一種醫療器械沖壓模具方案設計*
2022-10-26 08:23:16汶斌斌張亞峰劉漢源
新技術新工藝 2022年9期
汶斌斌,張亞峰,王 昌,劉漢源,荊 磊,趙 曦
(西北有色金屬研究院 陜西省醫用金屬材料重點實驗室,陜西 西安 710016)
隨著科學技術的不斷提高,人們對醫療產品的要求越來越高,起搏器的研究領域也在不斷拓寬。起搏器中的殼形件是要把主板和線路放置其中,密封性要好,耐腐蝕,相容性要好,就必須有個好的質量外殼,殼形件就是這個系統的核心部件。心腦起搏器的殼形件是由內、外兩個不同形狀沖壓曲面組成,而將金屬板材沖壓成各種筒形、方形、圓形、錐形及異形等殼形件產品,主要通過上下模具腔里的模芯形狀決定。
1 沖裁件的結構工藝性分析
本設計沖裁件如圖1所示。它的技術要求及生產信息如下:材料-TA2;未注公差等級IT14;生產量為大批量。
TA2鈦板化學成分和TA2板材力學性能參數分別見表1和表2。根據TA2板材的冷沖壓成形特點,其模具的設計要達到如下要求。
1)要求沖切模具的刃口鋒利,硬度高(一般洛氏硬度≥64 HRC),韌性好。對成形模具來說,一般的彎曲件和壓形件不易產生起皺,其模具硬度可以等于或者小于鈦材的硬度,但耐磨性要好,否則將會降低模具的使用壽命;而對于復雜的成形件和拉深件,因為容易發生起皺現象,其模具的硬度一定要比鈦板的硬度高。同時模具應具有一定的韌性,以避免開裂[1-2]。
2)要求成形模具的材料強度要比常用的金屬模具的材料強度高,冷成形用的機床的噸位應適當地增加。對于TA1板材來說,其延伸率比較高,可以使用冷成形的方式,但成形模具的結構參數選擇應合理。

圖1 起搏器殼形件示意圖
3)TA1板材的彈性模量小,沖壓成形后回彈量大,在設計冷沖壓成形模具時,應考慮回彈的影響。
4)TA1板材的耐蝕性雖好,但它與某些金屬(如鉛、鋁等)接觸后,可能會發生電化學腐蝕和應力腐蝕作用,因而模具在選材時應盡量避免這類材料[3-4]。
5)要求模具的機械加工性能良好。模具要經過各種切削加工工藝才能獲得所需型面及尺寸,因此,模具的加工性甚為重要[5]。

表1 TA2鈦板化學成分(質量分數) (%)

