿態,由機器人系統根據內部算法計算出工具坐標系的TCP值,其中以四點法和六點法居多。熊爍等[1]研究了機器人工具坐標系的接觸式標定的算法,采用最小二乘法進行擬合,并且在工業機器人上進行了相關實驗。周星等[2]研究了六關節工業機器人TCP 標定模型的算法優化。
利用外部基準法進行標定,標定精度高,但現場施工難度較大,在工業現場使用不便。儀器造價昂貴,標定成本較高。但在實際操作過程中,多點標定方法需要人工用肉眼實現點-點的精確重合操作,如對準不準確,容易造成較大誤差,尤其是當四點都分布在參考點一側時,因分布位置的集中限制了機器人能做姿態的幅度,導致誤差增大和標定失敗,因此,多點標定方法效率較低,無法實現自動標定。
本文結合TCP標定兩類方法的優缺點,提出了一種以四點法為基礎、基于機器視覺的全自動標定方法,該方法需要以兩臺相機作為輔助工具。利用圖像處理,得到圖像像素和空間距離的比例關系,計算出焊槍到標定點位的位移數據,進而實現對焊槍運動軌跡的控制,根據得到的點位信息,應用最小二乘法計算出TCP的標定坐標值。
1 標定過程及原理
1.1 視覺測量原理及誤差分析
本文中視覺測量過程如圖1所示。
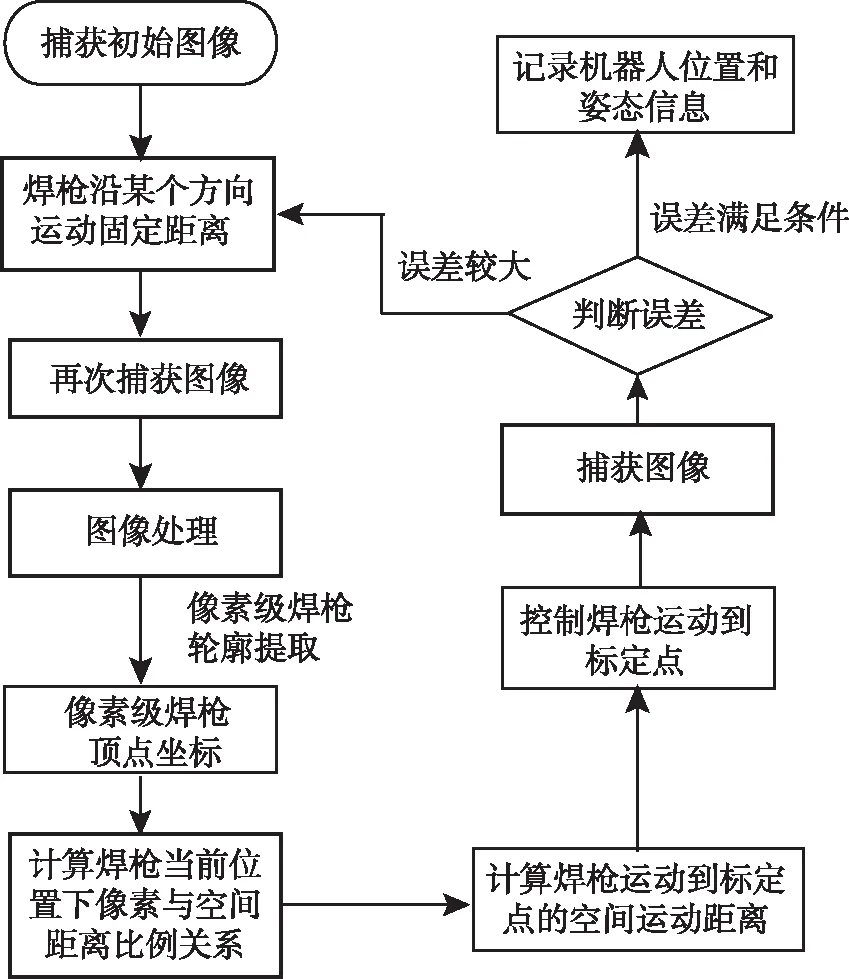
圖1 視覺測量流程圖
通過兩臺高精度相機對焊槍進行圖像捕獲,得到機器人焊槍運動固定距離前后的對比圖像。通過圖像分析預處理,主要包括圖像灰度和二值化以及濾波等,得到機器人焊槍的輪廓圖形[3]。經過相機捕獲的圖像一般為RGB三通道圖像,為方便后期處理,需要對圖像進行灰度化處理,這里采用加權平均法,灰度化計算公式為
H(i,j)=0.299×R(i,j)+0.578×G(i,j)+0.114×B(i,j),
(1)
其中,H(i,j)為坐標(i,j)下的灰度像素值;R(i,j),G(i,j),B(i,j)分別為三個通道的像素值。
圖像的二值化處理是將經過灰度處理后的像素根據閾值設置為0或者255。
(2)
其中,G為圖像單個像素點的灰度像素值,t為設置的閾值。
為了去除因灰塵顆粒等引起的圖像干擾,提高焊槍的輪廓識別,降低提取偏差,需要對圖像進行濾波處理。本文使用中值濾波算法對捕獲的圖像進行處理,其主要原理是統計周圍像素值,取中值代替當前像素值。將處理后的圖像焊絲部分輪廓點進行線性擬合,進一步獲取焊槍底部像素坐標。通過焊槍運動前后兩次焊絲位置的像素差,可以得到焊槍當前位置像素與空間位置的比例關系,進而計算出焊槍到達標定點像素坐標的像素距離以及空間距離,從而控制機器人運動到標定點位置。焊槍在標定點位停止后,再次采集圖像,計算焊槍底部像素點距離標定點的距離,得到運動誤差Δd。
(3)
其中,xi,yi,zi為焊槍底部當前像素點坐標;x0,y0,z0為標定點像素坐標;ki為當前點位像素與空間距離比例關系。
由式(3)得到通過視覺計算控制焊槍運動后的空間位置與實際標定點的誤差,當誤差較大時,再次運行上述操作,可以將距離誤差降低。此時,記錄該點位下機器人的姿態信息和位置信息。
通識教育注重培養學生的優良品質和終身學習能力,注重培養學生完整的知識、人格及遠見卓識,在教育中備受關注。
1.2 四點法標定原理

