在役核電站反應堆壓力容器主螺栓卡澀處理和螺孔修復技術研究
2022-10-18 01:25:10周建明侯碩鄧志燕彭祥陽路廣遙
核科學與工程 2022年3期
周建明,侯碩,沈 黎,鄧志燕,彭祥陽,路廣遙
(中廣核研究院有限公司,廣東 深圳 518000)
反應堆壓力容器是核電站核心的設備,壽命期內不可更換[1]。正常運行期間,反應堆內是高溫高壓流體,反應堆壓力容器頂蓋與壓力容器法蘭之間通過58 根主螺栓和C 型密封環密封。由于每次換料大修均需通過主螺栓的旋出和旋入開關反應堆壓力容器頂蓋,同時運行期間螺栓和螺孔長期承受較大載荷,是關鍵易損部位。根據經驗反饋,國內某新建核電站反應堆壓力容器進行熱試關蓋時,三根主螺栓卡澀在螺孔內,無法正常旋出,采用傳統工藝手段取出后發現其中一個螺孔嚴重損傷,通過現場擴孔的方式對螺孔進行整體修復[2-4],給工程進度帶來了巨大影響,后續另一個核電站也出現了螺栓卡澀現象。
螺栓卡澀的原因非常復雜,螺栓本體制造過程、螺栓的維護和保養以及螺栓開啟和裝載設備的工藝過程均有可能成為螺栓卡澀的因素,很難找到普適的根本原因,甚至每次卡澀的原因都有可能不盡相同。雖然有一些研究論述了卡澀的原因,但是否正確和充分缺乏機理和實踐檢驗。因此,隨著投運機組的不斷增加,該事件發生的可能性也會隨之增大。如果發生在已投運核電站,那么除了上述功能需求外,還需要做到現場放射性物質的包容和人員受輻照劑量的控制,這對修復工藝和設備提出了更高的要求。國內之前采用手工切割—鉆—擴—鏜的工藝方法,效率極低;法國、美國公司也曾到現場進行試驗,沒有成功。之前的工藝和設備無任何輻射防護的相關措施,其技術本體也很難達到輻射防護要求。在已投運的機組上取出卡澀螺栓難度大、時間短,一旦處理不當,損失更大。因此,為了增強反應堆壓力容器的運行可靠性,避免重大經濟損失,針對可兼容在運電站的螺栓卡澀處理和螺孔擴孔修復需求,開發更高效、安全可靠的工藝及成套設備已經迫在眉睫。
1 輻射環境關鍵技術影響分析
系統設備除了要提高原國內設備的效率、精度和可靠性外,還要重點解決在運電站適用的問題。在運和新建電站的應用差異主要體現在環境輻射和安裝空間的影響。
1.1 輻射環境影響分析
根據在運電站的經驗反饋,正常維修實施位置的環境輻射水平一般控制在黃區上限以內(具體視電站建造和運行情況可能會有差異)。因此,設計開發過程從以下幾個角度考慮。
