螺栓裝配扭矩-轉(zhuǎn)角法工藝開發(fā)
2022-10-02 05:11:16許錦泉覃建昌
裝備制造技術(shù) 2022年6期
關(guān)鍵詞:工藝
許錦泉,覃建昌
(廣西柳工機械股份有限公司,廣西 柳州 545007)
0 引言
螺栓連接是裝載機最常見的緊固方式,而產(chǎn)品關(guān)鍵、重要部位的螺栓連接主要還是采用扭矩法擰緊,如驅(qū)動橋和車架體的螺栓連接,不僅要滿足機身的支撐,還要確保連接面具有足夠的摩擦力,以便在反復(fù)沖擊下不發(fā)生移動,但該工藝下螺栓利用率不高、軸向預(yù)緊力散差大,導(dǎo)致螺栓連接松脫、斷裂類外反饋頻繁發(fā)生,并且對于螺栓裝配過緊或松動未能采取改進措施,螺栓緊固效果未得到改善。
扭矩-轉(zhuǎn)角法是在轉(zhuǎn)角法的基礎(chǔ)上發(fā)展起來的一種高精度的螺栓擰緊方法,即以一個確定的扭矩值作為起點,將螺母(螺栓)轉(zhuǎn)過一定的角度,使螺栓預(yù)緊力控制在屈服點附近。大量試驗和多年的實踐表明,適當(dāng)超過屈服點不會引起螺栓的延遲斷裂,可以最大限度地發(fā)揮螺栓的潛力,是目前應(yīng)用越來越廣的一種強力螺栓擰緊工藝[1]。
通過測試研究確定了合理的扭矩-轉(zhuǎn)角法裝配工藝,形成扭矩-轉(zhuǎn)角法制定標(biāo)準(zhǔn),以便指導(dǎo)其他螺栓裝配工藝的轉(zhuǎn)換與緊固能力的提升。
1 擰緊時扭矩與夾緊力的關(guān)系
夾緊力是螺紋連接產(chǎn)生效果的一個重要參數(shù),在螺紋連接結(jié)構(gòu)設(shè)計時需要通過分析受力情況來設(shè)計夾緊力的大小[2]。通過設(shè)備將螺栓擰至屈服,伴隨著角度的變化將產(chǎn)生擰緊扭矩和軸力,通過數(shù)據(jù)理論可得出軸力-角度、扭矩-角度均兩條曲線,如圖1所示。