表2 TA2板材力學性能參數
心臟起搏器殼形件外形呈不規則曲面連接過渡,材料厚度為0.35 mm。該產品成形后要與另一半零件焊接組成部件,焊接組件有嚴格的幾何公差要求,對于長度52 mm和寬度26 mm的平面平行度應控制在0.02 mm之內。
2 產品成形工藝分析
該產品為0.35 mm厚的鈦合金板材,采用沖壓成形工藝步驟如下:1)落料成形復合,通過落料模具將0.35 mm厚的板材落料成一塊不規則件,再通過拉伸模具將不規則料拉伸成半圓形狀的半成品件;2)翻邊成形通過切邊模具將半成品上部邊緣頂部翻邊切除;3)沖孔成形將最終產品通過沖孔模具在殼體一側沖出半圓孔。
鈦板材的沖壓成形性能與其力學性能、變形條件以及內部組織有關。鈦板材主要成形性能有如下幾點。
1)鈦的彈性模量較小,約為鋼的一半左右,成形后回彈量比較大。
2)鈦的屈強比大,室溫下其屈服強度與抗拉強度非常接近,因而其可塑性加工成形的范圍十分有限,變形量稍大就會發生開裂。
3)鈦板的強度較高,加之厚向異性指數較大,因此,要求成形設備的噸位要大。
4)鈦板的加工硬化現象較嚴重,每道次工序間應進行去應力退火以消除應力。有文獻顯示,鈦板的冷變形度為50%時,其強度可提高54%;冷變形度為70%時,其強度可提高82.5%,其相對延伸率會降低77%~80%。在再結晶溫度(600~700 ℃)以上進行再結晶退火,可使力學性能恢復到退火前的狀態[6-7]。
5)鈦的抗磨損能力較低,易損傷模具和零件。
6)由于鈦的硬度和強度高,用于鈦板冷沖壓成形的模具材料應具有較高的硬度和強度。
7)鈦板的彎曲性能很差,凡是涉及彎曲變形的成形工序,板材的彎曲半徑都應加大。
8)鈦板受壓時穩定性較低,約為普通材料的50%,容易發生失穩進而導致起皺。
9)鈦板對于缺口、缺陷、劃傷、表面缺陷及變形速率敏感性較大,容易產生裂紋和擦傷,給沖壓成形帶來不利的影響[8-9]。
上述成形特性決定了鈦板的冷沖壓成形非常困難。對于成形不復雜且形狀較為簡單的零件,可選擇冷成形。但對于形狀復雜和精度要求較高的零件,就需要進行熱成形與熱校形。熱成形能夠提高鈦合金的塑性成形能力,降低成形力,減小回彈量;熱校形能夠提高沖壓零件的精度。目前,國外約有90%的鈦制沖壓件都采用了熱成形的方法[10-11],鈦合金板材熱成形的技術主要包括超塑成形/擴散連接技術(SPF/DB)、溫/熱蠕變成形技術以及溫/熱介質成形技術等[12-13]。本文主要研究純鈦板材的室溫(冷)沖壓成形。
3 產品成形技術難點的解決方案
3.1 模具材料的選擇