(1)人員受照射劑量的最優化;
(2)設備滿足輻射條件的使用要求;
(3)過程輻照源項的控制。
由于正常停堆沒有中子輻照,伽馬輻照對于設備金屬構件的影響可以忽略不計,對于電氣部件的影響采用類比應用的方式解決,比如電纜、傳感器和控制器選擇在同位置已經成熟應用設備的品牌和型號的元器件。所以在設計層面重點考慮對人的影響最小,以及對加工過程產物的最小化及控制在有限的范圍內。
1.2 安裝空間差異分析
現場安裝空間的主要差異體現在在運電站反應堆壓力容器開蓋倒料后,需在開口處增加屏蔽頂蓋(假頂蓋)降低環境劑量率,如圖1 所示。該設施減少了設備的安裝和實施空間,在設備研發過程中要重點考慮相關尺寸的限制。
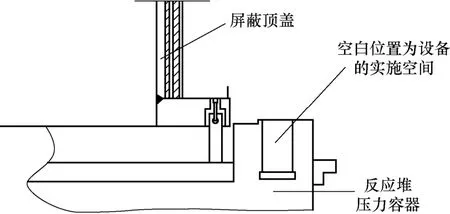
圖1 接口示意圖Fig.1 The schematic of interface
2 技術路線
根據研究目標和輸入性影響,擬定技術路線如下:
(1)針對現場的使用需求,依據現有技術類比分析、理論計算、實驗驗證等方法進行設計參數選型和工藝選擇。
(2)開展成套設備和輔助設備的總體設計,就各部件的功能以及相互之間的連接、使用關系進行詳細設計,并確定了關鍵部件的相關材料選用與熱處理方案。
(3)對設備的核心部件進行參數優化設計,并對設備的加工制造工藝進行研究。
(4)開展原理驗證試驗和工藝驗證試驗,進行設計驗證。
(5)系統設備詳細設計,樣機試制。
(6)開展功能性試驗鑒定研究,規定了試驗的驗收標準以及相關技術要求,在模擬體上完成性能鑒定試驗。
3 工藝研究
3.1 國內新建電站的處理工藝
國內新建電站的螺栓卡澀處理的工藝主要包括切割、鉆孔、擴鉆、鏜孔、取絲和檢測,擴孔修復采用旋風銑工藝[5-7]。
經過實踐檢驗,國內新建電站的處理工藝可行,總體工藝路線合理可借鑒,但受制于現場緊迫性,有些技術選用有較大的提升空間,并且需重點考慮投運電站的差異化影響。
(1)工藝方法優化,重點考慮安裝空間的差異,效率的提升和輻射防護;
(2)設備和功能集成優化,滿足小型化模塊化要求,減少實施過程中更換設備和刀具。
3.2 工藝優化分析
3.2.1 工藝方法優化分析
本節以國內新建電站的螺栓卡澀處理工藝為基礎,開展優化分析。
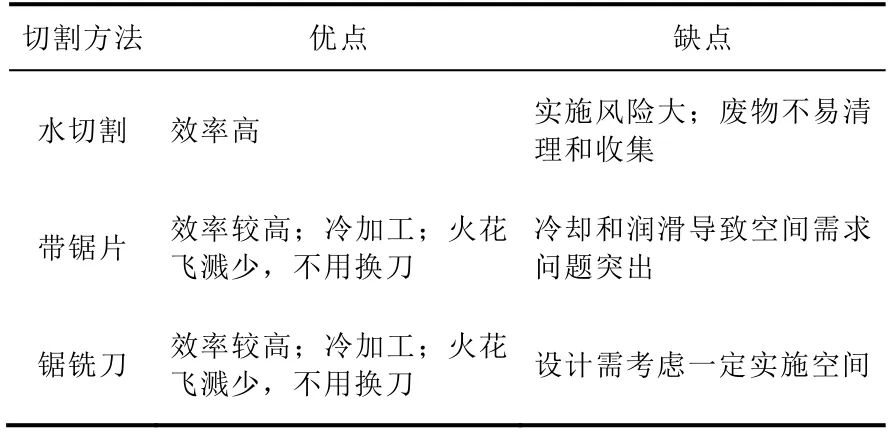
卡澀螺栓切割的工藝方法對比分析如表1所示,綜合效率、輻射環境實施可行性等因素,優選圓盤鋸銑的工藝方法。

