數(shù)字化制造技術在液體火箭發(fā)動機導管定制化加工中的應用
2022-10-19 08:23:34李萬鵬
火箭推進 2022年5期
岳 婷,李萬鵬,黨 琰
(西安航天發(fā)動機有限公司,陜西 西安 710100)
0 引言
導管是液體火箭發(fā)動機中連接各組件的重要組件,也是輸送燃料、氧化劑和氣體的通道。液體火箭發(fā)動機裝配件中焊接形成的結構件數(shù)量多,焊接變形帶來的誤差累積造成發(fā)動機上導管接口位置一致性難以保證,所以導管加工需根據(jù)發(fā)動機的接口位置進行定制化生產(chǎn),對誤差累積予以補償。
目前液體火箭發(fā)動機導管形狀的確定采用現(xiàn)場取樣的方法,按照導管設計圖樣的走向在發(fā)動機上制取導管實樣,依照樣管形狀進行真實導管折彎成形;導管加工余量的確定采用試裝法,即將彎曲后的導管在發(fā)動機上導管接口處比試以確定兩端加工余量。采用以上工藝方法,導管加工余量通過在真實發(fā)動機上取樣及試裝確定,可以保證導管與發(fā)動機上接口精確匹配,在一定條件下保證了導管裝配精度,但在真實發(fā)動機上進行比對試裝的方法決定了導管的加工過程與發(fā)動機裝配過程只能串行,占用主裝配流程時間較長,據(jù)統(tǒng)計,我國的新一代液氧煤油發(fā)動機導管的加工過程約占總裝生產(chǎn)總周期的56%,效率較低。
近年來,國內外相關研究機構相繼開展了導管數(shù)字化測量、數(shù)字化制造等方面的研究,取得了大量的研究成果。在導管的數(shù)字化測量方面,馬海釗等提出利用三坐標測量機自動化檢測技術對某機型飛機導管構件進行數(shù)字化導管檢測,通過采集點云進行模型對齊,采用圓柱擬合法進行導管構件法蘭孔的測量,最終實現(xiàn)導管構件的自動化檢測。呂彥盈提出利用激光跟蹤儀對導管的裝配工裝過程以及焊接完成后導管的尺寸進行檢測,實現(xiàn)導管的數(shù)字化測量。劉少麗等提出了基于蛇模型的管路三維重建方法,通過多目視覺系統(tǒng)拍攝照片并對照片進行圖像處理,依據(jù)視覺投影原理重建管路三維模型。