由于凸模和凹模是在有很強的沖擊條件下連續配合工作的,所以要求凸、凹模材料有良好的耐磨性和抗沖擊性。制造沖壓用凸模(沖模)的材料主要有碳鋼、鑄鋼、合金鋼、硬質合金、低熔點合金、鑄鐵和聚氨酯橡膠等。模具材料的選用應根據被沖壓材料的性能、工序種類、沖壓件批量的大小以及成形溫度等因素決定。目前,國外的鈦及鈦合金沖壓模具材料多選用高鉻、高鎳的鑄造合金和鍛造合金材料,結合我國國情,應采用含鉬、鎢、錳的合金材料[14]。國外也有采用陶瓷作為模具材料,但陶瓷的使用壽命短,抗彎和抗拉強度低,脆性大,表面光潔度較差,使用范圍有一定的局限性。
本產品所使用的凸、凹模材質均為Cr12MoV。此材料具有良好的耐磨性和韌性,但由于磨損也會發生失效,因此應對磨具表面進行技術處理來提高其硬度和耐磨性能[15]。具體方法是應用PVD(物理氣相沉積)技術對凹凸模表面進行改性處理,涂層材料為TiN,該涂層具有硬度高、摩擦因數小、導熱性好、與鋼材的熱膨脹系數差異小以及耐粘著磨損等優點,處理后的硬度為2 400 HV以上,有效提高了模具壽命[16-17]。
3.2 壓邊圈力的控制
在沖壓成形過程中,所涉及到的摩擦主要有3個方面:凸模與板料之間的摩擦(摩擦因數為μ1),凹模、壓邊圈與板料之間的摩擦(摩擦因數為μ2)[18]。根據試驗研究,當平均應變速率為1×10-4s-1時,研究了凸模與板料之間的摩擦對殼形件沖壓成形的影響(見圖2)。從圖2可以看出,隨著摩擦因數μ1的增大,殼形件所受的最大主應力呈現出“增→減→增→減”的趨勢,當μ1為0.4時取得最大值,當μ1為0.8時取得最小值。此外,當μ1為0.2~0.4時,最大主應力呈現出線性增加的趨勢。最大主應力越小,越不易使板材發生拉裂現象,對板料的沖壓成形越為有利;但μ1的值也不能過大,過大即意味著凸模表面非常粗糙,在成形過程中會對板料表面造成劃傷。故在實際加工時,應根據加工要求綜合考慮,本試驗的μ1值選定在0.5~0.6較為合適。
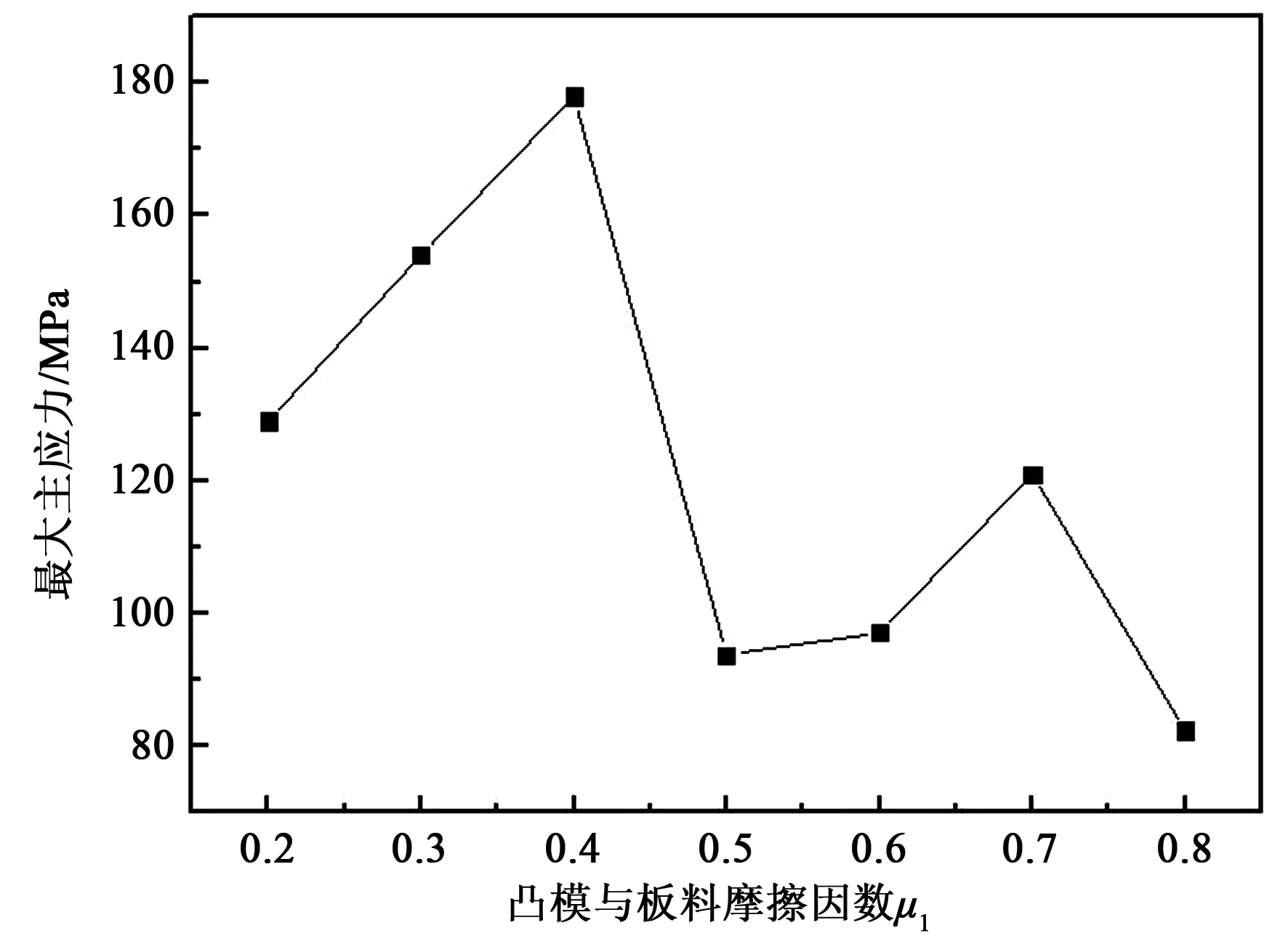
圖2 μ1對最大主應力的影響
圖3所示為不同壓邊圈、凹模和板料之間的摩擦系數μ2對板料在沖壓過程中所受最大主應力的影響的趨勢圖。最大主應力隨著μ2的增加總體呈現出“先增后減”的趨勢,當μ2為0.12時取得最大值。雖然在0.12~0.16區間內,曲線呈現出遞減態勢,但通過有限元模擬,當μ2取值為0.18或者更大時,計算會出現不收斂的情況。故結合實際加工情況,筆者認為,本試驗中μ2取值為0.1比較合適,這樣可以大大改善壓邊圈、凹模和板料之間的摩擦狀況,有利于提高板料的沖壓成形性。