圖1 扭矩、軸力、角度曲線
2 扭矩-轉(zhuǎn)角法的開發(fā)原理
在彈性變形范圍內(nèi),緊固扭矩、緊固轉(zhuǎn)角、伸長量及緊固軸力理論上呈線性關(guān)系,本次開發(fā)規(guī)定了緊固軸力的獲得方法為超聲波測量法,利用超聲波測量軸力前需要對螺栓進行標(biāo)定,即建立聲時差和軸力之間的關(guān)系。
標(biāo)定方式有扭矩標(biāo)定和拉伸標(biāo)定,扭矩標(biāo)定通常在摩擦系數(shù)測試儀或扭矩系數(shù)測試儀上進行,拉伸標(biāo)定通常在萬能拉伸試驗機上進行,標(biāo)定過程必須保證螺栓擰緊至屈服,標(biāo)定后對所有標(biāo)定文件進行擬合,得出擬合曲線,如圖2所示。
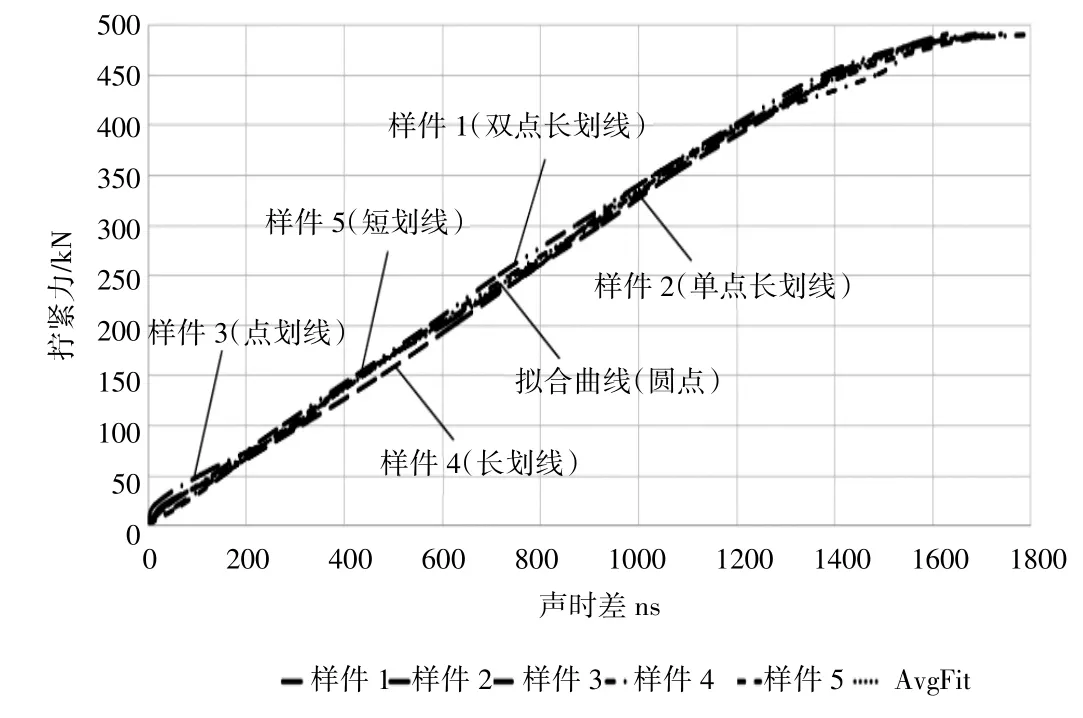
圖2 擬合標(biāo)定文件
3 扭矩-轉(zhuǎn)角法的開發(fā)流程
3.1 確定目標(biāo)軸力
3.1.1 計算確定目標(biāo)軸力
螺栓裝配中,在擰緊扭矩T及摩擦的作用下將產(chǎn)生螺栓軸力和裝配夾緊力,以及可能受到的橫向力,如圖3所示。
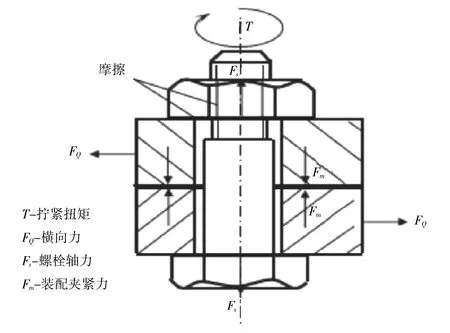
圖3 螺紋連接受力示意圖
連接結(jié)構(gòu)所需最小軸力主要依托VDI2230高強度螺栓連接系統(tǒng),并根據(jù)螺栓連接所受到的外載荷來計算的,主要包括以下幾種狀態(tài):

(1)傳遞橫向載荷FQ和繞螺栓軸線扭矩MY的摩擦所需要的軸力FKQ,計算公式如下,式中:qF為涉及螺栓可能滑動/剪切的內(nèi)部分界面?zhèn)鬟f力(FQ)的數(shù)量,μT為分界面摩擦系數(shù),qM為涉及可能滑動/剪切的內(nèi)部分界面?zhèn)鬟f扭矩(MY)的數(shù)量,ra為MY作用時,夾緊部件的摩擦半徑,F(xiàn)y為屈服軸力。