張桁維等提出一種基于點云融合的管路模型精確測量方法,該方法利用機器視覺原理獲得點云數(shù)據(jù),利用點云融合技術得到管路三維數(shù)字化模型。羅藝進提出了一種飛機多分支焊接導管法蘭安裝位姿視覺檢測新方法,獲得導管法蘭在視覺測量場基準坐標系中的位姿,進而獲得各法蘭相對位姿關系并與三維數(shù)模進行對比輸出誤差分析結果。數(shù)字化測量技術的發(fā)展為導管的三維數(shù)字化測量提供了技術手段,為液體火箭發(fā)動機導管的數(shù)字化測量和三維重構提供了較好的思路。在導管的數(shù)字化制造方面,魏強等在運載火箭導管制造中提出了利用激光掃描設備建立箭體實物點云模型,逆向軟件在箭體實物點云模型建立導管模型,導管模型導入數(shù)控彎管機彎管,彎管點云模型與導管模型比對的新制造方法,實現(xiàn)了運載火箭取樣導管數(shù)字化制造。趙長喜等提出了航天器管路實現(xiàn)全過程數(shù)字化制造的解決方案,將管路數(shù)字化制造技術應用于實踐,實現(xiàn)了管路生產(chǎn)不再依賴安裝現(xiàn)場取樣,航天器管路生產(chǎn)與總裝分離,管路以產(chǎn)品化形式交付。在導管制造方面,目前研究主要集中于導管的形狀制取,對于導管實際安裝時的加工余量確定則沒有較好的方法,特別是對于一致性不高的接口位置,還是采用在實際接口上進行多次試裝的方法,效率較低。
針對上述問題,本文提出一種通過構建液體火箭發(fā)動機參數(shù)化模型并對其進行實測驅動生成與發(fā)動機實物狀態(tài)尺寸一致的數(shù)字孿生模型,基于模型進行虛擬裝配以確定最優(yōu)導管加工方案的方法,提高液體火箭發(fā)動機導管生產(chǎn)效率和一致性。
1 總體技術方案
本文采用基于C++和UG NX組件的技術開發(fā)、基于API的幾何模型交互操作及面向對象的數(shù)據(jù)及文件管理等技術手段,總體技術流程如圖1所示,通過建立可驅動的發(fā)動機參數(shù)化模型,依據(jù)裝配生產(chǎn)現(xiàn)場的發(fā)動機實測數(shù)據(jù)實現(xiàn)模型驅動,生成與現(xiàn)場實物狀態(tài)一致的發(fā)動機數(shù)字孿生模型,加載通過對導管半成品實物三維掃描得到的三維模型,在限定空間內調整裝配參考點與設計參考點距離,使得導管裝配參考點在設計參考點附近一球形空間內移動,在滿足導管端面與其軸線垂直度、導管對接錯位值等工藝要求的約束條件下,以導管端面與其軸線垂直度、導管對接錯位值最小為目標,利用優(yōu)化算法循環(huán)調用導管三維測量模型,進行虛擬裝配,確定導管的最優(yōu)匹配位置,輸出導管切割余量等工藝參數(shù),輔助進行導管加工。
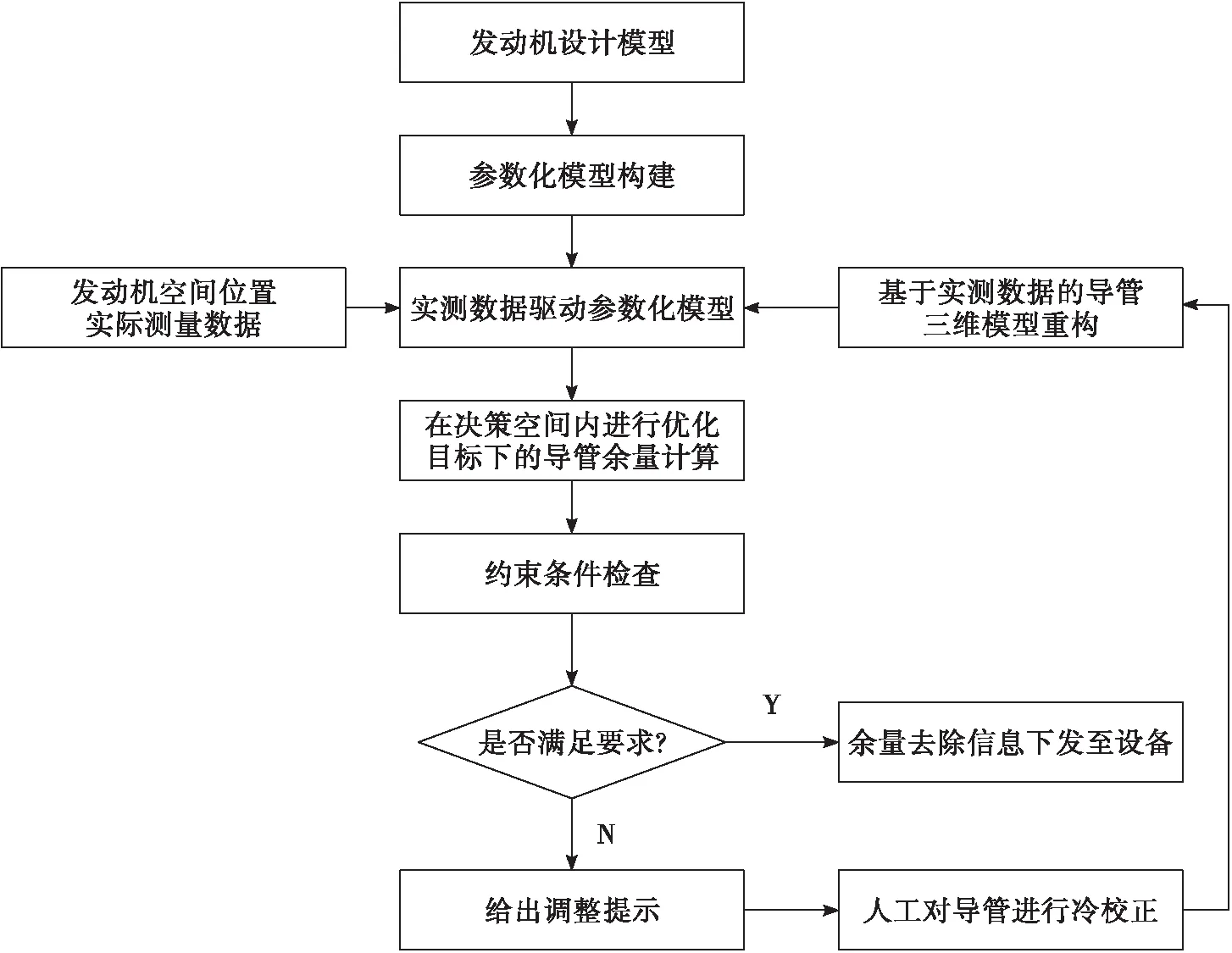
圖1 導管虛擬定制化加工裝配技術流程Fig.1 Virtual customized processing and assembly technical process for pipeline
2 發(fā)動機參數(shù)化模型構建
為保證與導管裝配相關的關鍵點空間位置與現(xiàn)場實際裝配的發(fā)動機一致,將大組件間裝配定位點、導管裝配定位點、導管接口位置作為現(xiàn)場發(fā)動機空間位置測量點,在進行參數(shù)化建模時作為需驅動的參數(shù)。
2.1 主體模型的參數(shù)化
發(fā)動機主要組合件在生產(chǎn)制造時應用焊接形式連接,焊接變形不可避免,為保證主要組合件外形尺寸與現(xiàn)場裝配的尺寸一致,將模型在大組件的各焊縫處進行拆分,建立獨立的特征,通過裝配約束的方式將特征添加到模型中,并將特征通過表達式進行參數(shù)化,使各驅動特征與發(fā)動機整體空間位置產(chǎn)生關聯(lián)。
2.2 導管接口的參數(shù)化
采用同步建模的方式進行導管法蘭的參數(shù)化以實現(xiàn)通過實測數(shù)據(jù)驅動法蘭位置的變化及方向的偏轉。