圖3 μ2對最大主應力的影響
3.3 凸凹模間隙的控制
凸、凹模間隙對于板料沖壓成形具有很大的影響:若間隙過大,則板料的側壁極易變形為彎曲形狀,或形成底小口大的錐形[19];若間隙過小,則容易使板料的側壁變薄,甚至可能出現拉裂現象。此外,間隙過小,會使得模具表面與板料之間的接觸壓力增大,增加模具磨損。因此,確定合適的凸、凹模間隙對板料的沖壓成形具有重要的意義[20]。本文研究試驗了不同單邊間隙值對沖壓件所受最大主應力的影響(見圖4)。從圖4中可以看出,最大主應力隨凸、凹模單邊間隙的增加而減小,在0.4 mm處取得最小值。凸、凹模間隙越小,板料在沖壓成形過程中所受的最大主應力越大,說明材料在變形過程中確實與模具的接觸壓力增大,導致了材料的流動困難。因此,經過有限元模擬與分析,筆者認為凸、凹模單邊間隙值為0.4 mm比較合適。
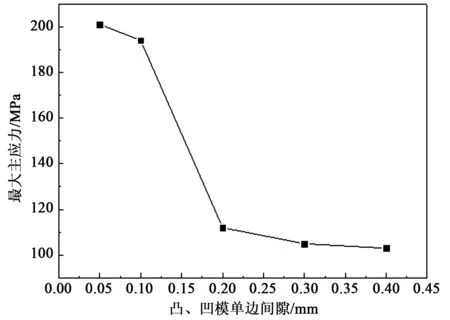
圖4 凸、凹模間隙對最大主應力的影響
4 成形模具的設計
本試驗根據數值模擬的優化結果和實際的設備條件,設計了TA1板材冷沖壓及成形模具。本試驗中主要加工制造了3套模具:落料成形復合模、去翻邊模和沖孔模。
4.1 落料成形復合模設計
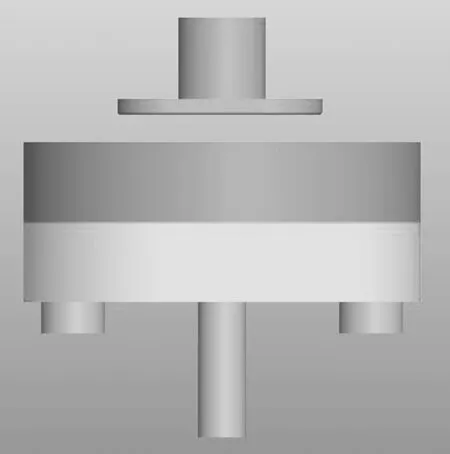
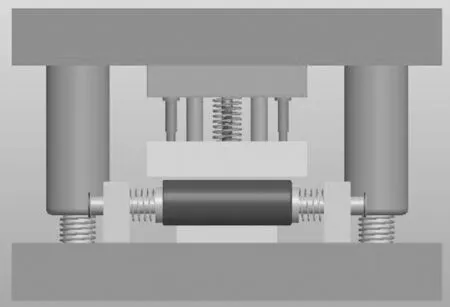
落料成形復合模的三維圖、實物圖和結構示意圖分別如圖5和圖6所示。
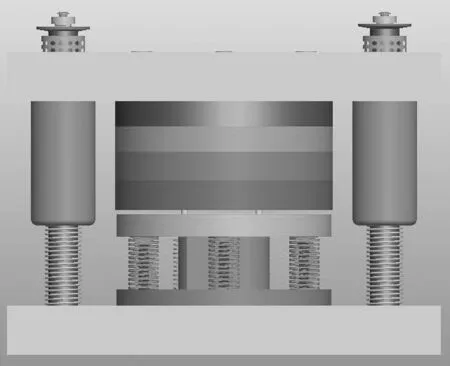
a) 三維圖