表1 切割工藝方法對比分析Table 1 Comparison and analysis for cutting process methods
續表
殘余螺栓掏空方法的對比分析如表 2 所示,綜合效率、精度、輻射環境實施可行性等因素,優選平面高速螺旋差補銑的工藝方法。
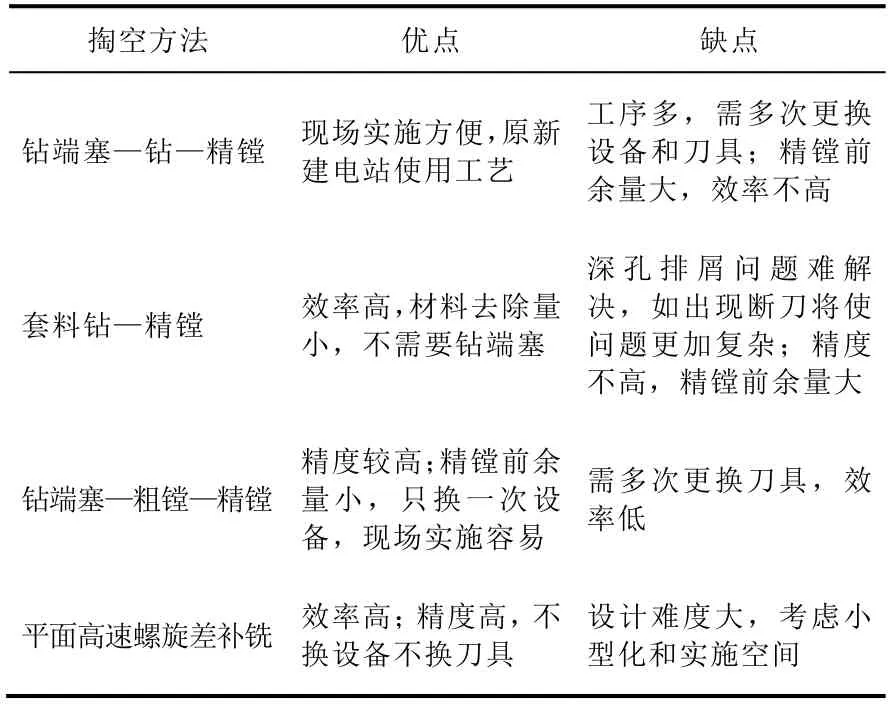
表2 掏空工藝方法對比分析Table 2 Comparison and analysis for tunneling process methods
取絲方法的對比分析如表3 所示,手工取絲簡單、實用和快速,且風險小,因此優選手工剔牙。
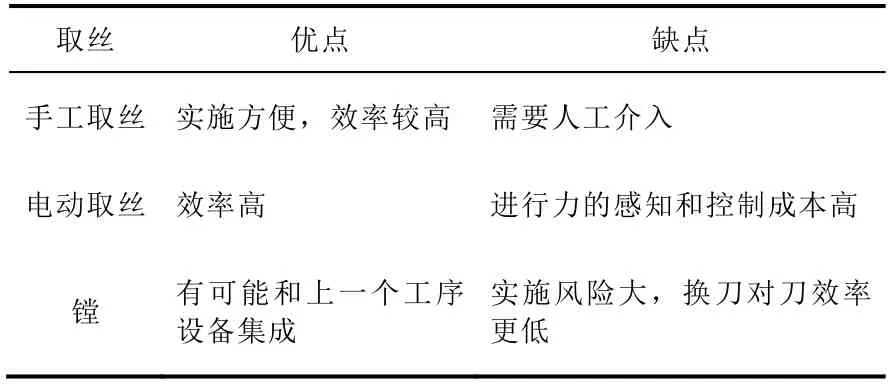
表3 取絲方法對比分析Table 3 Comparison and analysis for thread drawing methods
螺紋整體擴孔修復方法對比分析如表4 所示,綜合精度、輻射環境實施可行性等因素,優選旋風銑削的工藝方法。

表4 螺紋整體擴孔修復方法對比分析Table 4 Comparison and analysis of the repair methods for integral reaming of thread
3.2.2 設備和功能集成優化
針對國內新建電站處理工藝存在的問題和短板,結合輻射環境的影響,設備和功能集成優化主要從以下角度進行分析。
(1)集成的可行性分析
設備集成可以顯著減少工序,提高設備的利用率并降低成本,但集成也可能導致設備臃腫,可靠性降低等問題,因此在集成時要全面考慮。
1)螺栓切割和殘余螺栓掏空過程的功能集成分析
二者從運動角度分析,均有主軸的旋轉運動和水平運動,是具備集成條件的。但從空間分析,滿足主螺栓側面切割工作過程需要盡可能小的主軸直徑和足夠大的圓盤鋸銑刀具,同時切割過程精度要求不高,但希望較高的效率,也就產生了較大的切削力。

根據公式(1)計算,最大切削力可達794 N,這對于要求高精度、大懸深加工的掏空過程來說就變得困難且不經濟,更重要的是,加工空間難以滿足要求,對于支撐結構設計挑戰巨大。
2)殘余螺栓掏空過程和螺紋整體擴孔修復的功能集成分析