以設計模型上法蘭端面圓心坐標及法向向量為標準值,表示為(,,),(,,),建立法蘭端面圓心坐標和法向向量實際測量值的表達式,分別為(,,),(,,),通過同步建模移動面命令中點到點運動,設置出發(fā)點為法蘭圓心坐標標準值,終止點為圓心坐標實測值表達式,通過讀取現(xiàn)場實際測量圓心坐標,實現(xiàn)法蘭位置的移動;通過同步建模移動面命令中軸與矢量對齊運動,設置樞軸點為法蘭圓心坐標實測值表達式,設置終止矢量為法蘭端面法向向量實測值表達式,實現(xiàn)法蘭在、、方向上角度的偏轉。
參數(shù)化建模完成后,通過激光測量系統(tǒng)與制造執(zhí)行系統(tǒng)集成,實現(xiàn)每臺次發(fā)動機測量數(shù)據(jù)的自動采集、傳輸與存儲,通過UG NX 二次開發(fā),可以讀取制造執(zhí)行系統(tǒng)接收的XML格式的測量數(shù)據(jù),通過幾何運算實現(xiàn)表達式中各參數(shù)的自動修改,最終實現(xiàn)參數(shù)化模型的實測驅動。
3 導管加工余量計算
導管加工余量計算實現(xiàn)的技術路線如圖2所示:首先按照第2節(jié)所述方法構建關鍵定位位置及管口空間位置與發(fā)動機實物一致的發(fā)動機數(shù)字孿生模型,利用三維光學測量系統(tǒng),通過多個高幀頻、高分辨率的工業(yè)級相機,測量擬合得到導管的直徑和空間中心軸線,確定導管的空間參數(shù),并快速構建出導管三維模型;再將與導管實體一致的導管三維模型加載到相應的接管口,進行虛擬裝配。對齊測量導管兩端直線段與管口幾何中心、測量導管裝配參考點與設計模型參考點,在限定空間內調整裝配參考點與設計模型參考點的距離,獲得一系列空間狀態(tài)下的一組導管端面與其軸線垂直度、導管對接錯位值等接口工藝參數(shù)。

圖2 導管加工余量計算技術路線Fig.2 Technical route of machining allowance calculation for pipeline
3.1 導管三維模型重構
為提高建模效率,將導管三維數(shù)據(jù)由其中心線以及外徑兩個物理量來簡化描述,通過測量得到導管兩端圓心坐標及彎折點圓心坐標,通過等半徑圓弧連線得到導管測量中心線,如圖3所示,根據(jù)導管半徑、測量中心線、等半徑圓弧等特征信息,自動完成導管的三維重建。