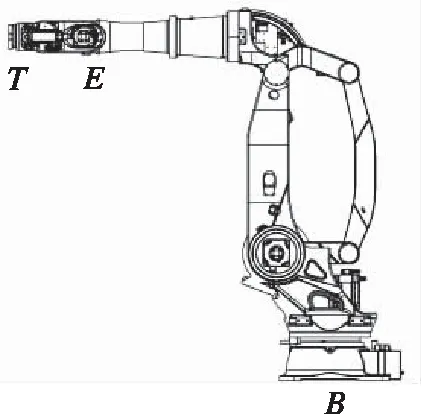
圖2 六軸機器人結構圖
(4)
按照四點法要求[4],如圖3所示,機器人焊槍從四個任意不同的方向靠近同一個標定點,記錄四個位置到達標定點后的點位矩陣Ni。
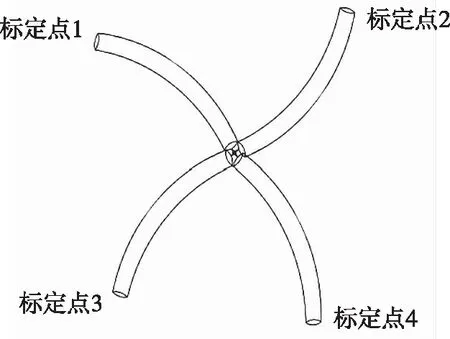
圖3 四點法標定示意圖
(5)

對于得到的四個點位,有
(6)
(7)
(8)
將式(6)(7)(8)帶入式(4),可得到
(9)
由式(9)可以得到
(10)
(11)
根據歐拉角和姿態矩陣之間的變換關系[5],可以得到四個點位對應的姿態矩陣:
(12)
(13)
1.3 TCP坐標求解方法
Rx=P,
(14)
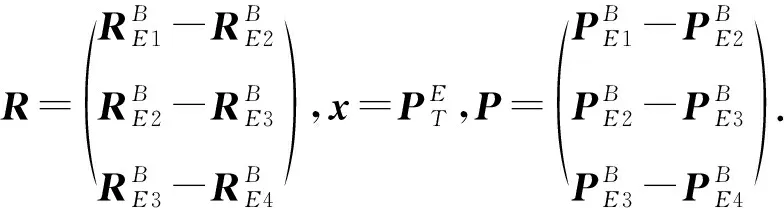
式(14)中,方程沒有精確解,將求方程的精確解轉換為求方程的最小值,即實測值與計算值之間誤差最小問題。我們知道,應用最小二乘法通過最小化誤差的平方獲取匹配方程的最優解,利用最小二乘法可以快速求解方程,使求得的數據與實際數據之間誤差的平方和最小。
S(x)=‖Rx-P‖2.
2 實驗及結果分析
以埃夫特公司的六軸工業機器人為運動主體,進行TCP 標定,如圖4所示。為了驗證視覺測量以及標定算法的正確性。機器視覺控制機器人焊槍運動到標定點,獲取四個不同姿態下的機器人坐標,使用標定算法進行計算,將結果與機器人示教器中計算的TCP結果進行對比分析。

圖4 六軸工業焊接機器人
2.1 視覺測量實驗
搭建焊接機器人TCP標定平臺如圖5所示。使用兩臺相機從不同維度進行圖像采集,其中,右相機采集機器人x和z平面像素坐標,左相機采集y平面像素坐標。為了提高圖像像素處理精度,在相機背面增加了背板光源。相機采集的原始圖片和經過圖像處理后的圖片對比如圖6所示,經過灰度、二值化和濾波處理圖像,可以得到焊槍及焊絲的邊緣輪廓,通過對焊絲部分輪廓的線性擬合,可以得到焊槍底部的像素坐標。