二者從運動角度分析,均有主軸的旋轉運動、垂直運動和水平運動,并且均有精度需求,同時工位基本吻合,只是具體工藝、刀具和內在算法有差異,因此具備集成條件。
綜上所述,選擇集成掏空和螺紋整體擴修功能。
3)自動排屑功能的集成分析
項目實施過程中,均會產生鐵屑。由于施工對象為反應堆壓力容器,固有嚴格的引入異物要求。同時鐵屑因活化或表面沾污很可能本身也是源項,需要進行收集和控制。如進行人工收集,首先必然嚴重影響工作效率;其次人員參與過程一方面增加輻照劑量,還有外沾污和內吸入的風險。因此最優的做法是集成功能由設備自動完成,具體方案如圖2 所示。
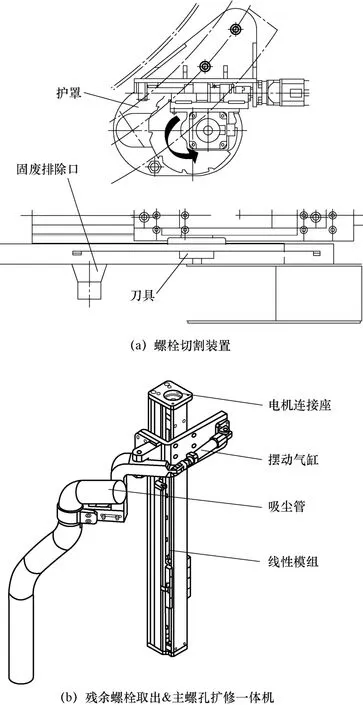
圖2 固廢自動排出結構示意圖Fig.2 The schematic of automatic discharge of solid wastes
螺栓切割裝置主要依靠護罩將鐵屑控制在內腔范圍內,利用鐵屑被切斷瞬間的動能和工業真空裝置產生的真空將鐵屑排出。
殘余螺栓取出&主螺孔擴修一體機的排屑過程要相對復雜,首先需要水平運動和垂直運動至加工表面,垂直運動通過電機實現,水平運動通過擺動氣缸實現,同時到達指定工位后還需要通過攪混使得鐵屑便于吸出,該功能同樣由擺動氣缸實現。
(2)輻射防護控制分析
根據2.1 節分析,結合輻射防護的工程實踐,主要從以下四個方面開展工作。
1)時間控制:提高系統設備工作效率、減少換設備換刀具次數,降低安裝和調整難度,有效縮短工作時間,減少人員的受照射劑量。
2)源項控制:采用無冷卻、無潤滑技術加工,做到無受到污染的放射性廢液排出。
3)屏蔽防護:實現了固體廢物的隔離和自動收集,降低污染風險。
4)距離防護:采用遠程控制,減少近端人員工作參與度,人員可在20 m 平臺進行監控和操作。
3.3 工藝路線
通過以上分析,確定本項目實施的工藝路線為:
圓盤鋸銑切割—高速平面高速銑削掏空—手工取絲—螺孔檢查和測量,如有必要通過旋風銑削方法開展整體螺紋擴孔修復。
4 設備開發
4.1 主要設計接口
反應堆壓力容器主螺栓總長約為1 972 mm,擬切割部位直徑約為φ149.5 mm,與螺栓孔接觸部分螺紋為M155 × 4-3e4e sp,芯部通孔直徑為(φ25±0.15) mm。主螺栓孔螺紋為M155 × 4-5H4H sp。相關材質如表5 所示[8]。
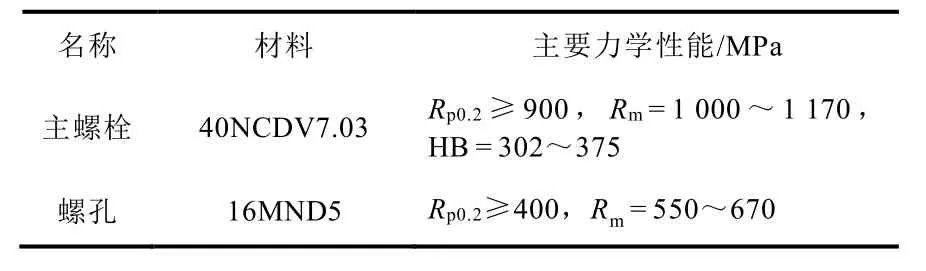