圖3 導管中心線提取及三維重構Fig.3 Centerline extraction and 3D reconstruction of pipeline
3.2 導管虛擬裝配
將測量重構得到的導管三維模型加載到經(jīng)過實際測量數(shù)據(jù)驅動的發(fā)動機參數(shù)化模型上,進行虛擬裝配。經(jīng)過實際測量數(shù)據(jù)驅動的與導管連接的兩個法蘭的空間位置都已固定,則兩個法蘭的軸向已經(jīng)確定。導管與法蘭和法蘭裝配后,最佳的效果應當是導管端的軸向與法蘭的軸向重合,同時導管端的軸向與法蘭的軸向重合,如圖4所示。因此,先找出導管和法蘭的軸向,然后通過空間坐標變換,將導管旋轉平移到法蘭坐標系,使它們之間的軸向距離偏差之和最小,此時的導管位置即為最佳裝配位置。
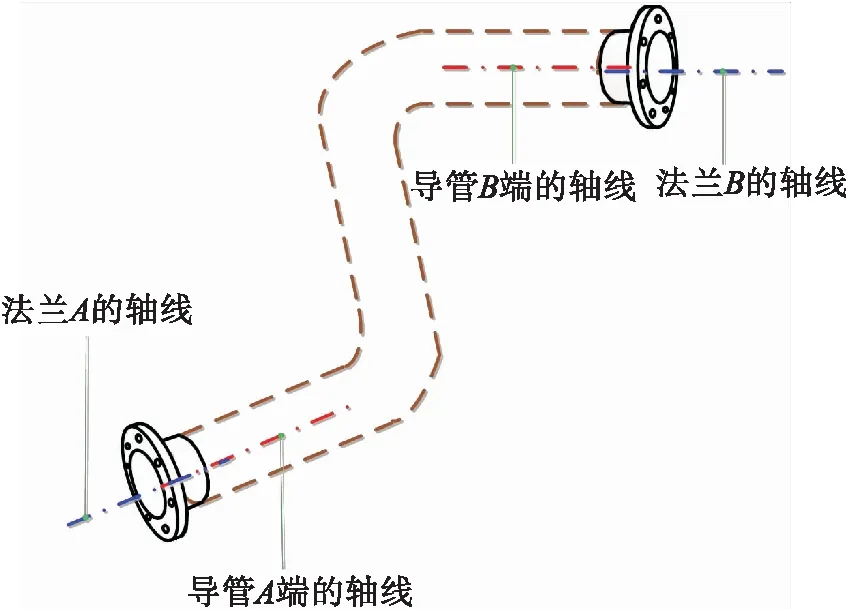
圖4 導管與法蘭虛擬裝配Fig.4 Virtual assembly of pipeline and flange
導管虛擬裝配主要包括以下步驟:
1)對齊測量導管兩端直線段與法蘭幾何中心;
2)對齊測量導管裝配參考點與設計模型參考點;
3)在限定空間內調整裝配參考點與設計模型參考點的距離,獲得一系列位姿空間狀態(tài)下的一組導管端面與其軸線垂直度、導管對接錯位值等接口工藝參數(shù)。
3.3 導管切割位置及加工余量最優(yōu)值求解
以法蘭管口為基準,構建基準平面,該平面與導管(假設已經(jīng)配準)相交,得到一條封閉的交線,如圖5(a)所示,該交線所在的平面即為導管的切割平面。通過計算導管端口到切割平面的距離,可以得出切割余量,如圖5(b)所示。
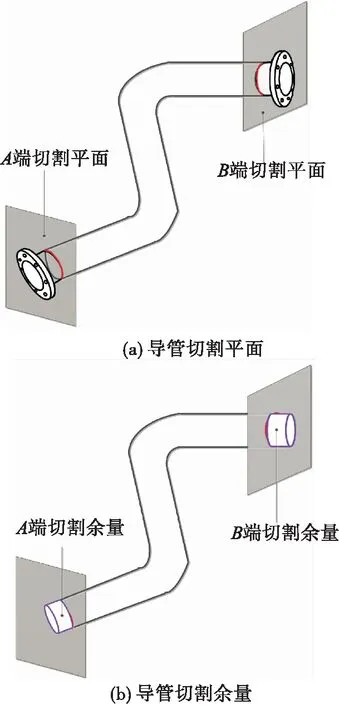
圖5 切割余量計算示意圖Fig.5 Schematic diagram of cutting allowance calculation
在導管裝配時,以導管端面與其軸線垂直度、導管對接錯位值等工藝要求作為約束條件,具體如下。
1)導管端面與其軸線垂直度
