
熱鍍鋅產品斑狀缺陷研究
2022-10-25 08:50:20何丹丹葛浩
金屬加工(熱加工) 2022年10期
何丹丹,葛浩
馬鞍山鋼鐵股份有限公司技術中心 安徽馬鞍山 243000
1 序言
隨著我國汽車行業的迅猛發展,鍍鋅板憑借優良的耐蝕性、涂漆性、裝飾性,以及良好的成形性等優點,得到了越來越廣泛的應用。近年來,鍍鋅鋼板在汽車上的用量呈上升趨勢,并逐步成為汽車用薄板的主體。在鍍鋅產品中,連續熱鍍鋅帶鋼是近幾年發展較快的鋼鐵品種之一[1,2]。
汽車車身外板用鋼主要包括“四門兩蓋”、車頂及翼子板等零件,其表面質量要求達到最高等級O5級[3],鋼板表面質量直接影響后續噴漆質量[4]。熱鍍鋅鋼板的缺陷種類、來源多,表面質量主要受基板狀態、鋅鍋工藝、鍍后處理工藝等影響[5,6]。能否獲得生產穩定、高等級的熱鍍鋅板表面質量,成為決定各生產廠商競爭成敗的關鍵。本文針對某車型側圍外覆蓋件打磨出現“斑狀”缺陷進行了全面分析。
2 試驗材料與方法
試驗材料是馬鞍山鋼鐵股份有限公司鍍鋅機組生產的熱鍍鋅鋼缺陷樣板,材料厚度0.7mm,鍍層重量50g/m2,力學性能見表1,表面斑狀缺陷樣板外觀如圖1所示。