表5 螺栓螺孔主要材料參數Table 5 Main material parameters of the bolt screw hole
現場設備安裝尺寸接口須滿足屏蔽頂蓋已經就位的空間需求。
4.2 主要設計參數
針對設計接口和設備功能要求,開展驅動及刀具選型計算,獲得系統設備的主要設計參數。
(1)螺栓切割裝置
1)進給速度:3~3 000 mm/min;
2)進給移動范圍:0~200 mm;
3)螺栓切割工作時間75 min。
(2)殘余螺栓取出和擴孔修復設備
1)四軸聯動六自由度;
2)X、Y、Z向進給最大速度:6 000 mm/min;
3)X、Y、Z向進給移動范圍:X、Y向:0~160 mm,Z向:0~400 mm;
4)定位精度:0.012 mm;
5)殘余螺栓取出工作時間280 min;
6)螺孔擴孔修復精度4H5H,粗糙度Ra1.6;
7)無冷卻潤滑加工,無廢液排出;
8)遠程監控;
9)固廢的自動收集;
4.3 設備組成和功能原理
本項目研制的設備包括:螺栓切割裝置,殘余螺栓取出和擴孔修復設備,螺孔梳理裝置,螺孔局部銑削裝置和配套的電氣柜、操作臺、遠程控制臺、吸屑裝置等,如圖3 所示。
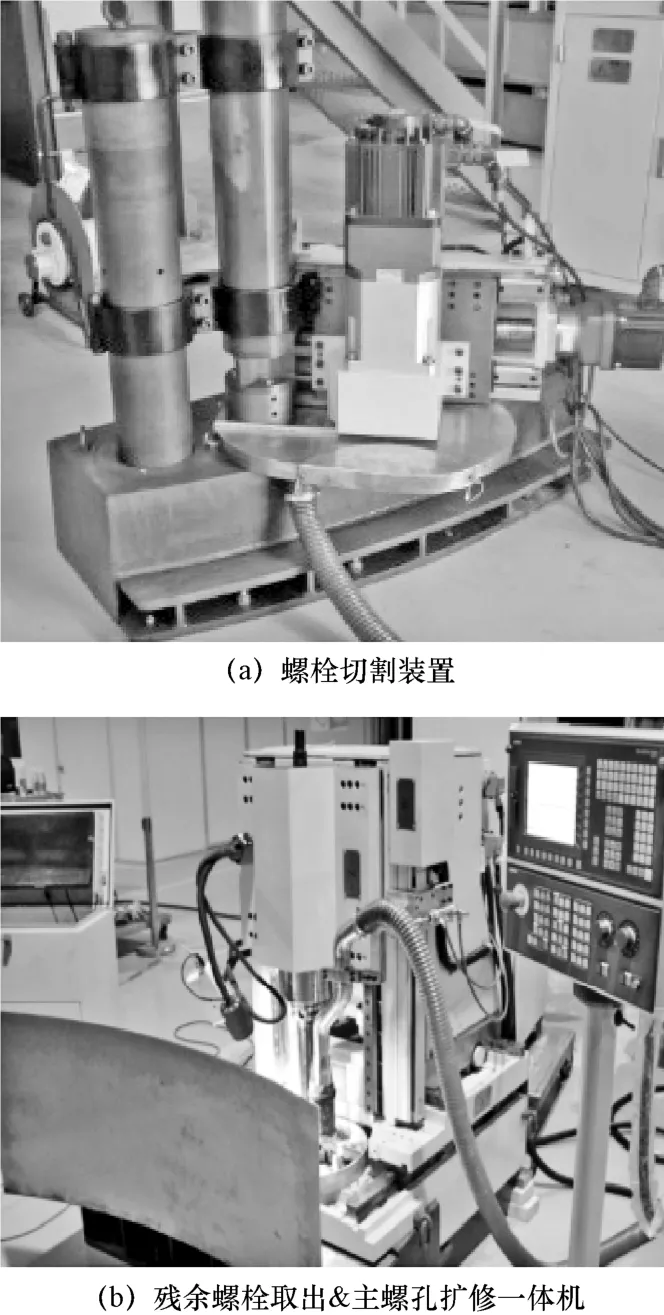
圖3 設備實物圖Fig.3 The picture of equipment
(1)螺栓切割裝置
執行模塊:大尺寸圓盤鋸銑削去除材料原理;
動作模塊:主軸旋轉,單向進給;
吸屑模塊:真空負壓。
(2)殘余螺栓取出和擴孔修復設備
執行模塊:螺旋插補和旋風銑削去除材料原理;
動作模塊:4 軸聯動,6 自由度;
吸屑模塊:真空負壓,擺動吸屑,固廢自動收集;
視覺模塊:補光、可視化和遠程監控。
4.4 主要工作過程
(1)設備利用相鄰螺孔進行安裝和初定位。
(2)卡澀螺栓取出
1)通過銑削去除材料的原理切割螺栓至法蘭面;
2)通過螺旋插補原理加工殘余螺栓至螺栓小徑;
3)將加工后的殘余部分通過卷絲的方式取出。
(3)損傷評估和螺孔修復
1)螺孔出現輕微扭曲、積屑坍塌等缺陷應用便攜式梳理裝置通過不除去凸出母體材料的方式,刀具緊貼原螺紋,沿原螺紋輪廓線進行走刀的方式去除;
2)螺孔出現局部小范圍不可逆的缺陷采用便攜式銑削裝置定位至缺陷位置將缺陷通過銑削的方式切除;