導管端面與其軸線垂直度如圖6所示,理想狀態(tài)下值越接近于0,導管焊接質量越好。導管端面與其軸線垂直度工藝要求如表1所示。
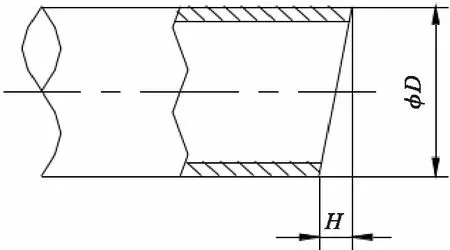
圖6 導管端面與其軸線的垂直度Fig.6 Perpendicularity of pipeline end and its axis
2)導管對接錯位值
導管對接錯位值是指導管兩端與其焊接的零件的對接錯位,如圖7所示,工藝要求見表2。其中,為管路壁厚。
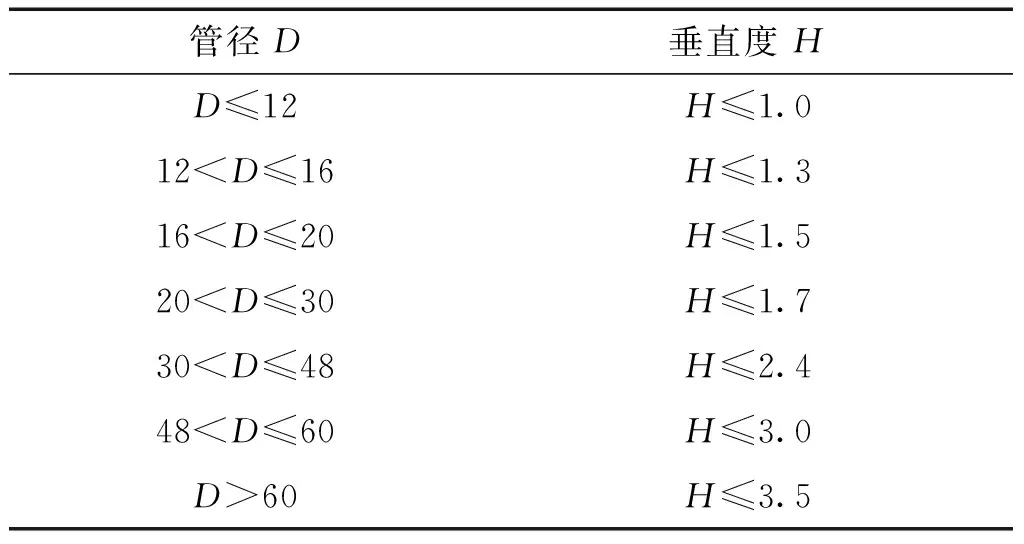
表1 導管端面與其軸線的垂直度H工藝要求值
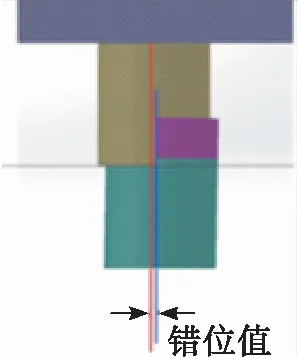
圖7 導管對接錯位值Fig.7 Misalignment value of pipeline butt
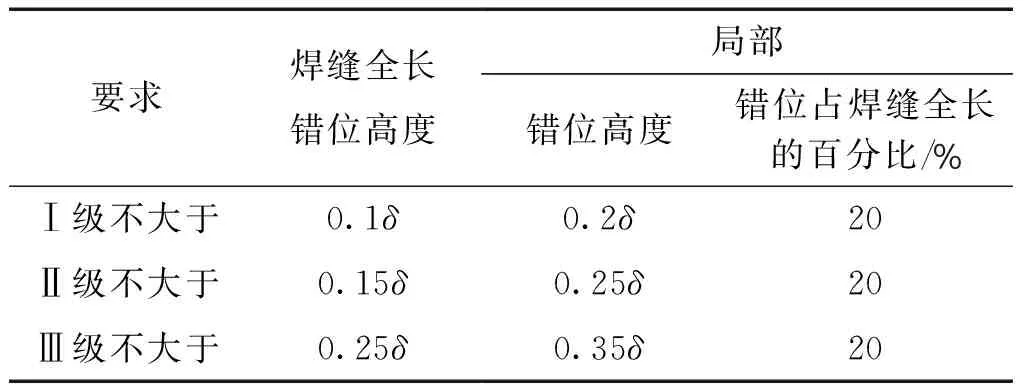
表2 導管對接錯位值工藝要求值
在上述約束條件下,以導管裝配綜合偏差(導管端面與其軸線垂直度、導管對接錯位值)最小建立導管余量去除多目標優(yōu)化模型為

(1)
式中:()為導管裝配綜合偏差,是目標函數(shù);()為導管端面與其軸線垂直度;()為導管對接錯位值,是子目標函數(shù);為測量導管裝配參考點與設計模型參考點之間的距離,是決策空間;為測量導管裝配參考點與設計模型參考點之間距離的極值,是向量搜索上限。
導管切割位置及加工余量尋優(yōu)流程如圖8所示,為了獲得導管最優(yōu)裝配位置及最佳切割余量,調整測量導管裝配參考點與設計模型參考點之間的距離,并循環(huán)調用UG NX進行虛擬裝配,獲得導管裝配空間位置解集及導管切割參數(shù)集。以導管端面與其軸線垂直度及導管對接錯位值最小為優(yōu)化目標函數(shù),采用決策理論對多個空間位置解集進行尋優(yōu),求出的Pareto最優(yōu)解,進而確定管路兩端最佳切割余量。系統(tǒng)根據(jù)Pareto最優(yōu)解輸出導管的各項切割工藝參數(shù)。