(2)對于介質(zhì)密封時,所需的軸力FKP,計算公式如下,

式中:AD為密封面積,Pi為密封的內(nèi)部壓力。
(3)防止螺栓松脫所需的軸力FKA,計算公式如下,
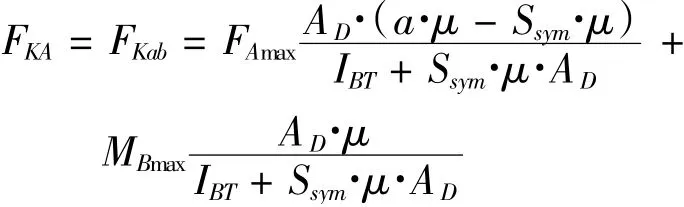
式中:FKab為松開極限時夾緊載荷,F(xiàn)A為軸線載荷,AD為密封面積,a為軸向載荷FA的替代作用線與橫向虛擬對稱變形體軸線的距離,μ為摩擦系數(shù),Ssym為螺栓軸線與橫向?qū)ΨQ變形體軸線的距離,MB為作用于螺栓連接點的工作力矩,IBT為分界面區(qū)域轉(zhuǎn)矩。
而工藝開發(fā)所需的最小軸力FKerf必須滿足以下關(guān)系,

連接結(jié)構(gòu)螺栓許用最大裝配軸力FMzul計算公式如下,

式中:A0為螺栓適當(dāng)最小橫截面積,為擰緊螺栓時的轉(zhuǎn)動角度,Rp0.2m為按照898-1的螺栓0.2%規(guī)定應(yīng)力,d2為螺紋中徑,d0為螺栓最小橫截面直徑,P為螺距,μG為螺紋摩擦系數(shù)。
其中螺紋處摩擦系數(shù)可根據(jù)經(jīng)驗確定,普通螺紋連接通常按(0.12~0.14)來計算。螺紋處摩擦系數(shù)根據(jù)扭矩系數(shù)測試結(jié)果需要進行二次修訂,總的來說目標(biāo)軸力FG必須滿足以下條件,

3.1.2 測試確定目標(biāo)軸力
若扭矩-轉(zhuǎn)角法開發(fā)以原扭矩為依據(jù),則目標(biāo)軸力為原扭矩法裝配軸力,需要完全按照原扭矩法工藝實施裝配且實施多樣本測試,測試完成后對軸力實施統(tǒng)計分析,以此得出目標(biāo)軸力。
3.2 確定邊界