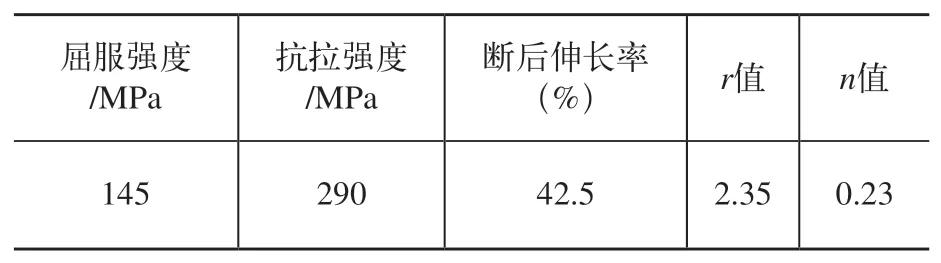
表1 材料的力學性能

圖1 外覆蓋件斑狀缺陷
該零件斑狀缺陷出現在打磨以后,宏觀形貌呈現出明暗相間的形貌。在該零件上分別截取帶有深色區域和明亮區域的試樣,采用掃描電鏡對缺陷樣表面、截面進行觀察分析,同時利用金相顯微鏡觀察“斑狀”處基板組織狀態(見圖2)。
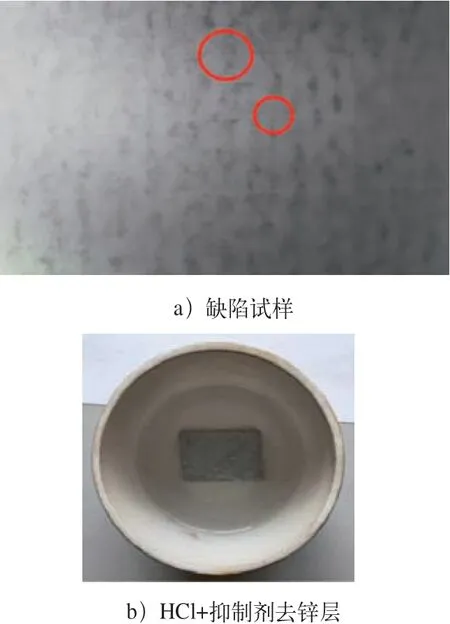
圖2 試樣制備
3 試驗結果及分析
3.1 缺陷去除鋅層前鍍層形貌分析
圖3所示為缺陷試樣去除鋅層前的表面微觀形貌。通過掃描電鏡發現,缺陷深色區域有明顯打磨痕跡,明亮區域基本無打磨痕跡,這表明缺陷深色和明亮區域存在高度差,打磨沙盤無法同時接觸到兩區域,導致打磨后鋅層與未打磨鋅層表面粗糙度存在較大差異,宏觀形貌呈現出明暗相間的現象,可以觀察到打磨后的條紋非連續,而正常鋅層打磨后條紋是連續的。
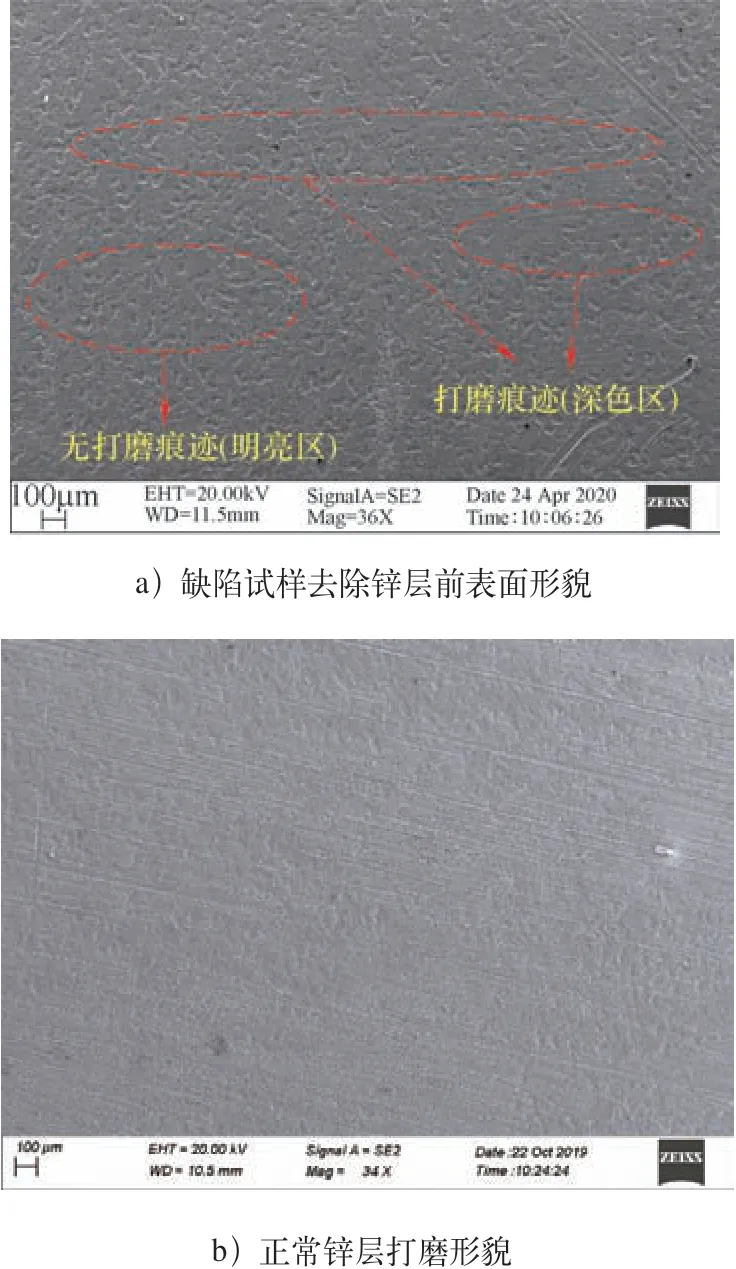