b) 實物圖
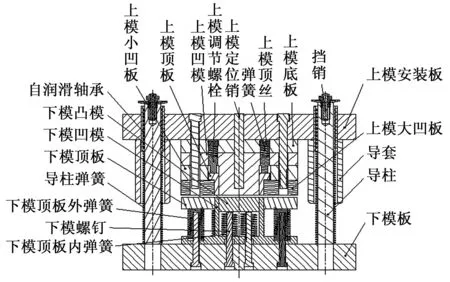
圖6 落料成形復合模結構示意圖
模具工作過程:將薄材按位置放好在下模具上表面上,上模具在凸輪機構帶動下下模具運動,首先是上模大凹板、上模凹模、上模頂板同時接觸到板材,下模具中下模凸模、下模凹模、下模頂板也同時接觸到薄板材,但上模大凹板是硬連接,與其對應的下模頂板是軟連接,在上模大凹板向下運動時,下模頂板會隨著上模大凹板也往下運動,形成剪切運動,薄板材首先被按模具形狀下料。
在薄板料下料完成后,上模具繼續向下移動,上模頂板和下模凹模相對應,當上模頂板向下運動時會頂上下模凹模而向上回彈,上模頂板不會和上模凹模同時向下運動,此時上模凹模和下模凸模相對應,當上模凹模繼續向下運動時會頂上下模凸模,兩者同時向下運動,因為下模凸模下面是下模頂板內彈簧支撐,受力時會壓縮,形成腔體與上模凹模完成沖壓動作。此時上模凹模和下模頂板會形成沖形動作,兩者配合間隙非常重要,是決定產品成形與否的關鍵,達到行程后,上模具被提起,準備下一周期循環沖形。
4.2 去翻邊模具設計
去翻邊模的三維圖、實物圖和結構示意圖分別如圖7和圖8所示。
a) 三維圖