3)螺孔出現較大范圍不可逆的缺陷首先通過紅外高精度測量系統測量原螺紋輪廓情況;而后采用四軸聯動六自由度的擴孔處理設備通過旋風銑削原理擴螺紋孔修復原螺孔。
具體工作過程如圖4 所示。
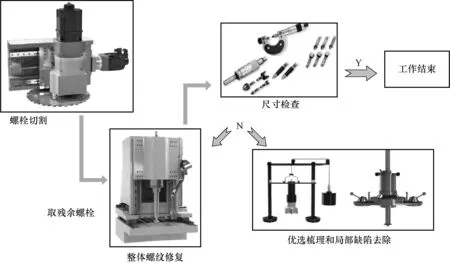
圖4 工作過程圖Fig.4 The working process
5 測試檢驗及試驗驗證
5.1 測試檢驗
針對殘余螺栓取出和螺孔整體擴修裝置,開展了幾何精度和位置度檢測,檢測結果高于標準[9,10],達到設計要求,具備現場使用條件。
5.2 試驗驗證
設備完成調試后,根據國內某電站實際模擬試驗的實施過程,結合新設備研制的具體要求,主要試驗項目類別如下:
(1)參照標準及相關技術要求開展設備的功能測試和參數測定[9,10]。
(2)模擬現場卡澀完整過程處理,試驗在模擬體上進行,模擬體模擬現場的空間位置和尺寸,同時模擬體的材料特征與現場采用同等技術要求。
經過實際試驗測試,獲得設備主要參數及與同類設備的對比如表6 所示。
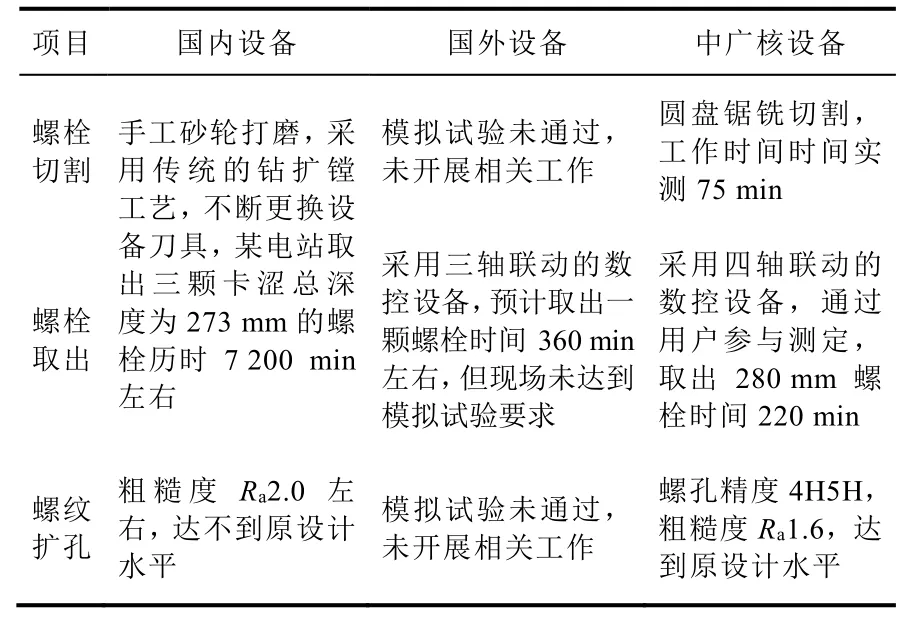
表6 主要參數對比Table 6 Comparison of main parameters
6 結論
本課題基于M310 壓水堆型的壓力容器開發,經過測試和試驗,可以滿足新建核電站和在運電站的主螺栓卡澀處理和螺孔修復的實際需求。
本項目研制的產品為核電廠重要設備的安全提供強有力的設備支撐和保障,對于提升核電廠運維技術水平具有重要意義,在電站出現類似事件時,可減少遭受重大經濟損失的可能性,同時兼顧放射性物質源項控制和減少人員的受輻射劑量,潛在的供方廣泛,具有巨大的經濟、社會效益和環境效益。
本項目研發產品經適應性改進即可用于其它堆型核電廠壓力容器以及其它電力、船舶、石化等行業大型容器現場出現類似問題的處理。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年18期)2018-11-14 01:48:24
電子制作(2018年11期)2018-08-04 03:26:08
山東工業技術(2016年15期)2016-12-01 05:31:22
工業設計(2016年12期)2016-04-16 02:52:00
銅業工程(2015年4期)2015-12-29 02:48:39
消費者報道(2014年7期)2014-07-31 11:23:57