圖5 相機進行圖像采集裝置

(a)相機原始圖 (b)提取焊槍輪廓圖6 相機原始圖和處理后的圖
讓焊槍沿垂直方向平移固定距離S,本實驗取5 mm,對比平移前后像素點之差,可以得到該位置下像素與空間距離的比例關系,進而得到距離標定點的空間距離。
兩臺相機與機器人坐標的映射關系:右相機水平方向對應機器人X軸運動,右相機垂直方向對應機器人Z軸運動,左相機水平方向對應機器人Y軸運動。
從表1可以看出,利用視覺測量對機器人焊槍點坐標提取和位置距離計算,能夠有效控制焊槍到達標定點位,且誤差較小,滿足工業精度要求。特別地,當焊槍初始距離標定點位較遠時,因距離較大,像素點誤差可能較大,此時進行兩次操作,即可將誤差控制在3個像素約0.3 mm以內。

表1 視覺測量像素坐標、距離及運動關系測算
2.2 TCP標定計算
通過視覺測量控制機器人焊槍到達標定點位,記錄此時工具坐標系末端點(TCP點)相對于法蘭中心的位置偏移量。變換機器人姿態,依次得到四個點位信息,如表2所示。
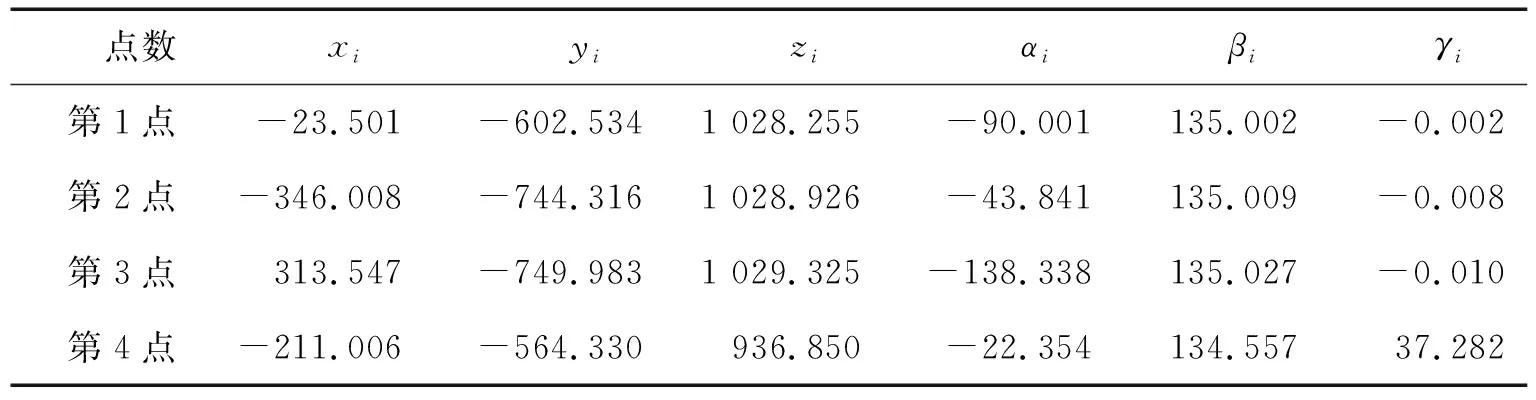
表2 不同姿態下工具坐標系末端點(TCP點)相對于法蘭中心的位置偏移量
使用標定算法,對表2記錄的點位信息與機器人示教器計算結果進行對比,如表3所示。
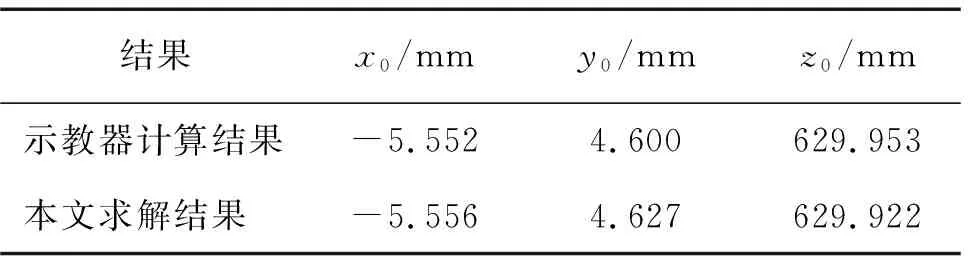
表3 本文TCP計算結果與示教器結果的對比
3 結語
綜上所述,本文提出了一種基于視覺測量和四點法的TCP自動標定方法,通過獲取測量點位信息,經計算得到TCP點位,將本文求解結果與商用機器人示教法計算結果進行對比,結果基本一致。實驗表明,使用四點法標定,焊接機器人逼近標定點的過程,利用視覺測量進行坐標和位移計算,精度較高。對標記的點位應用最小二乘法,計算得到的TCP結果與商用機器人計算結果吻合。可見,本文方法操作簡單,通用性強,計算快速準確,實現了焊接機器人的自動化標定。