b) 實物圖

圖8 沖孔模具結構示意圖
模具工作過程:將落料成形后的產品安裝在下支撐板上,再將上蓋板安裝到殼形件內側,安裝在車床上,尾座頂住上蓋板,三爪夾住外圓板,再將多余的翻邊車掉。
4.3 沖孔模具設計
沖孔模具的三維圖、實物圖和結構示意圖分別如圖9和圖10所示。
a) 三維圖

b) 實物圖

圖10 沖孔模具結構示意圖
模具工作過程:將車削掉余邊的件安裝在沖孔模具上,拉動兩邊工件定位銷,將工件安裝在凹模上,在定位彈簧的作用下壓緊工件,沖頭頂板向下運動,安裝在頂板上的沖頭跟著向下運動,調整好行程,沖頭完成沖孔動作。
5 沖壓設備的選擇和安裝
本試驗所使用的沖壓設備為XLB-D(Q) 400×400×2/0.50MN型小型平板硫化機(見圖11)。其主要技術參數見表3。該機采用立柱式和框架結構,結構簡單合理,操作靈活,空間寬敞,外型美觀。液壓站和電控箱分別放于主機兩側,操作方便。

a) 小型平板硫化機

b) 沖剪成形
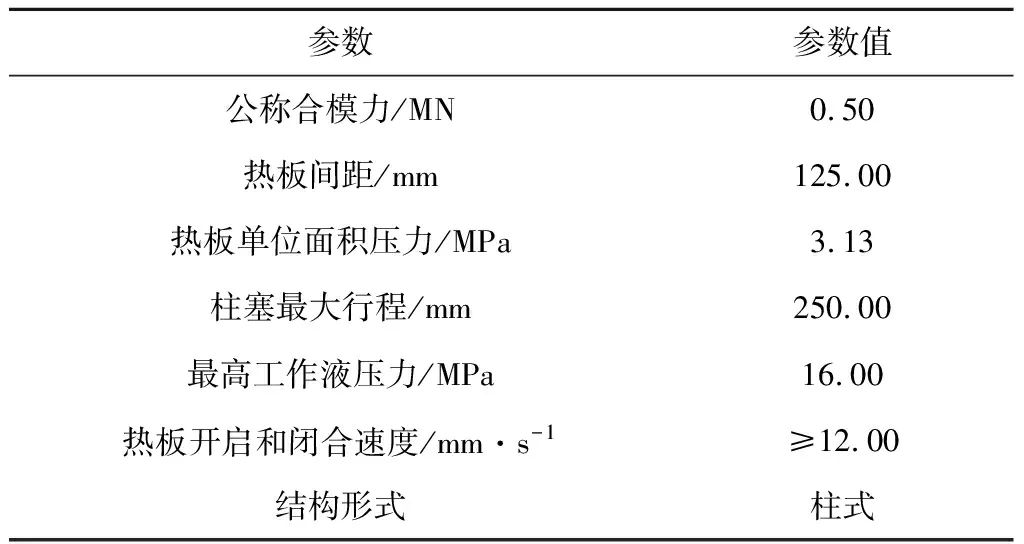
表3 平板硫化機主要技術參數
5.1 沖壓成形及前處理
鈦板的表面清理,主要是指成形前對鈦板的表面進行除油(包括油漆)。除油的原理是通過皂化或者乳化反應,除去粘附于板料或者零件表面的油脂、油污和油漬等。除油處理能夠保證坯料或零件的潔凈,以免在成形過程中造成污染。當產量不大時,往往采用汽油、丙酮、無水酒精等溶劑對鈦板的表面進行擦拭,來達到除油目的。但這種方法效果不佳,除油不徹底,往往會在鈦板的表面殘留油跡,影響潤滑劑的涂敷。國外常采用三氯乙烯蒸汽進行除油,效果很好,也有采用異丙酮或者甲基-乙丙酮進行除油的[21]。
本試驗采用金屬洗滌劑對板料進行除油。洗滌劑分子式的一端具有親水基,另一端則為疏水基。親水基的存在使其易溶于水,將油脂包圍在水分子中,阻止彼此的結合,油污則被分解為細小的油珠,油珠上浮而形成乳濁液,再用流動清水沖洗即可。
為了檢測鈦板表面是否清洗干凈,將鈦板置于干凈的冷水中,再從水中取出,如果潔凈,鈦板表面的水膜應該連接成片;如果表面油污未除盡,鈦板表面的水膜將不連續[22]。
5.2 潤滑劑和保護涂料的選用
鈦板冷沖壓成形過程和其他材料的壓力加工過程類似,應在坯料的表面(必要時,在模具的某些部位上)涂敷涂料和潤滑劑,以減少鈦板和模具之間的摩擦,減少劃傷,降低成形所需壓力[23],提高產量,延長模具壽命。
鈦板冷沖壓成形時,一般可以使用常規沖壓成形用潤滑劑,如硝基清漆、丙烯酸清漆等。通過噴、涂、刷、浸等方式將清漆涂敷在坯料表面,涂層不宜過厚,待涂層干透后,常常在涂層之上再涂一層潤滑油(機油),然后成形。在沖壓成形完成后,熱處理或者熱成形之前,應將涂層除去,以防止對工件造成污染[24]。
本試驗所用的潤滑劑為氯化石蠟(摩擦因數為0.1),在試驗過程中,將其噴涂在凹模上,而凸模不需要潤滑,沖壓成形的產品如圖12所示。

a) 純鈦板材落料成形后形狀

b) 純鈦殼形件去翻邊后形狀

c) 純鈦殼形件沖孔后形狀

d) 一對純鈦殼形件實物圖
通過使用三坐標測量機對加工成形后的殼形件的相關參數進行測量,并將測量結果與之前Pro/E軟件所建模型進行比較,其整體成形誤差范圍在0.05 mm以內。說明數值模擬對沖壓成形具有實際的指導意義,數值模擬的精度也比較高,模擬結果較為可靠[25]。
6 結語
分析材料的特點和產品結構尺寸要求,通過落料、沖深、切邊、沖孔4道工序模具成形,將板材加工成產品。此4道工序系列模具經過嚴密設計、精心加工、細心裝配,試模調模、間隙修正、壓力調整,使模具尺寸和裝配調整到最佳狀態。經客戶嚴格檢測,產品尺寸精度、幾何公差及外觀要求均達到圖樣要求。