為了確定螺栓組件的邊界參數(shù),需要進行極限扭轉(zhuǎn)試驗,極限扭轉(zhuǎn)試驗通常在摩擦系數(shù)測試儀或者扭矩系數(shù)測試儀進行;測試從螺栓貼合擰緊至螺栓扭矩下降20%~50%結(jié)束,記錄整個過程的擰緊曲線,根據(jù)曲線確定緊固特性參數(shù)。重點分析屈服緊固扭矩、極限緊固扭矩、屈服緊固轉(zhuǎn)角、極限緊固轉(zhuǎn)角等邊界參數(shù),同時對以上參數(shù)實施統(tǒng)計分析。
3.3 扭矩-轉(zhuǎn)角法工藝摸索
(1)確定初始扭矩,初始扭矩通常根據(jù)計算數(shù)值按10的倍數(shù)取整。
(2)確定轉(zhuǎn)角,測量螺栓的緊固扭矩、緊固軸力、緊固轉(zhuǎn)角等參數(shù);完成后對測量的數(shù)據(jù)進行分析,作出緊固軸力與緊固轉(zhuǎn)角的線性關(guān)系圖,并通過線性相關(guān)公式計算出在目標(biāo)預(yù)緊力下的緊固轉(zhuǎn)角。
(3)確定初步工藝,經(jīng)過試驗并對試驗數(shù)據(jù)進行統(tǒng)計分析,確定扭矩-轉(zhuǎn)角法初步工藝。
3.4 扭矩-轉(zhuǎn)角法工藝驗證
本工藝驗證針對緊固工藝環(huán)節(jié),驗證的對象為裝載機驅(qū)動橋與車架體連接的M27螺栓。
(1)初步驗證,按照3.3中確定的初步工藝實施,F(xiàn)C統(tǒng)計分析,判斷1.2FG≥Ave.FC≥FG,且min.FC≥FG,若滿足要求則可判定初步工藝合理;若不滿足要求則需要適當(dāng)調(diào)整貼合扭矩或緊固轉(zhuǎn)角,反復(fù)進行以上的初步驗證,直至滿足要求。初步摸索工藝見表1。
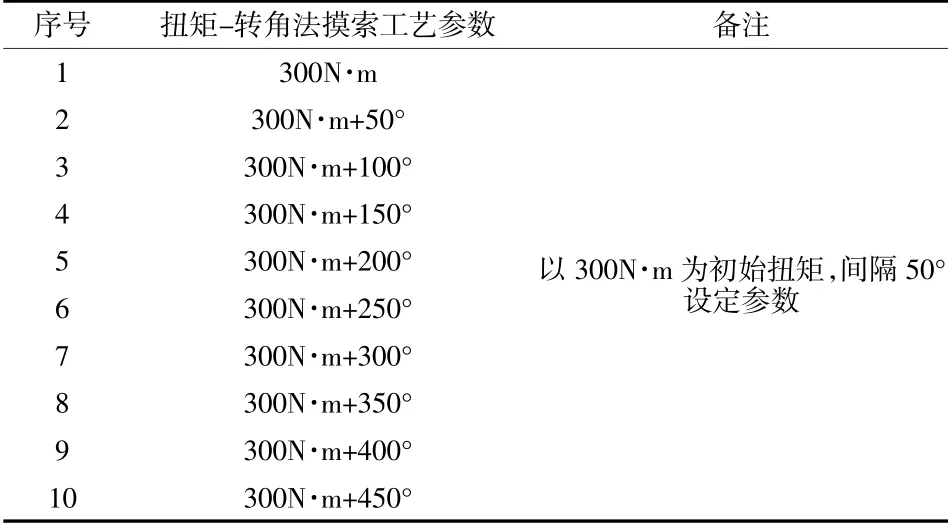
表1 扭矩-轉(zhuǎn)角法摸索工藝
通過超聲波測量得到初步驗證的預(yù)緊力,數(shù)據(jù)見表2。

表2 試驗預(yù)緊力