圖3 基板去除鋅層前后表面微觀形貌
圖4所示為能譜分析位置,表2為能譜成分分析結果。根據能譜分析結果可知,深色區域和明亮區域鋅層成分未發現明顯差異,鍍鋅板未發現漏鍍現象。
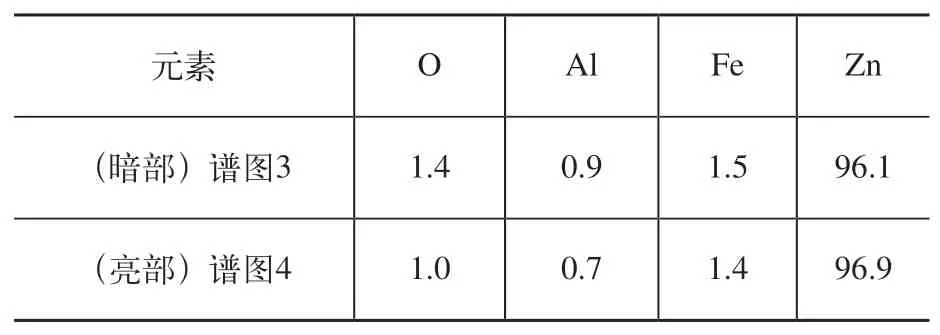
表2 能譜分析成分(質量分數) (%)
3.2 缺陷部位基板分析
圖5所示為去除鋅層清洗后的基板形貌,去鋅層后基板存在輕微起伏形態,可能與零件變形有關,但取樣位置變形程度很小,懷疑基板本身存在起伏,因此需對鋅層截面進一步分析。分析結果表明,原材料抑制層均覆蓋良好,無漏鍍缺陷,與上述去除鋅層之前明暗區域能譜分析結果一致。
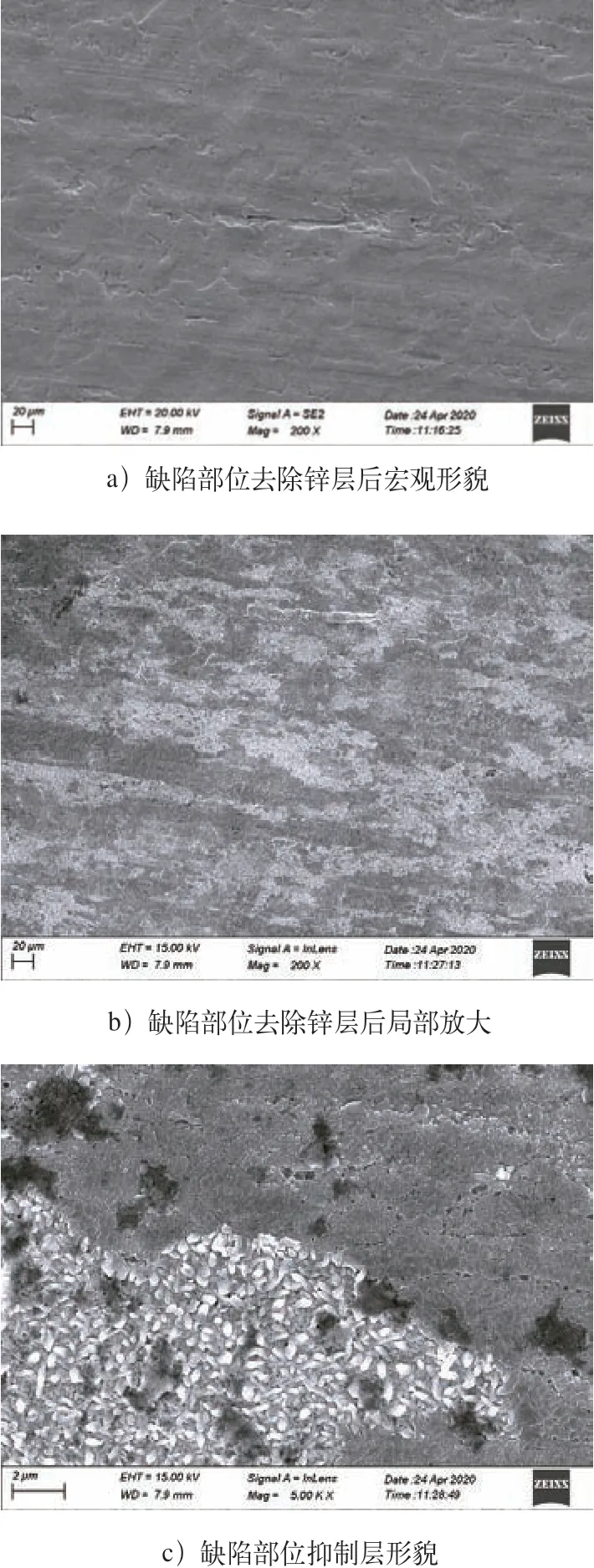
圖5 缺陷部位去除鋅層基板形貌
圖6所示為深色區域和明亮區域基板金相組織,組織狀態均勻,均為鐵素體組織,晶粒大小約20μm,無明顯差異。
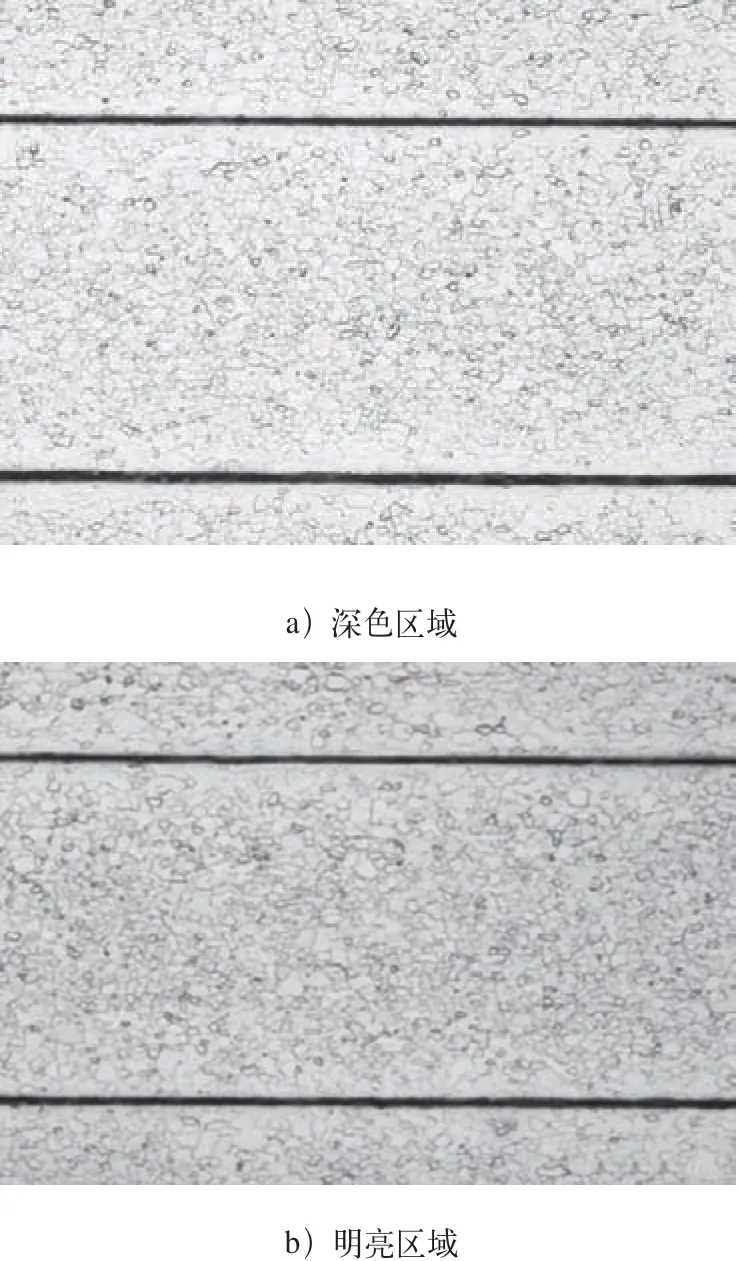
圖6 缺陷處金相組織
3.3 缺陷區域截面分析