圖8 導管切割位置及余量計算尋優(yōu)流程圖Fig.8 Optimization flow chart of pipeline cutting position and allowance calculation
4 應用效果
以某管路為例,通過三維掃描,如圖9所示,生成導管三維模型,如圖10所示,并在發(fā)動機數(shù)字孿生模型上進行虛擬裝配,通過改變設計參考點在球體內的空間位置(決策空間),以滿足導管端面與其軸線垂直度、導管對接錯位值工藝要求為約束條件,以導管端面與其軸線垂直度、導管對接錯位值最小為目標函數(shù),獲取多組接口工藝參數(shù)解集(切割余量,導管端面與其軸線垂直度)。

圖9 導管三維掃描Fig.9 3D scanning of pipeline
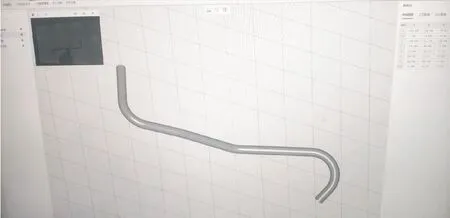
圖10 導管三維模型重構Fig.10 3D model reconstruction of pipeline
如圖11~圖13所示,通過移動參考點位置獲得了多組接口工藝參數(shù)解集。
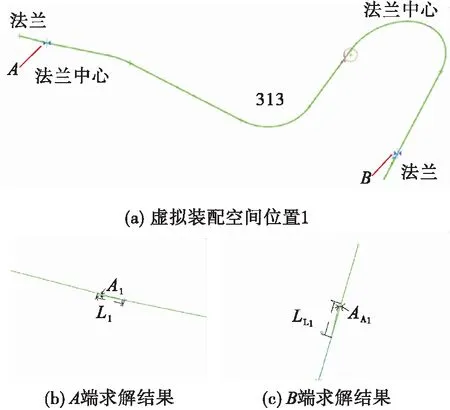
圖11 可行虛擬裝配空間解1Fig.11 Solution 1 of feasible virtual assembly space

圖12 可行虛擬裝配空間解2Fig.12 Solution 2 of feasible virtual assembly space
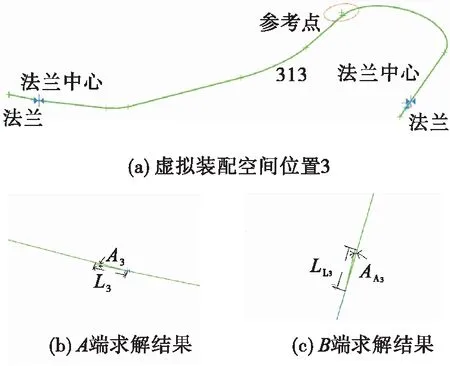
圖13 可行虛擬裝配空間解3Fig.13 Solution 3 of feasible virtual assembly space
通過多次迭代獲得了如式(2)所示的接口工藝參數(shù)解集,依據(jù)導管端面與其軸線垂直度、導管對接錯位值工藝要求對解集進行數(shù)據(jù)處理。首先剔除不滿足工藝要求的參數(shù)組,其次依照參數(shù)優(yōu)先級對各參數(shù)組進行排序,最后反推出滿足最優(yōu)條件的控制點位置和對應導管的接口工藝參數(shù),從而完成導管切割位置的尋優(yōu)。