取表2中8顆螺栓預(yù)緊力的均值在預(yù)緊力趨勢曲線(y=0.5704x+24.042,y為預(yù)緊力,x為轉(zhuǎn)角)作散點圖如圖4,可知R2=0.9907,因此可以繼續(xù)按照此曲線進行扭矩-轉(zhuǎn)角法開發(fā)。
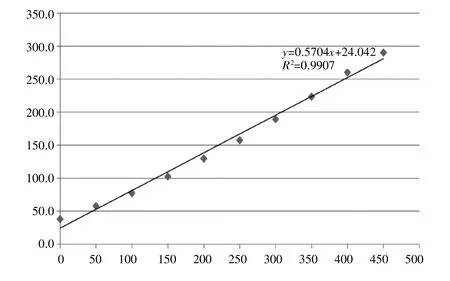
圖4 預(yù)緊力趨勢曲線
(2)最終驗證,按照3.4中的合理工藝?yán)^續(xù)實施更大樣本量的驗證,總驗證樣本量必須≥16,即按照初步驗證或調(diào)整工藝對螺栓進行裝配,測量最終軸力FC,并且對軸力FC進行統(tǒng)計分析見前表1。保證擰緊系數(shù)(離散度)≤1.4,即確定最終驗證的工藝合理;按照轉(zhuǎn)角法工藝開發(fā)原則,結(jié)合預(yù)緊力趨勢曲線確定驗證工藝,通過超聲波測量得到最終驗證的預(yù)緊力數(shù)據(jù)見表3,可知離散度=1.37≤1.41,說明工藝合理。
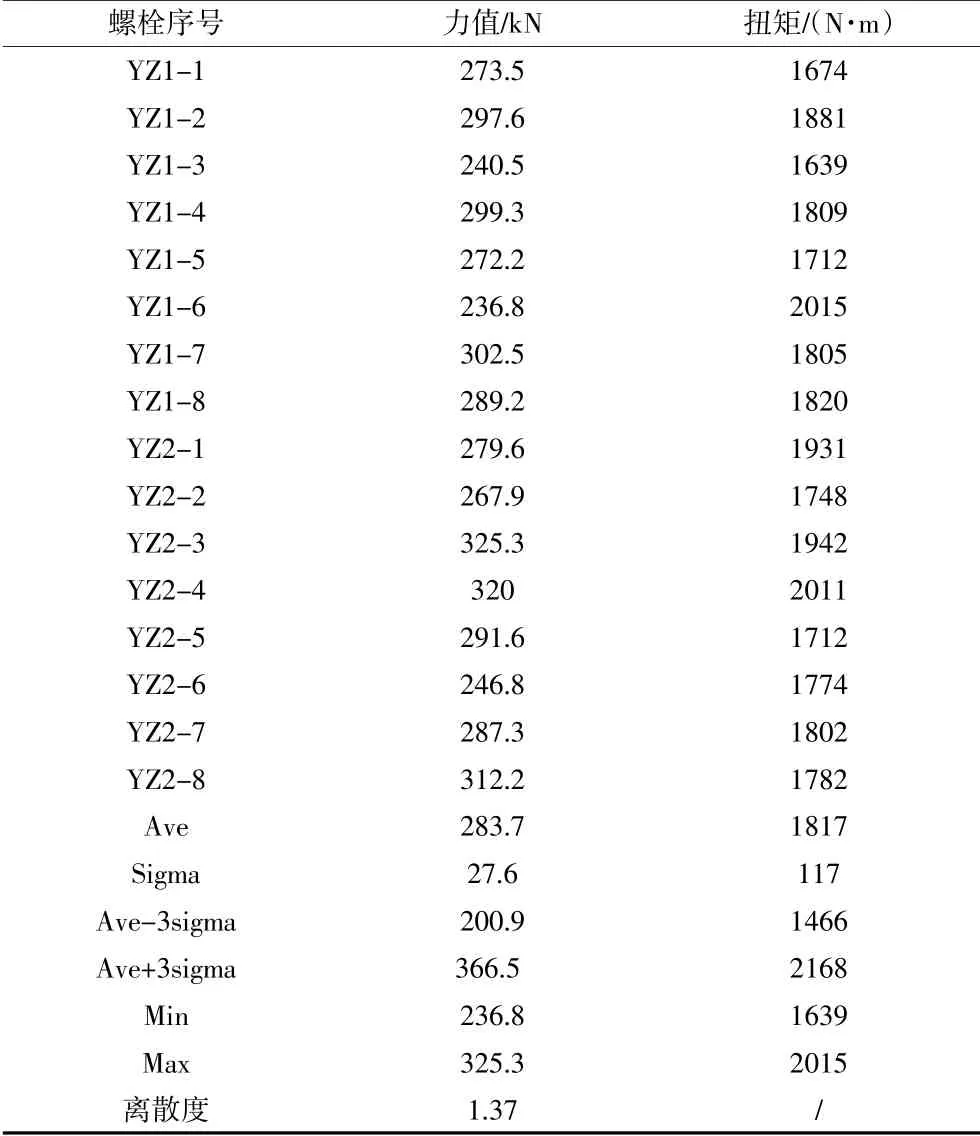
表3 驗證預(yù)緊力
(3)根據(jù)工藝驗證確定最終的擰緊工藝為:(貼合扭矩Thz,緊固轉(zhuǎn)角θz)。
4 結(jié)語
通過對擰緊扭矩與夾緊力的關(guān)系、扭矩-轉(zhuǎn)角法開發(fā)原理以及扭矩-轉(zhuǎn)角法開發(fā)過程等3個方面進行論述,介紹了整個開發(fā)過程的實施步驟及各個參數(shù)的確定方法,并最終確定得出扭矩-轉(zhuǎn)角法擰緊工藝,為螺栓裝配扭矩-轉(zhuǎn)角法工藝開發(fā)提供了理論依據(jù)。隨著扭矩-轉(zhuǎn)角法工藝開發(fā)手段的逐漸完善以及客戶對軸向預(yù)緊力控制要求更精準(zhǔn),螺栓裝配技術(shù)中扭矩-轉(zhuǎn)角法的應(yīng)用將會越來越廣泛。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52