對缺陷區域進行截面分析,結果表明鋅層存在薄厚不均現象,基板較為平整,如圖7所示。
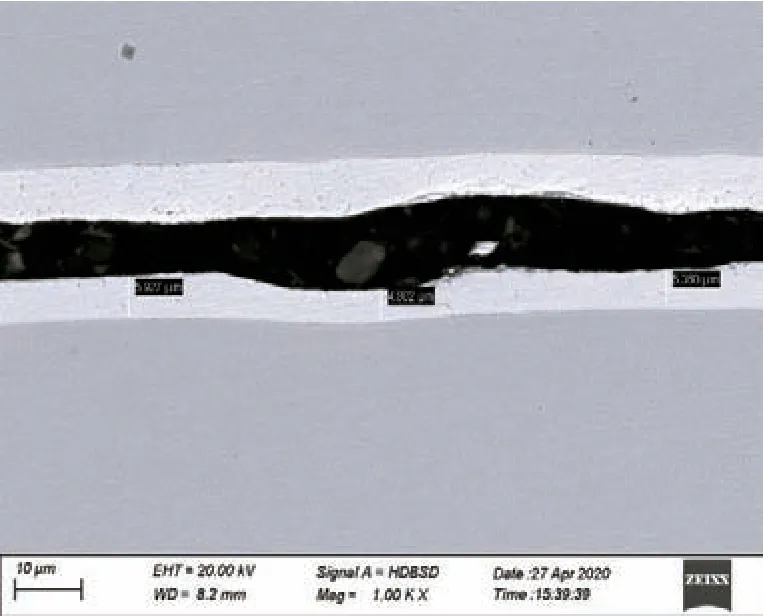
圖7 缺陷處鋅層截面形貌
4 結束語
1)通過掃描電鏡發現,該零件表面斑狀缺陷的深色區域對應有明顯打磨痕跡,明亮區域基本無打磨痕跡,這表明兩個區域鋅層表面存在高度差,因此打磨沙盤時無法同時接觸到這兩個區域,導致打磨后鋅層與未打磨鋅層表面粗糙度存在較大差異,宏觀表現為明暗相間現象。
2)通過能譜及截面分析,發現斑狀缺陷下方基體未發生漏鍍,抑制層均覆蓋良好,在缺陷截面鋅層發現存在鋅層薄厚不均現象。熱鍍鋅帶鋼鍍層厚度及其均勻度是鍍鋅板質量評價的重要指標,并且是鍍鋅技術發展的瓶頸[7]。
3)鋅層薄厚不均現象可能與鍍鋅線鋅鍋氣刀工藝、生產線速度、光整機軋制力等有關[8]。
猜你喜歡
今日農業(2021年9期)2021-11-26 07:41:24
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
終身教育研究(2014年5期)2014-02-28 01:23:06