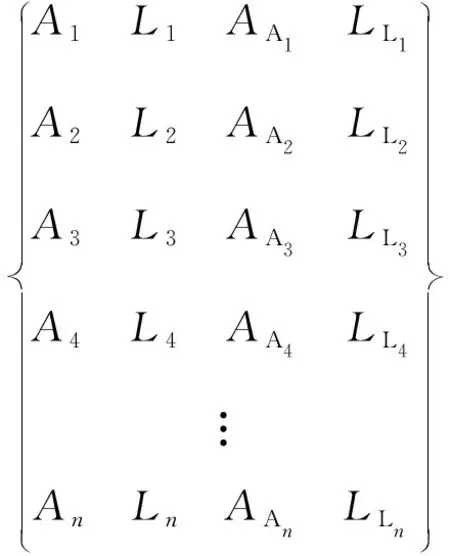
(2)
采用本文所述方法,針對某型液體火箭發(fā)動機16項導管進行加工,生產(chǎn)的16 項導管全部符合工藝要求,單根導管加工時間不超過15 min,一次裝配合格達100%,部分導管工藝要求滿足情況如表3所示。
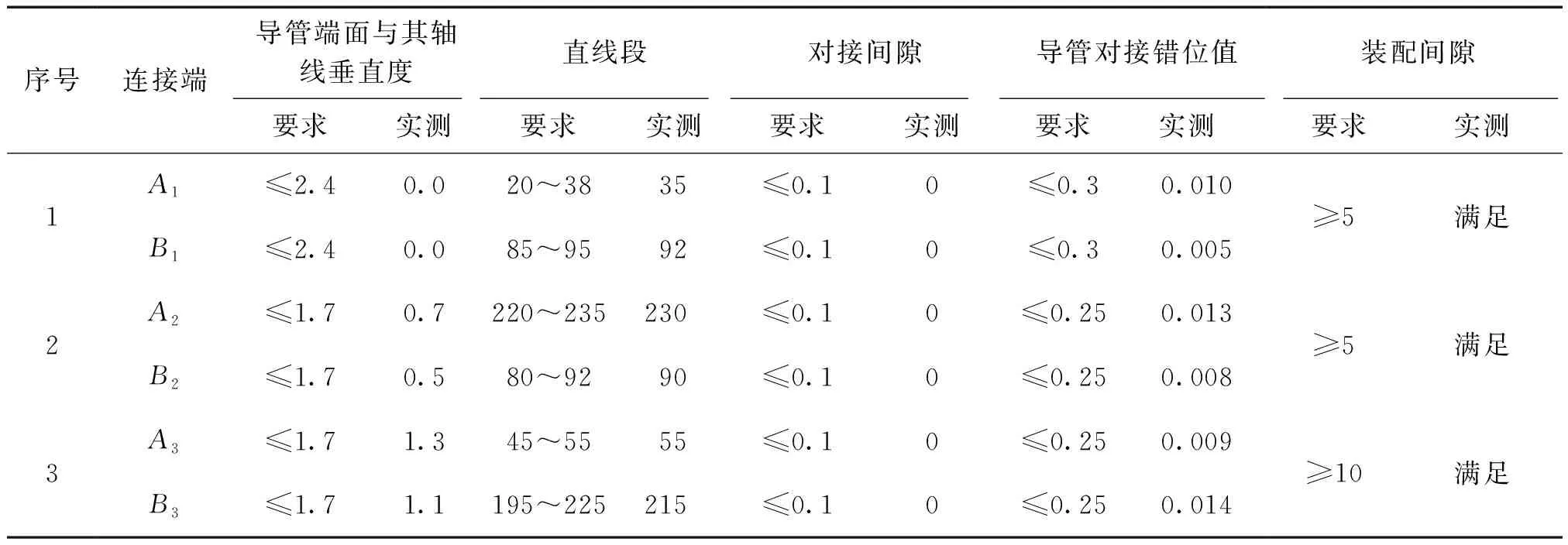
表3 導管加工工藝要求滿足情況
5 結語
本文重點研究了數(shù)字化制造技術在液體火箭發(fā)動機導管定制化加工中的應用,針對液體火箭發(fā)動機導管定制化生產(chǎn)的特點,通過測量系統(tǒng)實際測量數(shù)據(jù)驅動發(fā)動機參數(shù)化模型,基于該模型以導管端面與其軸線垂直度、導管對接錯位值最小的多約束條件下的加工余量計算方法可確定最優(yōu)導管加工方案,采用本方法生產(chǎn)的導管全部合格交付,滿足了裝配要求,顯著提高了導管生產(chǎn)效率,對液氧煤油發(fā)動機批量化生產(chǎn)具有積極意義。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數(shù)理化·七年級數(shù)學人教版(2020年10期)2020-11-26 08:24:50
數(shù)學物理學報(2020年2期)2020-06-02 11:29:24
中學生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
民用飛機設計與研究(2019年2期)2019-08-05 01:33:40
中學生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
光學精密工程(2016年6期)2016-11-07 09:07:19
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
汽車與新動力(2015年1期)2015-02-27 12:11:01